You might also like
- Happiest Refugee Coursework 2013Document10 pagesHappiest Refugee Coursework 2013malcrowe100% (2)
- Grand Chapter Mentor ProgramDocument13 pagesGrand Chapter Mentor ProgramJulius Wright100% (1)
- Smart English 2 PDFDocument44 pagesSmart English 2 PDFmishhuana90% (21)
- Adolescents and Career DevelopmentDocument10 pagesAdolescents and Career DevelopmentMasrijah MasirNo ratings yet
- Mud EngineeringDocument151 pagesMud EngineeringLuis RomeroNo ratings yet
- BOMA - Office Building Standard Methods of Measurement AppendixDocument41 pagesBOMA - Office Building Standard Methods of Measurement Appendixxavest100% (7)
- Homeopatia Vibracional RatesDocument45 pagesHomeopatia Vibracional RatesAugusto Bd100% (4)
- Blow in Essar 15.2.10Document18 pagesBlow in Essar 15.2.10TheleapInoblivionNo ratings yet
- GTAG-14 Edited With Ad 05-20-20101 PDFDocument32 pagesGTAG-14 Edited With Ad 05-20-20101 PDFpiornelNo ratings yet
- Practical Research 2Document16 pagesPractical Research 2Benedict Coloma BandongNo ratings yet
- Diagnostic Test - Tle8Document2 pagesDiagnostic Test - Tle8rose mae marambaNo ratings yet
- SWAMINATHAN Ajanta RhapsodyDocument227 pagesSWAMINATHAN Ajanta RhapsodyRoberto E. García100% (1)
- Water Jar Test DoneDocument8 pagesWater Jar Test DoneNasEvan'sNo ratings yet
- Hyperactivation of Bentonite in Pelletizing Process: A.Saidi, M.Shamanian, M.Barati and K.AzariDocument4 pagesHyperactivation of Bentonite in Pelletizing Process: A.Saidi, M.Shamanian, M.Barati and K.AzariOlen4ikNo ratings yet
- Hyperactivation of Bentonite in Pelletizing Process: January 2004Document5 pagesHyperactivation of Bentonite in Pelletizing Process: January 2004lalit keswaniNo ratings yet
- Synthesis Characterization of Hydroxylfepillaredbentonite and Itsuse in HeteDocument10 pagesSynthesis Characterization of Hydroxylfepillaredbentonite and Itsuse in HeteEllaNo ratings yet
- Adsorption of Acid Dyes Onto Bentonite and Surfactant Modified Bentonite 2155 9872.1000174Document7 pagesAdsorption of Acid Dyes Onto Bentonite and Surfactant Modified Bentonite 2155 9872.1000174Ardhito SetiawanNo ratings yet
- Msds SPDocument9 pagesMsds SPPaulie Salgado DelaParraNo ratings yet
- Blue PhotocatalysisDocument7 pagesBlue PhotocatalysismrshirafatimaNo ratings yet
- Synthesis and Characterization of A High Performance PCE Polycarboxylic Acid Water Reducing AgentDocument4 pagesSynthesis and Characterization of A High Performance PCE Polycarboxylic Acid Water Reducing Agentichsan hakimNo ratings yet
- Synthesis of Bentonite Zno Nanocomposites and ApplicationsDocument14 pagesSynthesis of Bentonite Zno Nanocomposites and ApplicationsimanuellaNo ratings yet
- J Jcis 2010 04 045Document6 pagesJ Jcis 2010 04 045YuniNo ratings yet
- Excellent Piezo-Photocatalytic Performance of Bi4Ti3O12 Nanoplates Synthesized by Molten-Salt MethodDocument11 pagesExcellent Piezo-Photocatalytic Performance of Bi4Ti3O12 Nanoplates Synthesized by Molten-Salt MethodAtif sialNo ratings yet
- Increase of Specific Surface Area of Metal Hydrides by LixiviationDocument4 pagesIncrease of Specific Surface Area of Metal Hydrides by LixiviationMiguel Angel Ramos RuizNo ratings yet
- Durability Study of Low Calcium Fly Ash Geopolymer ConcreteDocument7 pagesDurability Study of Low Calcium Fly Ash Geopolymer Concretethisisatest402003No ratings yet
- Modified Bentonite For Purification of Dyeing Waste WaterDocument7 pagesModified Bentonite For Purification of Dyeing Waste WaterNina BerghiNo ratings yet
