You might also like
- Examen (5) ESPECIALIDAD SEGURIDAD EN EL TRABAJODocument9 pagesExamen (5) ESPECIALIDAD SEGURIDAD EN EL TRABAJOcarolina silva manrique67% (3)
- Iacc - Fisica - Tarea5Document5 pagesIacc - Fisica - Tarea5yovanni erazoNo ratings yet
- 6D140-3 JAPAN (Esp) GSBD022200Document259 pages6D140-3 JAPAN (Esp) GSBD022200Sebastian Andre Ibañez Morales100% (5)
- Mantenimiento PreventivoDocument20 pagesMantenimiento PreventivoVicente Alarcon100% (1)
- Estado Del ArteDocument5 pagesEstado Del ArteJeison CardenasNo ratings yet
- Preinforme Laboratorio PorpiedadesDocument7 pagesPreinforme Laboratorio PorpiedadesJeison CardenasNo ratings yet
- SLIMEDocument2 pagesSLIMEJeison CardenasNo ratings yet
- Error Catastrófico de Un Tanque de Almacenamiento de Acero Al Carbono Debido A La Corrosión InternaDocument10 pagesError Catastrófico de Un Tanque de Almacenamiento de Acero Al Carbono Debido A La Corrosión InternaJeison CardenasNo ratings yet
- WILLIAM SEALY GOSSET Y LA DISTRIBUCIÓN TDocument3 pagesWILLIAM SEALY GOSSET Y LA DISTRIBUCIÓN TJeison CardenasNo ratings yet
- El Mar y La SerpienteDocument3 pagesEl Mar y La SerpienteJeison Cardenas100% (1)
- Modelo de Informe IEEEDocument3 pagesModelo de Informe IEEEAndres Fabian GambaNo ratings yet
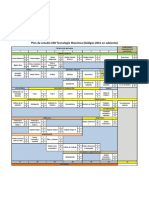
- Plan Estudios 238 Tecnologia MecanicaDocument1 pagePlan Estudios 238 Tecnologia MecanicaJeison CardenasNo ratings yet
- WEG - W22 - Catalogo-EspanolDocument76 pagesWEG - W22 - Catalogo-EspanolAnonymous CMS3dL1T100% (1)
- Lámparas EléctricasDocument34 pagesLámparas EléctricasJeison CardenasNo ratings yet
- La Guia MetAs 10 02 Factor de PotenciaDocument7 pagesLa Guia MetAs 10 02 Factor de PotenciaGerardo PonceNo ratings yet
- Formato de Evaluacion y Seguimiento Competencias Organizar Las Actividades de ProduccionDocument4 pagesFormato de Evaluacion y Seguimiento Competencias Organizar Las Actividades de ProduccionJavierAndresCardenasNo ratings yet
- Cambio Del Filtro de AireDocument1 pageCambio Del Filtro de AireJeison CardenasNo ratings yet
- Formato Cda Revision 6Document1 pageFormato Cda Revision 6Jeison Cardenas100% (1)
- Sensores y ReleDocument17 pagesSensores y ReleJeison CardenasNo ratings yet
- Estructura ElectrónicaDocument11 pagesEstructura ElectrónicaJeison CardenasNo ratings yet
- Catalogo de Electrodos ESAB COMARCODocument12 pagesCatalogo de Electrodos ESAB COMARCOmark1908No ratings yet
- Informe de SoldadurasDocument3 pagesInforme de SoldadurasAdalid Luna100% (1)
- CebadoDocument16 pagesCebadoelectronico007No ratings yet
- Costos de SoldaduraDocument6 pagesCostos de SoldaduraRumbas Valles del TuyNo ratings yet
- Tarea 16 Haro Hugo Soldadura.Document8 pagesTarea 16 Haro Hugo Soldadura.Chelo HvhNo ratings yet
- Disminucion y Tratamiento Frente A La Corrosion Intergranular Producidos en Soldadura Del Acero Aisi 304Document10 pagesDisminucion y Tratamiento Frente A La Corrosion Intergranular Producidos en Soldadura Del Acero Aisi 304Gabriel SalazarNo ratings yet
- Cevik 2011Document24 pagesCevik 2011HERRAPRONo ratings yet
- Patología de La Edificación - Estructuras Metálicas - Acero - Problemática - Wikilibros PDFDocument10 pagesPatología de La Edificación - Estructuras Metálicas - Acero - Problemática - Wikilibros PDFPatri GoNo ratings yet
- Detalles ConstructivosDocument1 pageDetalles ConstructivosfreddybunayNo ratings yet
- Normas Chilenas Oficiales de Prevención de Riesgos PDFDocument12 pagesNormas Chilenas Oficiales de Prevención de Riesgos PDFJuan Carlos Cabezon ArayaNo ratings yet
- Iper RefrigeracionDocument6 pagesIper RefrigeracionDiana Lucero Criollo RumicheNo ratings yet
- Plantilla Instructivo de Trabajo SeguroDocument7 pagesPlantilla Instructivo de Trabajo SeguroMilton Eduardo Lara RubioNo ratings yet
- Simbologia en SoldaduraDocument20 pagesSimbologia en SoldadurasucayumeNo ratings yet
- Robot SoldadorDocument5 pagesRobot SoldadorYeral PobleteNo ratings yet
- Especial Herramientas PDFDocument32 pagesEspecial Herramientas PDFDario Solano AngelNo ratings yet
- WpsDocument8 pagesWpsPaul QuimbiambaNo ratings yet
- Vibracion. Evaluacion y Correctivo en Motocompresor de GasDocument11 pagesVibracion. Evaluacion y Correctivo en Motocompresor de GasLuis MaureraNo ratings yet
- Procedimientos Trabajos en Caliente o Llama Abierta.Document14 pagesProcedimientos Trabajos en Caliente o Llama Abierta.thavvataNo ratings yet
- Informe Soldadura Smaw - Aceros InoxidablesDocument29 pagesInforme Soldadura Smaw - Aceros InoxidablesIsrael ErazoNo ratings yet
- APV Valves SWT4 ESDocument42 pagesAPV Valves SWT4 ESAndrés Guillermo García AyalaNo ratings yet
- Ficha Técnica SoldadorDocument2 pagesFicha Técnica SoldadorfelipeNo ratings yet
- FORMATO BITACORA QUINCENAL ETAPA PRODUCTIVA N 3Document1 pageFORMATO BITACORA QUINCENAL ETAPA PRODUCTIVA N 3GERSON GUARIN100% (1)
- L 75 Manual Traduccion Simple Al EspañolDocument68 pagesL 75 Manual Traduccion Simple Al EspañolChez LaRa100% (4)
- Msds 021 Inox 29 9 Ed 06Document6 pagesMsds 021 Inox 29 9 Ed 06James100% (1)
- Prontuario AE General Completo2Document105 pagesProntuario AE General Completo2Ernesto CanoNo ratings yet
- 3 Matriz Iperc Linea Base Verken Sac SoldadorDocument15 pages3 Matriz Iperc Linea Base Verken Sac SoldadorJuancalos catacoraNo ratings yet
- 2 MetalmecanicaDocument8 pages2 MetalmecanicaAlex Camacho100% (2)