You might also like
- Receiver's Signature Date: - DateDocument1 pageReceiver's Signature Date: - DateXion RahmanNo ratings yet
- Starbucks With Corporate Social ResponsibilityDocument41 pagesStarbucks With Corporate Social ResponsibilitySamantha Riani Hodgett100% (1)
- Learn Microsoft Excel at Advanced Level - Spreadsheet FundamentalsDocument47 pagesLearn Microsoft Excel at Advanced Level - Spreadsheet FundamentalsfreannNo ratings yet
- Unit6 7SADocument4 pagesUnit6 7SAXion RahmanNo ratings yet
- Employability SkillsDocument16 pagesEmployability SkillsXion RahmanNo ratings yet
- Starbucks With Corporate Social ResponsibilityDocument41 pagesStarbucks With Corporate Social ResponsibilitySamantha Riani Hodgett100% (1)
- HRM of ASDADocument19 pagesHRM of ASDAXion Rahman100% (3)
- How To Fill-Up Return FormDocument1 pageHow To Fill-Up Return FormXion RahmanNo ratings yet
- British Airways Report and Accounts For The Period Ending 31 December 2012Document88 pagesBritish Airways Report and Accounts For The Period Ending 31 December 2012A0938746599273927No ratings yet
- Basic AccountingDocument13 pagesBasic AccountingSghaireenNo ratings yet
- Anglia Ruskin University: BA (Hons) in MarketingDocument8 pagesAnglia Ruskin University: BA (Hons) in MarketingXion RahmanNo ratings yet
- Detention PolicyDocument8 pagesDetention PolicyXion RahmanNo ratings yet
- Usb Virus RemoveDocument1 pageUsb Virus RemoveXion RahmanNo ratings yet
- Human Resource Management in International Organizations: Sonja TrevenDocument13 pagesHuman Resource Management in International Organizations: Sonja TrevenxisiaNo ratings yet
- Router SettingsDocument1 pageRouter SettingsXion RahmanNo ratings yet
- Social Media and Its Effects As A Marketing Communication ToolDocument42 pagesSocial Media and Its Effects As A Marketing Communication ToolXion RahmanNo ratings yet
- Marketing Case Studies CataloguesDocument67 pagesMarketing Case Studies Cataloguespanashe1275% (4)
- Next Is What !Document40 pagesNext Is What !Xion RahmanNo ratings yet
- Maintaining Gut Health The Natural WayDocument4 pagesMaintaining Gut Health The Natural WayXion RahmanNo ratings yet
- Social Marketing in BangladeshDocument6 pagesSocial Marketing in BangladeshShuvashish DeyNo ratings yet
- Monitoring Peace ConsolidationDocument80 pagesMonitoring Peace ConsolidationXion RahmanNo ratings yet
- Why Benchmark Your OrganizationDocument9 pagesWhy Benchmark Your OrganizationTarun DahiyaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- A Project Report On "A Comparative Study Between Hero Honda Splendor+ and Its Competitors To Increase The Market Share in MUDHOL RegionDocument70 pagesA Project Report On "A Comparative Study Between Hero Honda Splendor+ and Its Competitors To Increase The Market Share in MUDHOL RegionBabasab Patil (Karrisatte)No ratings yet
- What Is An EcosystemDocument42 pagesWhat Is An Ecosystemjoniel05No ratings yet
- 24 Inch MonitorDocument10 pages24 Inch MonitorMihir SaveNo ratings yet
- FMO ESG Toolkit (AutoRecovered)Document149 pagesFMO ESG Toolkit (AutoRecovered)me.abhishekpNo ratings yet
- Manuscript PDFDocument50 pagesManuscript PDFMartina Mae Benig GinoNo ratings yet
- Caddy Arc 251i Service ManualDocument52 pagesCaddy Arc 251i Service Manualrikycien100% (8)
- T Rex PumpDocument4 pagesT Rex PumpWong DaNo ratings yet
- Abacus 1 PDFDocument13 pagesAbacus 1 PDFAli ChababNo ratings yet
- Game ApiDocument16 pagesGame ApiIsidora Núñez PavezNo ratings yet
- Retail Visibility Project of AircelDocument89 pagesRetail Visibility Project of Aircelabhishekkraj100% (1)
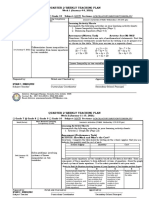
- Teaching Plan - Math 8 Week 1-8 PDFDocument8 pagesTeaching Plan - Math 8 Week 1-8 PDFRYAN C. ENRIQUEZNo ratings yet
- British Birds 10 LondDocument376 pagesBritish Birds 10 Londcassy98No ratings yet
- Chanakya: For The Indian Television Series Based On His Life, SeeDocument11 pagesChanakya: For The Indian Television Series Based On His Life, SeeTrinadh CrazyguyNo ratings yet
- Wits Appraisalnof Jaw Disharmony by JOHNSONDocument20 pagesWits Appraisalnof Jaw Disharmony by JOHNSONDrKamran MominNo ratings yet
- MFD16I003 FinalDocument16 pagesMFD16I003 FinalAditya KumarNo ratings yet
- Robbie Hemingway - Text God VIP EbookDocument56 pagesRobbie Hemingway - Text God VIP EbookKylee0% (1)
- Gothic ArchitectureDocument6 pagesGothic ArchitectureleeNo ratings yet
- Previous Year Questions Tnusrb S. I - 2010: Part - A': General KnowledgeDocument21 pagesPrevious Year Questions Tnusrb S. I - 2010: Part - A': General Knowledgemohamed AzathNo ratings yet
- Bai Tap Av 12 Thi Diem Unit TwoDocument7 pagesBai Tap Av 12 Thi Diem Unit TwonguyenngocquynhchiNo ratings yet
- Elerick Ron Cynthia 1983 SouthAfricaDocument4 pagesElerick Ron Cynthia 1983 SouthAfricathe missions networkNo ratings yet
- Microbial Diseases of The Different Organ System and Epidem.Document36 pagesMicrobial Diseases of The Different Organ System and Epidem.Ysabelle GutierrezNo ratings yet
- PDF Synopsis PDFDocument9 pagesPDF Synopsis PDFAllan D GrtNo ratings yet
- Unit: 1: Newton's Laws of Motion & Principle of Transmissibility of ForceDocument5 pagesUnit: 1: Newton's Laws of Motion & Principle of Transmissibility of ForceKunal SinghNo ratings yet
- Human Capital PlanningDocument27 pagesHuman Capital Planningalokshri25No ratings yet
- Quarter 4 Week 1 EnglishDocument62 pagesQuarter 4 Week 1 EnglishJanine Jordan Canlas-BacaniNo ratings yet
- Acronyms and AbbreviationsDocument875 pagesAcronyms and AbbreviationsLacky KrishnanNo ratings yet
- Overview of Incorporation in CambodiaDocument3 pagesOverview of Incorporation in CambodiaDavid MNo ratings yet
- Rule 7bDocument38 pagesRule 7bKurt ReoterasNo ratings yet
- D15 Hybrid P1 QPDocument6 pagesD15 Hybrid P1 QPShaameswary AnnadoraiNo ratings yet
- 30 de Thi Hoc Ky 2 Mon Tieng Anh Lop 9 Co Dap An 2023Document64 pages30 de Thi Hoc Ky 2 Mon Tieng Anh Lop 9 Co Dap An 2023Trần MaiNo ratings yet