- Bor 9Document7 pagesBor 9petru apopeiNo ratings yet
- Experimental Study of The Removal of Copper From Aqueous Solutions by Adsorption Using SawdustDocument8 pagesExperimental Study of The Removal of Copper From Aqueous Solutions by Adsorption Using SawdustchikubadgujarNo ratings yet
- Effect of Cationic Surfactant Adsorption On The Rheological and Surface Properties of Bentonite Dispersions - Ebru Gunister, 2006Document5 pagesEffect of Cationic Surfactant Adsorption On The Rheological and Surface Properties of Bentonite Dispersions - Ebru Gunister, 2006Mdk AlexanderNo ratings yet
- Rilem SMSS 2019Document6 pagesRilem SMSS 2019Iva DespotovicNo ratings yet
- Summary of ArticlesDocument6 pagesSummary of ArticlesA.H. 93No ratings yet
- Eren 2008Document6 pagesEren 2008Farzad sadeghzadNo ratings yet
- Liquid Phase Sintering of Nicuzn Ferrite and Its Magnetic PropertiesDocument4 pagesLiquid Phase Sintering of Nicuzn Ferrite and Its Magnetic Propertiesehagar60No ratings yet
- VARIATION OF MICROSTRUCTURE WITH CARBONATION in Lime and Cement Blended PastesDocument32 pagesVARIATION OF MICROSTRUCTURE WITH CARBONATION in Lime and Cement Blended PastesSaurav BhattacharjeeNo ratings yet
- Reusability Study of Fenton Catalyst@Bacterial CellulosesDocument5 pagesReusability Study of Fenton Catalyst@Bacterial CellulosesGunawan DarmaNo ratings yet
- Boric Acid Production From Sodium Metaborate With PDFDocument4 pagesBoric Acid Production From Sodium Metaborate With PDFJannelle ManarangNo ratings yet
- Rheological Properties of Bentonite SuspensionsDocument6 pagesRheological Properties of Bentonite SuspensionsandresNo ratings yet
- Latex Nano Silica 3Document6 pagesLatex Nano Silica 3Tong hop Tai lieuNo ratings yet
- Partial Nitritation of Raw Anaerobic Sludge Digester LiquorDocument9 pagesPartial Nitritation of Raw Anaerobic Sludge Digester LiquorStone BrickWallNo ratings yet
- Effect of Boron Segregation On Bainite Nucleation During Isothermal TransformationDocument9 pagesEffect of Boron Segregation On Bainite Nucleation During Isothermal TransformationKheiro BzdNo ratings yet
- Applied Surface Science: Leticia F. Velasco, Jose B. Parra, Conchi O. AniaDocument5 pagesApplied Surface Science: Leticia F. Velasco, Jose B. Parra, Conchi O. AniaA. M. SHAREQUENo ratings yet
- Artikel IlmiahDocument15 pagesArtikel IlmiahEgaNo ratings yet
- Neutralization Acid Mine Drainage (Amd) Using Naoh at Pt. Jorong Barutama Grestone, Tanah Laut, South BorneoDocument5 pagesNeutralization Acid Mine Drainage (Amd) Using Naoh at Pt. Jorong Barutama Grestone, Tanah Laut, South Borneoraihan fuadyNo ratings yet
- Hasebe 2011nitriffffDocument8 pagesHasebe 2011nitriffffLuisNo ratings yet
- Alkali-Activated Fly Ash-Based Geopolymers With Zeolite or BentoniteDocument7 pagesAlkali-Activated Fly Ash-Based Geopolymers With Zeolite or BentoniteSo Thu DaiNo ratings yet
- Cationic Surfactant Aided Surface Modification of The Activated Carbon Based Materials For The Enhancement of Phenol Adsorption Capacity DeterminedDocument2 pagesCationic Surfactant Aided Surface Modification of The Activated Carbon Based Materials For The Enhancement of Phenol Adsorption Capacity DeterminedSomen MondalNo ratings yet
- Reduction of Nitrate and Ammonium Adsorption Using Microscale Iron Particles and ZeolititeDocument11 pagesReduction of Nitrate and Ammonium Adsorption Using Microscale Iron Particles and ZeolititeYoungdiNo ratings yet
- Ion ExchangeDocument3 pagesIon ExchangeelftahtasakalNo ratings yet
- Co Flo 3Document3 pagesCo Flo 3syafiqzainordinNo ratings yet
