Professional Documents
Culture Documents
Artigo 3enppp
Uploaded by
CZengenhariaOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Artigo 3enppp
Uploaded by
CZengenhariaCopyright:
Available Formats
Aspectos tcnicos referente a sistemtica de controle e produo da
laje alveolar de concreto pr-fabricado
Technical aspects concerning systematic control and production of hollow core slab of
precast concrete
Camilo Mizumoto (1); Marcelo Cuadrado Marin (2); Mauro Csar Silva (3)
(1) Coordenador de Controle Tecnolgico da Leonardi Construo Industrializada Ltda
e-mail: camilo.mizumoto@leonardi.com.br
(2) Gerente de Engenharia da Leonardi Construo Industrializada Ltda
e-mail: marcelo@leonardi.com.br
(3) Gerente de Produo da Leonardi Construo Industrializada Ltda
e-mail: mauro.silva@leonardi.com.br
Leonardi Construo Industrializada Ltda
Rodovia Dom Pedro I, Km 82,3, Bairro Usina, Atibaia-SP
Resumo
O emprego do sistema construtivo em concreto pr-fabricado apresenta diferenciais competitivos
importantes associados ao tempo de execuo e qualidade do produto. A laje alveolar de concreto
pr-fabricado merece destaque neste sistema, dentre as vantagens, pela capacidade de atingir
vos grandes sem necessidade de escoramento, apresentar peso prprio baixo e alta capacidade
de produo em srie. A produo das lajes alveolares na indstria de pr-fabricados exige
cuidados referentes ao processo de produo, desde o cuidado com a estocagem da matriaprima, o controle do trao de concreto empregado at o ajuste do equipamento de produo.
Adicionalmente, so fundamentais estudos referentes aos parmetros de controle tecnolgico do
concreto, bem como emprego de ensaios nos elementos para avaliao da capacidade resistente
e determinao de parmetros fsicos. Neste contexto, o presente trabalho aborda os principais
aspectos associados produo e caracterizao das lajes alveolares em concreto pr-fabricado.
Palavras-Chave: laje alveolar protendida, extrusora, produo, controle tecnolgico.
Abstract
The use of the building system in precast concrete offers significant competitive advantages
associated with the runtime and quality of the product. The precast concrete hollow core slab
deserves to be highlighted, among the advantages, the ability to achieve large spans without
bracing, low self weight and high capacity for series production. The production hollow core slabs
on precast industry requires care for the production process, since the control of the concrete mix
used to adjust the production equipment. Additionally, studies are key parameters relating to
technological control of concrete, as well as employment tests to evaluate the evidence of the
strength and determination of physical parameters.In this context, this paper discusses the key
aspects associated with the production and characterization of hollow core slabs in precast
concrete.
Key-words: Prestressed hollow core slab, extruder, production, technological control
3o. Encontro Nacional de Pesquisa-Projeto-Produo em Concreto pr-moldado.
1 Introduo
A laje alveolar protendida constituda de painis de concreto que possuem seo
transversal com altura constante e alvolos longitudinais (vazios na estrutura), que so
responsveis pela reduo do peso prprio e da quantidade de concreto empregada no
elemento.
A geometria dos alvolos, bem como o concreto empregado em sua produo est
associada ao tipo de equipamento empregado no processo, a saber: extrusora ou
moldadora (slipform- forma deslizante).
Neste contexto apresentam-se nos itens a seguir, os principais aspectos
associados laje alveolar protendida.
1.1 Histrico da laje alveolar
Segundo Assap (2002), o desenvolvimento da laje alveolar surgiu em 1930, com os
alemes Wilhelm Schaefer e Kuen. A laje alveolar consistia de uma camada alveolar de
concreto composto com pedra-pomes entre duas camadas de concreto armado
convencional.
Entre os anos de 1940 e 1950, um dos mais importantes produtores da Alemanha
Ocidental, Buderussche Eisenwerk, introduziu o uso da protenso no processo de
produo de lajes alveolares na fbrica de Burgsolms (ASSAP, 2002).
