You might also like
- Tecnicas de OxicorteDocument8 pagesTecnicas de OxicorteJuan Eduardo PFNo ratings yet
- OXICORTEDocument10 pagesOXICORTEjose julianNo ratings yet
- Exposicion de CorteDocument41 pagesExposicion de CorteWalter RuedaNo ratings yet
- OxicorteDocument12 pagesOxicortebarbadoblancoNo ratings yet
- Fundamentos Del Corte OfcDocument6 pagesFundamentos Del Corte Ofcjeferda2004No ratings yet
- El Corte Por OxicorteDocument3 pagesEl Corte Por OxicorteJonathan ColmenaresNo ratings yet
- Principio Del OxicorteDocument6 pagesPrincipio Del OxicorteFaBi Llanquipacha Rojas0% (1)
- Oxicorte. FrediDocument17 pagesOxicorte. Fredifredi dennis robles de la cruzNo ratings yet
- Corte Por PlasmaDocument3 pagesCorte Por PlasmaDnis AmesquitaNo ratings yet
- Corte Por Plasma PDFDocument20 pagesCorte Por Plasma PDFGeraldNo ratings yet
- OxicorteDocument19 pagesOxicortefriguz100% (1)
- Soldadura Aplicando La Técnica de OxicorteDocument14 pagesSoldadura Aplicando La Técnica de Oxicorteegarmc159No ratings yet
- Practica 5Document7 pagesPractica 5Gaby Montemayor100% (1)
- Practica 5Document7 pagesPractica 5Danna PaolaNo ratings yet
- Grupo Nro3 OxiDocument10 pagesGrupo Nro3 OxiJose QJNo ratings yet
- Corte Por Plasma PDFDocument20 pagesCorte Por Plasma PDFalexNo ratings yet
- Soldadura de MantenimientoDocument83 pagesSoldadura de Mantenimientoerick XDNo ratings yet
- Informe de SoldaduraDocument11 pagesInforme de SoldaduraWilson CalcinaNo ratings yet
- Proceso de Corte Por PlasmaDocument21 pagesProceso de Corte Por PlasmaEdwinCordovaPazNo ratings yet
- PRACTICADocument9 pagesPRACTICAmayatovarhotmail.comNo ratings yet
- Práctica N-10Document5 pagesPráctica N-10Wilson CalcinaNo ratings yet
- OXICORTEDocument16 pagesOXICORTEEdwin Giovanny Herrera BucheliNo ratings yet
- Proceso de OxicorteDocument8 pagesProceso de OxicorteJuan GalarzaNo ratings yet
- Corte TermicoDocument75 pagesCorte TermicoDarwin Rivera Estrada100% (1)
- Procesos de CorteDocument29 pagesProcesos de Cortelucdavea100% (1)
- Calderería oDocument19 pagesCalderería oKarla Mogrovejo Calachauin100% (1)
- 4.4 Corte Por PlasmaDocument5 pages4.4 Corte Por PlasmaSamuel RiverollNo ratings yet
- Trabajo Metal Corte TermicoDocument14 pagesTrabajo Metal Corte TermicoJavierNo ratings yet
- Metodos de Corte Metales FINALDocument11 pagesMetodos de Corte Metales FINALNahuel MorandNo ratings yet
- Anacleto 3Document16 pagesAnacleto 3Conde SuarezNo ratings yet
- Tecnicas de CorteDocument21 pagesTecnicas de CortePaco HidalgoNo ratings yet
- Corte Por PlasmaDocument16 pagesCorte Por PlasmaJuan Carlos Bravo JimenezNo ratings yet
- OxicorteDocument11 pagesOxicortelonguillaNo ratings yet
- PRACTICA MergedDocument10 pagesPRACTICA Mergedmayatovarhotmail.comNo ratings yet
- 1° Evaluación Parcial Amr 1622itmDocument6 pages1° Evaluación Parcial Amr 1622itmArturo MartínezNo ratings yet
- Cuestionario de Refuerzo - Lema LuisDocument56 pagesCuestionario de Refuerzo - Lema LuisDavid Lema100% (1)
- Defectos de Oxicorte 2Document12 pagesDefectos de Oxicorte 2Jose Aciano HernandezNo ratings yet