- Awake!, Jan 2011Document3 pagesAwake!, Jan 2011emediageNo ratings yet
- Seminários 7Document6 pagesSeminários 7Angeline MoraisNo ratings yet
- Guijarro Aldaco2011 PDFDocument9 pagesGuijarro Aldaco2011 PDFVaibhav JaiswalNo ratings yet
- Latex Nano Silca 1Document7 pagesLatex Nano Silca 1Tong hop Tai lieuNo ratings yet
- Unfired Brick Using Fly Ash and Red Mud Based On Geopolymer TechnologyDocument7 pagesUnfired Brick Using Fly Ash and Red Mud Based On Geopolymer TechnologyRajNo ratings yet
- Water: Treatment of Organics Contaminated Wastewater by Ozone Micro-Nano-BubblesDocument10 pagesWater: Treatment of Organics Contaminated Wastewater by Ozone Micro-Nano-BubblesRioneli GhaudensonNo ratings yet
- Application of Tio2-Mounted Activated Carbon To The Removal of Phenol From WaterDocument8 pagesApplication of Tio2-Mounted Activated Carbon To The Removal of Phenol From WaterA. M. SHAREQUENo ratings yet
- Matecconf/20164701016Document6 pagesMatecconf/20164701016Imrul Kayes KhanNo ratings yet
- Ijertv2is3605 PDFDocument6 pagesIjertv2is3605 PDFSakshi SharmaNo ratings yet
- Ijertv2is3605 PDFDocument6 pagesIjertv2is3605 PDFSakshi SharmaNo ratings yet
- Refining To Enhance Quality and Improve Specific Surface Area of Di Linh Bentonite For Adsorption ApplicationDocument8 pagesRefining To Enhance Quality and Improve Specific Surface Area of Di Linh Bentonite For Adsorption ApplicationTạp chí onlineNo ratings yet
- Activación de Bentonita.Document6 pagesActivación de Bentonita.Diana R SanchezNo ratings yet
- Energies 13 03498Document19 pagesEnergies 13 03498rhex averhyll jhonlei marceloNo ratings yet
- Zi0605253260 PDFDocument8 pagesZi0605253260 PDFAJER JOURNALNo ratings yet
- PCC Technical PaperDocument6 pagesPCC Technical Papersrikant palakurthiNo ratings yet
- Sdarticle 46Document19 pagesSdarticle 46momenziNo ratings yet
- Concentration of Heavy MetalsDocument9 pagesConcentration of Heavy MetalsMohammad Asri ChristopherNo ratings yet
- MODUL 2 Isomer 20-6-08 RevisiDocument4 pagesMODUL 2 Isomer 20-6-08 RevisiIka ChasaNo ratings yet
- 47-54 National Institute of Chemistry - Gasan OsojnikDocument8 pages47-54 National Institute of Chemistry - Gasan Osojnikmsh43No ratings yet
- Bor 8Document8 pagesBor 8petru apopeiNo ratings yet
- Applsci 09 03282Document12 pagesApplsci 09 03282Rafif QuthronadaNo ratings yet
- Carbon Nanomaterials for Advanced Energy Systems: Advances in Materials Synthesis and Device ApplicationsFrom EverandCarbon Nanomaterials for Advanced Energy Systems: Advances in Materials Synthesis and Device ApplicationsWen LuNo ratings yet
- Eastern Power Distribution Company of A.P Ltd. Receipt For Online Payment (Regular Payment)Document1 pageEastern Power Distribution Company of A.P Ltd. Receipt For Online Payment (Regular Payment)TheleapInoblivionNo ratings yet
- No. 201, Sai Shopping Complex, Above Andhra Bank, Dwarkanagar, Visakhapatnam, Andhra Pradesh INDIA-530016 PH: 0891-6575666/ 667/ 668, 9133657566Document1 pageNo. 201, Sai Shopping Complex, Above Andhra Bank, Dwarkanagar, Visakhapatnam, Andhra Pradesh INDIA-530016 PH: 0891-6575666/ 667/ 668, 9133657566TheleapInoblivionNo ratings yet
- Pressure Testing Procedure For StovesDocument2 pagesPressure Testing Procedure For StovesTheleapInoblivionNo ratings yet
- Hazira BF Furnace Leak Test Procedure Oo1 HAZIRA BF - 7thDocument13 pagesHazira BF Furnace Leak Test Procedure Oo1 HAZIRA BF - 7thTheleapInoblivionNo ratings yet