Em 1955, Max Gessner de Lochham projetou uma fbrica com as mesmas
configuraes atuais, empregando uma mquina moldadora (slipform - forma deslizante)
no processo de produo em pistas nicas de moldagem, sendo em 1957 vendida a
patente do processo a outras empresas e, em 1961 iniciada a expanso gradual de lajes
alveolares produzidas por moldadoras em toda Europa e no mundo.
Em 1960, a companhia Spiroll no Canad, desenvolveu uma mquina com roscas
giratrias capaz de produzir lajes alveolares, denominada extrusora. Este equipamento
permitia o emprego de concreto com baixa relao gua/cimento, sistema de vibrocompactao e a obteno de alvolos com geometria circular.
No Brasil, o uso de lajes alveolares tem se intensificado em virtude da maior
industrializao da construo, alm das vantagens caractersticas deste elemento
construtivo.
1.2 Sistemtica de controle e produo da laje alveolar
O processo de produo de lajes alveolares protendidas na indstria pr-fabricada,
envolve o controle do concreto empregado no processo, o conhecimento de todo o
funcionamento, regulagem e manuteno do equipamento utilizado na moldagem da laje
alveolar na pista de produo e o treinamento do operador do equipamento.
Tais aspectos tornam-se imprescindveis para a qualidade no processo de
produo das lajes alveolares.
Uma vez que ocorram no conformidades no processo de produo das peas que
possam gerar patologias associadas a recuo de cordoalhas de protenso ou alterao
das caractersticas fsicas do elemento produzido, torna-se necessria uma avaliao do
produto por meio de provas de carga. A prova de carga se apresenta como um
instrumento de avaliao do comportamento estrutural do elemento.
Outro aspecto importante o controle tecnolgico do concreto empregado na
produo das lajes. Atualmente, verifica-se a necessidade de uma metodologia para
preparo de corpos-de-prova no concreto de consistncia seca empregado na mquina
extrusora, uma vez que este processo no indicado na norma NBR 14861 (ABNT,
2011).
Neste contexto, o presente trabalho visa abordar os principais aspectos associados
3o. Encontro Nacional de Pesquisa-Projeto-Produo em Concreto pr-moldado.
ao processo de produo de lajes alveolares e prope metodologias de prova de carga e
moldagem de corpos-de-prova para controle tecnolgico do concreto.
2 PROCESSO DE PRODUO
A produo de lajes alveolares protendidas envolve ateno em relao s diferentes
etapas associadas ao processo. Os equipamentos usualmente empregados no processo
de produo so as mquinas extrusoras (sistema de vibro-compactao) e moldadoras
(frma deslizante).
Neste item sero particularmente abordados os cuidados associados produo de
lajes alveolares com a mquina extrusora.
O processo de produo de lajes alveolares envolve sete etapas principais, as quais
so apresentadas abaixo:
1.
2.
3.
4.
5.
6.
7.
Ajuste do equipamento de produo
Preparao da pista de produo
Preparo do concreto e produo da laje
Marcao das peas e realizao de recortes (se necessrio)
Cura do concreto
Liberao da protenso e corte das lajes
Iamento e estocagem
Nos itens a seguir so descritas as particularidades de cada etapa.
2.1 Ajuste do equipamento de produo
Assim como todo equipamento, a mquina extrusora, requer cuidados e verificaes
antes do inicio de operao. Para tanto, o equipamento deve ser posicionado na rea de
lavagem e manuteno para verificao, pelo mecnico responsvel pela maquina.
Este operador deve identificar quaisquer problemas associados ao desgaste de peas
e garantir o ajuste do equipamento de acordo com as medidas indicadas pelo fabricante.
