You might also like
- FVM Convectiondiffusion PDFDocument20 pagesFVM Convectiondiffusion PDFjonthemes100% (1)
- ProblemSet3 PDFDocument11 pagesProblemSet3 PDFjonthemesNo ratings yet
- Exam AERO4306 2005december PDFDocument4 pagesExam AERO4306 2005december PDFjonthemesNo ratings yet
- AERO 4306 - Aerospace Vehicle Performance Mechanical and Aerospace Engineering Carleton University Assignment 3 - SolutionsDocument19 pagesAERO 4306 - Aerospace Vehicle Performance Mechanical and Aerospace Engineering Carleton University Assignment 3 - SolutionsjonthemesNo ratings yet
- 6.1.3. Interference Drag (C)Document29 pages6.1.3. Interference Drag (C)jonthemesNo ratings yet
- Problems 4012 PDFDocument8 pagesProblems 4012 PDFjonthemesNo ratings yet
- Problems-2 4012 PDFDocument5 pagesProblems-2 4012 PDFjonthemes100% (1)
- Pres2 Atmosphere PDFDocument26 pagesPres2 Atmosphere PDFjonthemesNo ratings yet
- PA-Solutions 4012 PDFDocument31 pagesPA-Solutions 4012 PDFjonthemesNo ratings yet
- 4102 NDT Notes PDFDocument14 pages4102 NDT Notes PDFjonthemesNo ratings yet
- 4102 - Chap 12 - Fracture Control PDFDocument45 pages4102 - Chap 12 - Fracture Control PDFjonthemes100% (1)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 14 Fine Tuned Assembly LineDocument4 pages14 Fine Tuned Assembly LineSadhish KannanNo ratings yet
- Load Calculation JowharDocument6 pagesLoad Calculation JowharKhalid Abdirashid AbubakarNo ratings yet
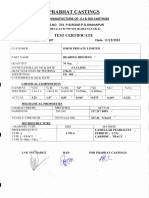
- Omfb MTC 11.12.23Document2 pagesOmfb MTC 11.12.23obviousplatinum2No ratings yet
- Seepage CSM8 User ManualDocument24 pagesSeepage CSM8 User ManualimamgantengsekaliNo ratings yet
- Alien Legacy-Manual PDFDocument93 pagesAlien Legacy-Manual PDFMark BallingerNo ratings yet
- Lesson 3 - Equipment and FacilitiesDocument15 pagesLesson 3 - Equipment and FacilitiesRishiel Dimple BalonesNo ratings yet
- Basic NetworkingDocument21 pagesBasic NetworkingMina Ilagan RazonNo ratings yet
- Tuning SU CarbsDocument49 pagesTuning SU CarbsVictor PetrosckiNo ratings yet
- PT Tekniko Indonesia Inspection and Test Plan Procedure Field Density Test With Sandcone TestDocument1 pagePT Tekniko Indonesia Inspection and Test Plan Procedure Field Density Test With Sandcone TestRangga GautamaNo ratings yet
- MW tt2600 3000 Fuzzy Cel GB PDFDocument10 pagesMW tt2600 3000 Fuzzy Cel GB PDFVentsislav TsatsarovNo ratings yet
- Technical FeasibilityDocument5 pagesTechnical FeasibilityMelody ArgenteraNo ratings yet
- ENTEC Catálogo GeneralDocument26 pagesENTEC Catálogo GeneralPEDRO RISCONo ratings yet
- Project On RaymondDocument36 pagesProject On Raymonddinesh beharaNo ratings yet
- SHEET #1 Title Sheet Site Safety Logistic Plan ForDocument5 pagesSHEET #1 Title Sheet Site Safety Logistic Plan ForRadha BuildtechNo ratings yet
- Affidavit of Undertaking - TransferDocument2 pagesAffidavit of Undertaking - TransferGracelyn Enriquez Bellingan100% (2)
- Mahila Pay and ParkDocument113 pagesMahila Pay and ParkSaurabh PednekarNo ratings yet
- Lab Manual - DEDocument41 pagesLab Manual - DEAnkur Giri100% (2)
- COMPRESOR KAESER Ask - T - SeriesDocument136 pagesCOMPRESOR KAESER Ask - T - SeriesTALLER NUEVEDEJULIO SATNo ratings yet
- Building Applied Natural Language GenerationDocument32 pagesBuilding Applied Natural Language Generationrat86No ratings yet
- Pipe Welding ProceduresDocument257 pagesPipe Welding ProceduresKhaeril Anwar100% (1)
- D85A-21 Parts PDFDocument599 pagesD85A-21 Parts PDFBudi setyantoNo ratings yet
- Non-Segregated Phase Bus Duct BR en 6 2012Document8 pagesNon-Segregated Phase Bus Duct BR en 6 2012Aziddin GadingNo ratings yet
- Certification - Speech Testing - Assistant PartnersDocument2 pagesCertification - Speech Testing - Assistant PartnersRodrigo Freire BragaNo ratings yet
- Co Linear Antenna DesignDocument2 pagesCo Linear Antenna DesignAhmed JafarNo ratings yet
- DPM Engineering WorksDocument34 pagesDPM Engineering WorksAkash SinghNo ratings yet
- Impact Sprinkler Troubleshooting GuideDocument11 pagesImpact Sprinkler Troubleshooting GuidemuthuvelaaNo ratings yet
- Hoses & AppliancesDocument92 pagesHoses & Appliancestheguy 21100% (1)
- Understanding The 808Document3 pagesUnderstanding The 808Israel LuRuvalNo ratings yet
- KX Tde600 FeatureDocument460 pagesKX Tde600 Featureabg121No ratings yet
- Design Report For Proposed 3storied ResidentialbuildingDocument35 pagesDesign Report For Proposed 3storied ResidentialbuildingMohamed RinosNo ratings yet