- Soldadura OxigasDocument5 pagesSoldadura OxigasCelica Peña EspinozaNo ratings yet
- Tarea 8,9 y 10-Practica 8,9 y 10 - 1959175Document10 pagesTarea 8,9 y 10-Practica 8,9 y 10 - 1959175Alfredo SalazarNo ratings yet
- Corte Por PlasmaDocument7 pagesCorte Por PlasmaalefleavNo ratings yet
- OxicorteDocument7 pagesOxicorteBrando Vilca TiconaNo ratings yet
- Mod.3 Procesos de Soldadura y de CorteDocument9 pagesMod.3 Procesos de Soldadura y de CorteIvan AlanizNo ratings yet
- Infografia OxicorteDocument4 pagesInfografia OxicorteAnibal Carrasquel0% (1)
- Oxicorte o PlasmaDocument13 pagesOxicorte o PlasmaCarlosAndresNo ratings yet
- Mecanizado Por OxicorteDocument11 pagesMecanizado Por OxicorteJoseNo ratings yet
- Proceso de Corte Por OxicorteDocument37 pagesProceso de Corte Por OxicorteKlaus Karner98% (40)
- Soldadura AutógenaDocument8 pagesSoldadura AutógenaDavid Rivera Luján100% (2)
- Corta y Suelada Trabajo 2Document17 pagesCorta y Suelada Trabajo 2Andy HernándezNo ratings yet
- Corte Con Gas Combustible y OxigenoDocument4 pagesCorte Con Gas Combustible y OxigenoFaBi Llanquipacha RojasNo ratings yet
- El OxicorteDocument13 pagesEl OxicorteLupita BarbosaNo ratings yet
- Corte OxiacetilenicoDocument7 pagesCorte OxiacetilenicoChristopher GómezNo ratings yet
- Resumen OxicorteDocument10 pagesResumen OxicorteIsaías AguilarNo ratings yet
- Técnicas y Aplicaciones Del OxicorteDocument5 pagesTécnicas y Aplicaciones Del OxicorteYuri Guzmán camposNo ratings yet
- Corte Con OxigasDocument3 pagesCorte Con OxigasCarlos CardenasNo ratings yet
- Exposición de Corte Por PlasmaDocument16 pagesExposición de Corte Por PlasmaDavidBecerraNo ratings yet
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoFrom EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoRating: 5 out of 5 stars5/5 (1)
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSAFrom EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSANo ratings yet
- Soldadura en el montaje de tuberías. FMEC0108From EverandSoldadura en el montaje de tuberías. FMEC0108Rating: 3.5 out of 5 stars3.5/5 (3)
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosFrom EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosNo ratings yet
- 2 MemoriaDocument55 pages2 MemoriaJoel Leandro Ibarra CoriaNo ratings yet
- MSV 630Document4 pagesMSV 630ricajav777No ratings yet
- Direcciones of VobowebDocument2 pagesDirecciones of VobowebJoel Leandro Ibarra CoriaNo ratings yet
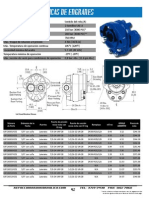
- 02 01 Bombas EATON EngranesDocument1 page02 01 Bombas EATON EngranesJoel Leandro Ibarra CoriaNo ratings yet
- 274 Semirremolque Ficha TecnicaDocument2 pages274 Semirremolque Ficha TecnicaJoel Leandro Ibarra CoriaNo ratings yet
- Arranque y Control de Velocidad de Los Motores de InduccionDocument8 pagesArranque y Control de Velocidad de Los Motores de InduccionMartínez MartinezNo ratings yet
- Lab - Fisica Moderna - CorregidoDocument6 pagesLab - Fisica Moderna - CorregidoLuis Eduardo Romero MorenoNo ratings yet