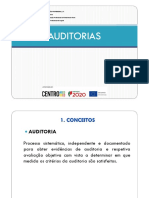
Um dos fatores importantes na etapa de inspeo a garantia do alinhamento e
posicionamento da calha (Figura 1) de cada rosca da extrusora, pois esta pea pode
gerar vibraes na cordoalha protendida e possibilitar o recuo das cordoalhas da laje.
Outra operao refere-se mudana da altura da laje a ser produzida (tipologias:
16cm, 21cm e 26cm), na qual ocorre a troca da unidade de compactao (UC), que
corresponde ao conjunto: roscas, mesa alisadora, mesa vibratria e facas laterais. Esta
operao requer cuidados no ajuste de todo o equipamento, sendo necessrio um tempo
de espera maior para colocao do equipamento no processo de produo.
Nas Figuras 1 e 2 so apresentados os principais pontos de ajuste do equipamento.
Calha
Figura 1: Ajuste e verificao do equipamento e unidade de compactao
3o. Encontro Nacional de Pesquisa-Projeto-Produo em Concreto pr-moldado.
45
6 7 8
HD
12
11
10
9
V1
1
2
V2
G1
HT
G2
G1
G2
V1
V2
Hd
Ht
H
B1
B2
B3
B4
[vista lateral]
S1
4
- Entrada do Alisador
- Sada do Alisador
- Entrada do Vibrador
- Sada do Vibrador
- Altura Dianteira
- Altura Traseira
- Altura da capa inferior
- Entrada das facas
- Sada das facas
- Distncia entre roscas
- Reg. da 1 rosca
S2
B4
B2
S3
B1
P rod .
1
2
3
S4
B3
45
6 7 8
12
11
10
9
B3
[regulagem do contra peso interno
das roscas]
S5
[vista superior do conjunto de roscas]
S1
Figura 2: Dados para calibrao interna da maquina extrusora (Fonte: Manual Weiler)
S2
2.2 Preparao da pista de produo
B4
3
B 2 protenso, Saplicao
Esta etapa refere-se limpeza, operao de
de desmoldante na B 1
pista de produo e colocao da mquina extrusora.
S4
As pistas de produo de laje alveolar possuem uma extenso
na faixa de 120 a 260m,
B 3 laterais e cabeceiras de protenso
B3
sendo composta por frmas metlicas com trilhos
S5
(ativa e passiva).
O preparo da pista de produo realizado com uma mquina varredeira que realiza a
limpeza da pista e auxilia na colocao dos cabos de cordoalha de protenso. Durante o
posicionamento dos cabos na pista, coloca-se individualmente um tubo de PVC de 3/4 e
comprimento de 1,5m em cada cabo, o qual servir de proteo na etapa de aplicao do
desmoldante.
Posteriormente realizada a operao de protenso dos cabos, sendo nesta etapa
imprescindvel o uso do equipamento de protenso calibrado e a rastreabilidade da
cordoalha empregada no processo. O procedimento de protenso descrito
detalhadamente no trabalho de MIZUMOTO, et.al (2012).
A etapa subsequente refere-se aplicao de desmoldante na pista. Nesta etapa,
emprega-se um pulverizador costal e realiza-se a fixao de um suporte sobre os tubos
de PVC que esto nas cordoalhas (Figura 3), assim realiza-se a aplicao do produto
sobre os tubos, evitando-se o contato do desmoldante sobre as cordoalhas.
Para garantia que o cabo no entre em contato com o desmoldante aplicado na frma
so posicionadas a cada 2metros espaadores de madeira (Figura 3).
Figura 3: Tubos de PVC e espaadores de madeira empregados para evitar a contato do desmoldante
nas cordoalhas de protenso.
P rod .
3o. Encontro Nacional de Pesquisa-Projeto-Produo em Concreto pr-moldado.
PETRUCELLI (2009) cita a importncia dos cuidados com o desmoldante, uma vez que
sua funo evitar a aderncia do concreto na pista, possibilitar um acabamento na face
inferior das lajes. A autora ainda cita que a escolha do desmoldante, evita o
manchamento das peas e no agride o material que compe a pista, reduzindo perodos
de manuteno da mesma.
