You might also like
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Overlord Volume 13 Chapter 4Document85 pagesOverlord Volume 13 Chapter 4Ronny KimNo ratings yet
- Bugreport Fog - in SKQ1.211103.001 2023 04 10 19 23 21 Dumpstate - Log 9097Document32 pagesBugreport Fog - in SKQ1.211103.001 2023 04 10 19 23 21 Dumpstate - Log 9097chandrakanth reddyNo ratings yet
- MBEH'S - Final - Work (1) 27Document72 pagesMBEH'S - Final - Work (1) 27Fon Palverd Brent BridenNo ratings yet
- Rigid Pipeline DesignDocument123 pagesRigid Pipeline DesignAditya Prasad100% (1)
- Ultradur B 4300 G4: ® PBT (Polybutylene Terephthalate)Document2 pagesUltradur B 4300 G4: ® PBT (Polybutylene Terephthalate)irisNo ratings yet
- Assignment 1Document2 pagesAssignment 1Nitish KumarNo ratings yet
- Introduction To Political AnalysisDocument12 pagesIntroduction To Political AnalysisAilene SimanganNo ratings yet
- OCR Physics A: 12.3 The Young Double-Slit Experiment Teacher and Technician NotesDocument5 pagesOCR Physics A: 12.3 The Young Double-Slit Experiment Teacher and Technician NotessciencedocsmanNo ratings yet
- Lecture No 12 MaintainabilityDocument25 pagesLecture No 12 MaintainabilityAltamash MunirNo ratings yet
- Informational Essay Checklist 2019-20Document3 pagesInformational Essay Checklist 2019-20api-471393890No ratings yet
- DLP - RWS - WEEK2 - 7 E'sDocument5 pagesDLP - RWS - WEEK2 - 7 E'sElla Mae Mamaed AguilarNo ratings yet
- Black and White Architecture PresentationDocument25 pagesBlack and White Architecture PresentationArden JamaesNo ratings yet
- Reading Material Lecture 04Document12 pagesReading Material Lecture 04Muqeem MahmoodNo ratings yet
- SKF Slim Thin BearingsDocument139 pagesSKF Slim Thin Bearingsaghamdi2206No ratings yet
- 181 ECE110 Final ExamDocument4 pages181 ECE110 Final ExamPham Lê HuyNo ratings yet
- Urban, City, and Town Planning Integrates Land Use Planning and Transportation Planning To Improve TheDocument37 pagesUrban, City, and Town Planning Integrates Land Use Planning and Transportation Planning To Improve TheMary Chriss ArnaizNo ratings yet
- 2 Case StudyDocument8 pages2 Case Studysehrish khawerNo ratings yet
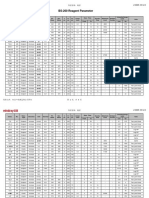
- BS-200 Reagent ParameterDocument3 pagesBS-200 Reagent ParameterBetina NdjiemiNo ratings yet
- Burning A Candle WorksheetDocument3 pagesBurning A Candle Worksheetmahdibba670No ratings yet
- ENSC 20043 Statics Lec4 Ch4 Force System ResultantsDocument63 pagesENSC 20043 Statics Lec4 Ch4 Force System ResultantsAndrei AlidoNo ratings yet
- ENG133 Dyadic CommunicationDocument2 pagesENG133 Dyadic CommunicationDoctrine Dark0% (1)
- DIN 15018-1 Cranes. Steel Structures Verification and Analysis PDFDocument37 pagesDIN 15018-1 Cranes. Steel Structures Verification and Analysis PDF8310195025080100% (1)
- Pre - Historic ArchitectureDocument4 pagesPre - Historic ArchitecturemoodyNo ratings yet
- Montoya NGM SB Nse 2021 ThesisDocument76 pagesMontoya NGM SB Nse 2021 ThesisSupeR StaRNo ratings yet
- Bruggolite - FF6M Low Temperature Redox Polymerization PDFDocument7 pagesBruggolite - FF6M Low Temperature Redox Polymerization PDFLin NiuNo ratings yet
- English HistoryDocument7 pagesEnglish HistorySam FoxNo ratings yet
- Entry-Level Firefighter Test: Study GuideDocument16 pagesEntry-Level Firefighter Test: Study GuideArun Chand C VNo ratings yet
- Winstar Display Co., LTD: SpecificationDocument24 pagesWinstar Display Co., LTD: SpecificationElvis SilvaNo ratings yet
- Paper 1 Calvin and Hobbes Essay - Sarah Al ObaidanDocument3 pagesPaper 1 Calvin and Hobbes Essay - Sarah Al ObaidanSarah Al ObaidanNo ratings yet
- Eis Piggery SampleDocument55 pagesEis Piggery SampleLinnel Faye C. MalibiranNo ratings yet