- Pruebas HidraulicasDocument17 pagesPruebas Hidraulicascecilia100% (1)
- PD-OP-101 NormalizacionesDocument7 pagesPD-OP-101 NormalizacionesAndresNo ratings yet
- Metodo de Prueba Mica e Hidrostatica para Bombas CentrifugasDocument17 pagesMetodo de Prueba Mica e Hidrostatica para Bombas CentrifugasB B Nava Murillo100% (1)
- Venturi EffectDocument4 pagesVenturi Effectcunyao752No ratings yet
- Ciencias Unidad 4Document6 pagesCiencias Unidad 4Anonymous vhzAnj74rJNo ratings yet
- PRACTICA1 - Caudal y Velocidad Media (Micromolinete) HIDRAULICADocument21 pagesPRACTICA1 - Caudal y Velocidad Media (Micromolinete) HIDRAULICAMichel AndradeNo ratings yet
- RodriguezGonzalez Gabriela M12S3AI6Document2 pagesRodriguezGonzalez Gabriela M12S3AI6PC2 M&G50% (2)
- 04 Manual Carrozado TRAKKER Euro6Document218 pages04 Manual Carrozado TRAKKER Euro6Ricardo Aguirre100% (2)
- Ejercicios de Calor y Temperatura para Quinto Grado de SecundariaDocument6 pagesEjercicios de Calor y Temperatura para Quinto Grado de SecundariaPaola4528No ratings yet
- HOJA DE VIDA Act 2019Document3 pagesHOJA DE VIDA Act 2019Cristhian SalazarNo ratings yet
- Tema 4 - NTP 111.022Document48 pagesTema 4 - NTP 111.022Wilmer Francisco Idrogo CruzadoNo ratings yet
- 3199 Resueltos MASDocument7 pages3199 Resueltos MASBraulio CvNo ratings yet
- PAC 2020 ElseDocument10 pagesPAC 2020 ElseEloy R. HanccoNo ratings yet
- Llantas Radiales PDFDocument74 pagesLlantas Radiales PDFSERGIO OCHOANo ratings yet
- Re-10-Lab-125 Refinacion Del Petroleo PDFDocument20 pagesRe-10-Lab-125 Refinacion Del Petroleo PDFLopez CarlosNo ratings yet
- Brochure Transformadores CDMDocument38 pagesBrochure Transformadores CDMCarlos Andres De La Hoz GarciaNo ratings yet
- Monografia de Ondas Electro MagneticasDocument35 pagesMonografia de Ondas Electro MagneticasAnabelJulianaVarhenVilela0% (1)
- Hidrodinamica Optaciano 2010Document95 pagesHidrodinamica Optaciano 2010Luis Angel Jeremias MelendrezNo ratings yet
- VOLTECHDocument4 pagesVOLTECHManolo Nelson Chacpi alfaroNo ratings yet
- Proceso de Fabricacion de Harina de Trigo JorgeDocument3 pagesProceso de Fabricacion de Harina de Trigo JorgeMariana Abel AnayaNo ratings yet
- P3 - Chancadores Secundarios y TerciariosDocument28 pagesP3 - Chancadores Secundarios y TerciariosMetalurgia ProcesosNo ratings yet
- Geología No. 3 - VENTAQUEMADA (38 Pag - 1.08 MB)Document38 pagesGeología No. 3 - VENTAQUEMADA (38 Pag - 1.08 MB)claigNo ratings yet
- Actividad 3 - InvestigaciónDocument5 pagesActividad 3 - InvestigaciónmariaNo ratings yet
- 06 Nov 2017 Ipega Concytec PDFDocument29 pages06 Nov 2017 Ipega Concytec PDFMiguel SaavedraNo ratings yet
- Practica 1 FisicaDocument7 pagesPractica 1 FisicaDiego IvanNo ratings yet
- Laboratorio de Mediciones ElectricasDocument3 pagesLaboratorio de Mediciones ElectricasRoberto Flores PerezNo ratings yet
- Clase UltrasonidoDocument97 pagesClase UltrasonidoNamjonie A.K.A KoyaNo ratings yet
- Alimentacion Mundial (2050) Fao 2009Document4 pagesAlimentacion Mundial (2050) Fao 2009Steven GoodNo ratings yet