A etapa final do processo a colocao da maquina extrusora na pista. Nesta fase,
colocado o guia fio na parte traseira do equipamento e verificado se os cabos de
protenso esto encostando nas calhas do equipamento.
(A)
(B)
Figura 4: Detalhe do guia fio. (A) Posio na parte traseira da mquina, (B) Detalhe do sistema
de roldanas.
O guia fio possibilita a garantia do posicionamento correto das cordoalhas na pista, seu
desalinhamento pode deslocar a cabo prximo calha do equipamento ocasionando
vibrao do mesmo, perda de aderncia no concreto e recuo do cabo aps o corte das
peas.
Adicionalmente, o travamento ou desgastes das roldanas do guia fio, podem gerar
travamento da cordoalha ou quebra de fios de protenso durante a movimentao da
maquina extrusora na pista.
2.3 Preparo do concreto e produo da laje
A produo de lajes com mquina extrusora exige o emprego de concreto que seja
capaz de suportar um processo de vibro-compactao e ter uma estabilidade na
moldagem da pea. Este tipo especfico de concreto caracterizado por apresentar uma
consistncia seca.
Para tanto, o trao empregado na produo de lajes alveolares caracteriza-se por
apresentar uma relao gua/cimento (a/c) em torno de 0,30 a 0,40, atingindo valores de
resistncia compresso entre 50 a 75MPa e resistncia a trao de 4 a 7MPa
(Petrucelli, 2009).
Na composio do trao, tambm so empregados aditivos incorporadores de ar,
plastificantes e superplastificantes (policarboxilatos). O teor de aditivo usualmente
empregado de 0,3% sob o consumo de cimento, podendo atingir at 0,5% de acordo
com a especificao do fabricante.
Para a determinao da consistncia ideal do concreto imprescindvel que a mquina
extrusora apresente os parmetros de operao definidos, assim, determina-se a
quantidade de gua a ser empregada no trao, pelo acabamento e estabilidade do
concreto obtido na laje durante a produo.
Outro fator importante a capacitao do operador do equipamento, o qual deve
realizar ajustes necessrios para correo da altura do elemento produzido, alm de
3o. Encontro Nacional de Pesquisa-Projeto-Produo em Concreto pr-moldado.
promover interferncias na regulagem do equipamento quando verificadas quaisquer
variaes no concreto fornecido para o equipamento.
A Figura 5 apresenta-se os principais fatores necessrios para obteno da qualidade
na produo da laje alveolar.
Figura 5: Principais fatores de interferncia durante a produo da laje pela maquina extrusora.
A uniformidade do trao imprescindvel para a qualidade final da laje alveolar. O
controle da gua de consistncia do trao impacta diretamente na geometria dos alvolos
e na aderncia das cordoalhas no concreto, conforme apresentado na Figura 6.
gua do
trao
Pouca gua
Ideal
Muita gua
Patologia:
Perda de aderncia da cordoalha
no concreto e ocorrncia de
recuo das cordoalhas
Geometria regular
Deformao dos alvolos e aumento
do peso prprio da laje.
Anlise
visual
Figura 6: Efeito da gua de consistncia do concreto na laje alveolar.
Em termos de processo, a produo do concreto realizada diretamente na usina da
fbrica, sendo o fornecimento realizado por meio de caambas que so levadas at a
mquina extrusora por meio de carrinhos transportadores ou por ponte rolante. Este
processo de produo exige poucos funcionrios na operao, sendo possvel atingir uma
produo de 500 m/dia de acordo com a extenso e quantidade de pistas de produo
(Petrucelli, 2009).
2.4 Marcao das peas, realizao de recortes e cura do concreto.
As marcaes das lajes so realizadas durante a produo da pista com o concreto
fresco, sendo empregada uma trena, um esquadro metlico e um prego para delimitao
do comprimento da pea e marcao do nome da laje produzida.