- E - Registration User Status: Print ExitDocument1 pageE - Registration User Status: Print ExitTheleapInoblivionNo ratings yet
- EMI Principal and Interest CalculatorDocument6 pagesEMI Principal and Interest CalculatorTheleapInoblivionNo ratings yet
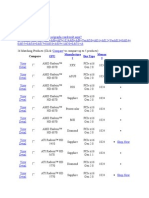
- 26 Matching ProductsDocument6 pages26 Matching ProductsTheleapInoblivionNo ratings yet
- Comparison ASUS ASRock Gigabyte MSIDocument3 pagesComparison ASUS ASRock Gigabyte MSITheleapInoblivionNo ratings yet
- ASRock 990FX Extreme3Document4 pagesASRock 990FX Extreme3TheleapInoblivionNo ratings yet
- ASRock 970 Extreme 4Document4 pagesASRock 970 Extreme 4TheleapInoblivionNo ratings yet
- D845GL Boards TechProdSpecDocument84 pagesD845GL Boards TechProdSpecTheleapInoblivionNo ratings yet
- PricelistDocument11 pagesPricelistTheleapInoblivionNo ratings yet
- Compare: GPU Manufacture R Bus Type Memor yDocument3 pagesCompare: GPU Manufacture R Bus Type Memor yTheleapInoblivionNo ratings yet
- Rainbow Informatics SolutionDocument3 pagesRainbow Informatics SolutionTheleapInoblivionNo ratings yet
- Metro Depot: (Aar 422) Pre-Thesis SeminarDocument3 pagesMetro Depot: (Aar 422) Pre-Thesis SeminarSri VirimchiNo ratings yet
- VRF-SLB013-EN - 0805115 - Catalogo Ingles 2015 PDFDocument50 pagesVRF-SLB013-EN - 0805115 - Catalogo Ingles 2015 PDFJhon Lewis PinoNo ratings yet
- Finite Element Modeling Analysis of Nano Composite Airfoil StructureDocument11 pagesFinite Element Modeling Analysis of Nano Composite Airfoil StructureSuraj GautamNo ratings yet
- Lecture Planner - Chemistry - MANZIL For JEE 2024Document1 pageLecture Planner - Chemistry - MANZIL For JEE 2024Rishi NairNo ratings yet
- Atlantis Implant Compatibility Chart 79214-US-1107Document2 pagesAtlantis Implant Compatibility Chart 79214-US-1107Jean-Christophe PopeNo ratings yet
- To Word AkheebDocument31 pagesTo Word AkheebDavid Raju GollapudiNo ratings yet
- Jo - Mc.Donough. ESP in Perspective A Practical Guide. London. Collin ELT. 1984. p.3Document6 pagesJo - Mc.Donough. ESP in Perspective A Practical Guide. London. Collin ELT. 1984. p.3Falihatul Kholidiyah100% (1)
- Jungbluth Main Catalogue-LanacDocument60 pagesJungbluth Main Catalogue-LanacMilenkoBogdanovicNo ratings yet
- GENTLENESSDocument4 pagesGENTLENESSAprylleCourtneyMayeMauyaoNo ratings yet
- 2009-04-CEN-TC121 N1574 Working Programme CEN TC 121Document28 pages2009-04-CEN-TC121 N1574 Working Programme CEN TC 121Manuel ValenteNo ratings yet
- 8 TH Linear Equations DBDocument1 page8 TH Linear Equations DBParth GoyalNo ratings yet
- Project in Precal: Mary Joyce MolinesDocument11 pagesProject in Precal: Mary Joyce MolinesJaja KeykNo ratings yet
- British Airways Culture and StructureDocument29 pagesBritish Airways Culture and Structure陆奕敏No ratings yet
- Pipetite: Pipetite Forms A Flexible, Sanitary Seal That Allows For Pipeline MovementDocument4 pagesPipetite: Pipetite Forms A Flexible, Sanitary Seal That Allows For Pipeline MovementAngela SeyerNo ratings yet
- Cause List 2.1.2023Document4 pagesCause List 2.1.2023あいうえおかきくけこNo ratings yet
- Ofsaai Ic 72 E22351 01Document312 pagesOfsaai Ic 72 E22351 01Mohamed AbrarNo ratings yet
- Best S and Nocella, III (Eds.) - Igniting A Revolution - Voices in Defense of The Earth PDFDocument455 pagesBest S and Nocella, III (Eds.) - Igniting A Revolution - Voices in Defense of The Earth PDFRune Skjold LarsenNo ratings yet
- IAU Logbook Core 6weeksDocument7 pagesIAU Logbook Core 6weeksbajariaaNo ratings yet
- Solow 5e Web SolutionsDocument58 pagesSolow 5e Web SolutionsOscar VelezNo ratings yet