You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Evermotion Archmodels Vol 40 PDFDocument2 pagesEvermotion Archmodels Vol 40 PDFJustinNo ratings yet
- Alternative ADHD TreatmentDocument3 pagesAlternative ADHD TreatmentCindy VanegasNo ratings yet
- Damian C. Brady, P .DDocument9 pagesDamian C. Brady, P .Dapi-27484581No ratings yet
- Ôn HSG - P5-HandoutDocument4 pagesÔn HSG - P5-HandoutMinh ChâuNo ratings yet
- Go Betweens For HitlerDocument402 pagesGo Betweens For HitlerSagyan Regmi Regmi100% (1)
- J.petrauskas ResumeDocument1 pageJ.petrauskas ResumeJPet09No ratings yet
- Nine Principles of Conscious LivingDocument57 pagesNine Principles of Conscious LivingSreeraj Guruvayoor SNo ratings yet
- (Intelligent Systems, Control and Automation_ Science and Engineering 72) B. S. Goh, W. J. Leong, K. L. Teo (Auth.), Honglei Xu, Xiangyu Wang (Eds.)-Optimization and Control Methods in Industrial EngiDocument300 pages(Intelligent Systems, Control and Automation_ Science and Engineering 72) B. S. Goh, W. J. Leong, K. L. Teo (Auth.), Honglei Xu, Xiangyu Wang (Eds.)-Optimization and Control Methods in Industrial EngiVu Duc TruongNo ratings yet
- Sharda dss10 PPT 06Document48 pagesSharda dss10 PPT 06Ragini PNo ratings yet
- National AnthemsDocument6 pagesNational AnthemszhannurazimbaiNo ratings yet
- Conditional Power of One Proportion Tests PDFDocument7 pagesConditional Power of One Proportion Tests PDFscjofyWFawlroa2r06YFVabfbajNo ratings yet
- Aavit 5 ADocument113 pagesAavit 5 AAnonymous ok5UankNo ratings yet
- Expository Essay Rough DraftDocument4 pagesExpository Essay Rough Draftapi-292792461No ratings yet
- Why There Has Been No Brandies Brief in India? Challenges To Socio-Legal Research in IndiaDocument2 pagesWhy There Has Been No Brandies Brief in India? Challenges To Socio-Legal Research in IndiaSubhaprad MohantyNo ratings yet
- Recurrent Neural Processes: Preprint. Under ReviewDocument12 pagesRecurrent Neural Processes: Preprint. Under Reviewgheorghe garduNo ratings yet
- KSS 41 END enDocument702 pagesKSS 41 END enJavier Del Pozo Garcia100% (1)
- BTP ReportDocument27 pagesBTP ReportAayush Ghosh ChoudhuryNo ratings yet
- High School Kids Science Fiction Short StoriesDocument5 pagesHigh School Kids Science Fiction Short StoriesHarshal bhardwaj100% (1)
- Goodrich 6e Ch03 Arrays PDFDocument12 pagesGoodrich 6e Ch03 Arrays PDFArjun SinghNo ratings yet
- Karpagam College of EngineeringDocument6 pagesKarpagam College of EngineeringSuresh VpNo ratings yet
- $RKNVNODDocument8 pages$RKNVNODhoangleeicftNo ratings yet
- Semantics Course BookDocument67 pagesSemantics Course BookJosipa Blažević50% (2)
- A Project Report ON: Admerit IIT & ME, Patna LC Code:-01780Document74 pagesA Project Report ON: Admerit IIT & ME, Patna LC Code:-01780Santosh FranNo ratings yet
- Imp Ob QuestionsDocument2 pagesImp Ob QuestionsPrabhakar RaoNo ratings yet
- Strut & Tie ModelDocument67 pagesStrut & Tie Modelahmed adel100% (9)
- Updating Cd2 School Heads: TradeanDocument2 pagesUpdating Cd2 School Heads: TradeanCarlos GarciaNo ratings yet
- Oracle FLEXCUBE Introduction User Manual PDFDocument166 pagesOracle FLEXCUBE Introduction User Manual PDFriteshNo ratings yet
- Achieving Executive PresenceDocument7 pagesAchieving Executive PresenceSebastián LealNo ratings yet
- Service Manual: Digital Laser Copier/ Digital Multifunctional SystemDocument132 pagesService Manual: Digital Laser Copier/ Digital Multifunctional SystemViktor FehlerNo ratings yet
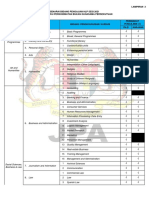
- Bidang Pengajian HLP 2021 - Perkhidmatan Bukan Gunasama PersekutuanDocument4 pagesBidang Pengajian HLP 2021 - Perkhidmatan Bukan Gunasama PersekutuanMasnah Insyirah AnneskiNo ratings yet