3o. Encontro Nacional de Pesquisa-Projeto-Produo em Concreto pr-moldado.
Nos projetos de lajes alveolares, so previstos em diversos casos, recortes em regies
de pilares e preenchimento dos alvolos para reforo estrutural contra cisalhamento.
Nestas situaes, os recortes so realizados diretamente na pista com o concreto no
estado fresco, com a utilizao de uma ferramenta conhecida como cava manual. Este
procedimento tambm realizado quando h necessidade do preenchimento de alvolos,
sendo o concreto do prprio corte utilizado como limitador da regio a ser concretada.
Ateno especial deve ser emprega na limpeza da regio que sofrera preenchimento,
para que haja garantia de aderncia entre o concreto de preenchimento e da laje alveolar.
Eventualmente, tem-se como alternativa o emprego do concreto auto-adensvel no
preenchimento dos alvolos (Figura 7).
Figura 7: Detalhe de corte, tamponamento e concretagem do alvolo na pista de produo.
A cura das pistas de lajes alveolares pode ser realizada com emprego da cura trmica,
cura trmica a vapor e cura normal (apenas com emprego de lona). O emprego da cura
trmica e a vapor acelera as reaes de hidratao do cimento, acelerando o ganho de
resistncia inicial e antecipando o procedimento de alivio de protenso da pista,
permitindo a reduo do tempo de produo deste sistema. Neste processo
fundamental o controle de temperatura para garantia dos critrios normativos da
NBR 9062 (ABNT, 2006).
Assim como a cura normal, a cura trmica e a vapor tambm requer o emprego de lona
para confinamento do concreto e a reduo do efeito de retrao. Em termos de
processo, o posicionamento da lona na pista realizado com auxilio de um carrinho
desenrolador de lona (Figura 8).
Figura 8: Carrinho desenrolador de lona para emprego na pista de produo. Fonte: Weiller (2013)
2.5 Liberao da protenso e corte das lajes
A etapa de liberao da protenso est associada a resistncia do concreto, sendo
possvel sua determinao pela ruptura de corpos-de-prova. A resistncia requerida
3o. Encontro Nacional de Pesquisa-Projeto-Produo em Concreto pr-moldado.
para a liberao das pistas indicada por norma de no mnimo 21MPa, contudo
algumas empresas adotam a resistncia compresso superior a 28MPa.
Neste processo a cabeceira de protenso passiva aliviada por meio do
deslocamento da mesma com pistes hidrulicos.
Na sequncia realizado o corte das peas ao longo da pista. O corte transversal
das peas mais rpido, sendo necessrio o emprego de um contra-peso de 5ton
sobre as lajes em virtude das contra-flechas das mesmas que podem travar o disco de
corte, ao passo que os longitudinais so mais demorados, em virtude da necessidade
de deslocamento da maquina na pista e a extenso do corte. Na Figura 9, apresenta-se
o equipamento empregado para o corte das peas na pista.
Figura 9: Mquina de corte da laje e detalhe do corte.
2.6 Iamento e estocagem
Operao de retirada das peas da pista de produo realizada por meio do sistema
de garras (pinas de elevao) acoplado ao balancim e presos a alas da ponte rolante
(Figura 10a). No estoque a movimentao das peas realizada com emprego de
guindaste e cabos de ao posicionados na extremidade da pea a uma distncia inferior a
2 vezes a altura da laje (Figura 10b).
(a)
(b)
Figura 10: Movimentao das peas de laje alveolar. (a) Saque na pista de produo com sistema de
balancim e garras presos na ponte rolante (b) movimentao com cabos de ao por meio de guindaste.
Na estocagem e movimentao das lajes alveolares, recomenda-se o
condicionamento das peas na horizontal sobre calos nicos de madeira posicionados
nas extremidades a uma distncia inferior altura da laje. Alm disso, em um mesmo
empilhamento, os calos devem estar alinhados, evitando-se tambm a colocao de
peas com comprimentos diferentes.
3o. Encontro Nacional de Pesquisa-Projeto-Produo em Concreto pr-moldado.
Para as tipologias usuais do mercado sugere-se a relao altura da pea x vo x
quantidade de peas empilhadas, indicada na Figura 11.
Figura 11: Condies de armazenamento e estocagem de lajes
3 CRITRIO DE INSPEO VISUAL E REPAROS
Dentre as diversas formas de controle de aceitao dos elementos de laje alveolar,
destaca-se a inspeo visual do elemento. Na inspeo visual possvel constatar
importantes no conformidades ocorridas no processo de produo, transporte e
montagem das lajes alveolares. As no conformidades podem variar desde m
compactao at a existncia de fissuras de diferentes naturezas.
A FIB (Federation Internacional du Beton) apresenta, no Bulletin 41: Treatment of
imperfections in precast structural elements, uma relao de no conformidades
associadas a fissuras contemplando causa, formas de preveno, efeito e possibilidades
de reparo. Na Tabela 1 esto descritas algumas causas e efeitos para diferentes tipos de
fissuras. Na Figura 12, esto ilustradas diferentes disposies de fissuras em lajes
alveolares.
1
2
Figura 12: Disposio de diferentes tipos de fissuras em lajes alveolares
3o. Encontro Nacional de Pesquisa-Projeto-Produo em Concreto pr-moldado.
10
Tabela 1: Principais causas e efeitos para diferentes tipos de fissuras em lajes
Posio Fissura
1
Direo
transversal
Possveis causas
Possveis Efeitos
Dimensionamento imprprio: Excesso de tenses de trao Diminuio de
na fibra superior devido a protenso;
resistncia fora
Produo imprpria: Cura com temperatura excessiva;
cortante;
Retrao do concreto; resistncia do concreto baixa para Diminuio de rigidez e
protenso; Excesso de gua no concreto.
resistncia a momento
Armazenamento imprprio: Excesso de balano no estoque
negativo;
Transporte imprprio: Iamento com balano excessivo
Direo
longitudinal
Produo imprpria: Excesso de gua no concreto; Cura Diminuio na
imprpria pelo tempo e aplicao de calor; Retrao do
capacidade de distribuir
concreto.
carregamentos
concentrados em lajes
sem capa
Na alma
Dimensionamento imprprio: Excesso de protenso para Diminuio de
regio da alma;
resistncia fora
Produo imprpria: Compactao do concreto imprpria;
cortante.
Resistncia do concreto baixa para protenso; Composio
imprpria do concreto; Baixa quantidade de desmoldante
na pista de protenso.
Junto
cordoalha
Dimensionamento imprprio: Espessura da alma Diminuio de
insuficiente para protenso ou dimetro da cordoalha;
resistncia fora
Tenso de fendilhamento excessiva ao redor da cordoalha.
cortante.
Reparos possveis: Para algumas das fissuras apresentadas, o preenchimento de
alvolo com concreto e armadura possibilita a diminuio ou at mesmo a eliminao dos
efeitos descritos. Ateno especial deve ser empregada para fissuras passantes na
direo transversal, estas fissuras podem impossibilitar o transporte e montagem da laje
alveolar.
4 CONTROLE TECNOLGICO DO CONCRETO
Segundo a NBR 14861 (ABNT, 2011), o controle tecnolgico e a verificao da
resistncia mecnica do concreto empregado na produo de lajes alveolares devem ser
realizados conforme as normas NBR 5738 (ABNT, 2003) e NBR 5739 (ABNT, 2007).
Contudo para o concreto empregado no processo de produo das lajes por
extruso, o abatimento da mistura nulo, no sendo especificada na NBR 5738 (ABNT,
2003) uma metodologia de adensamento do concreto para preparo dos corpos-de-prova.
Neste contexto prope-se uma metodologia de preparo dos corpos-de-prova para o
controle tecnolgico do concreto, com base em estudos de compatibilidade de moldagem
e extrao de testemunhos de concreto.
A metodologia proposta baseia-se no emprego dos seguintes materiais:
Peso padro cilndrico de dimenso 98mm x 200mm, com massa de 7,0kg.
Frmas metlicas cilndricas de dimenso 10x20cm.
Mesa vibratria em ao de capacidade de 3.600 v.p.m
Cronmetro
Bolacha metlica cilndrica de dimenso 50mm x 400mm, com massa de 7,0kg.
A moldagem dos corpos-de-prova deve ser realizada de acordo com o procedimento
indicado:
1. Coletar amostra da caamba de concreto produzido.
2. Realizar a homogeneizao do concreto no carrinho de mo.
3. Preencher a 1 camada de concreto na frma.
3o. Encontro Nacional de Pesquisa-Projeto-Produo em Concreto pr-moldado.
11
4. Ligar a mesa vibratria e colocar o peso padro.
5. Manter o sistema em vibrao por 120 segundos.
6. Desligar a mesa vibratria.
7. Preencher a 2 camada de concreto na frma, deixando um excesso.
8. Ligar a mesa vibratria e colocar o peso padro.
9. Manter o sistema em vibrao por 120 segundos.
10. Desligar a mesa vibratria e colocar uma quantidade de concreto para realizar o
acabamento superficial.
11. Ligar a mesa vibratria e empregar o a bolacha metlica para realizao do
acabamento da face superior.
O aparecimento de argamassa na emenda lateral do corpo-de-prova indica um bom
adensamento do concreto (Figura 13C).
Em virtude do tempo de moldagem e a temperatura do ambiente, faz-se necessrio
duas coletas de amostragem do concreto para garantia de bom adensamento do mesmo
nas frmas. Para tanto, tem-se o seguinte procedimento:
1 coleta do concreto: aps 50% da pista produzida e moldagem de 4 corpos-deprova, referentes as idades de 7dias e 28 dias.
2 coleta do concreto: nas ltimas caambas de concreto, sendo moldados
3 corpos-de-prova, referentes a idade de 16h para liberao da protenso da pista.
Na Figura 13 seguem apresentados os passos referentes ao processo.
(A)
(B)
(C)
(D)
Figura 13: Moldagem de corpos-de-prova. (A) Peso padro de 7kg, (B) Moldagem
dos corpos-de-prova (CPs), (C) Ponto ideal na moldagem, presena de pasta na
lateral da frma do CP, (D) Acabamento da parte superior do corpo-de-prova.
3o. Encontro Nacional de Pesquisa-Projeto-Produo em Concreto pr-moldado.
12
Para avaliao da compatibilidade desta metodologia empregada, foi realizada a
extrao de testemunhos de concreto da prpria laje alveolar para avaliao de
desempenho de resistncia e comparados com uma serie de moldagens realizadas
durante o perodo de produo. Os resultados so indicados na Tabela 2 e Figuras 14 e
15.
Tabela 2: Resultados de resistncia compresso dos testemunhos extrados
Resistncia a compresso (MPa)
Idade
Resistncia a
compresso (MPa)
Individual
Mdia
33,0
1dia
28,6
30,8
7dias
53,3 58,5
55,9
28dias
58,5
69,9
64,2
125dias
64,8
65,5
65,2
70,0
60,0
50,0
40,0
30,0
20,0
10,0
0,0
14
21
28
Idade (dias)
Resistncia a compresso (MPa)
Figura 14: Resultado de resistncia a compresso dos testemunhos extrados da laje alveolar
65
60
55
50
45
40
35
30
25
20
15
0
14
21
28
Idade (dias)
Figura 15: Resultado de resistncia a compresso obtida numa srie de moldagem mensal.
Dentro da metodologia proposta, torna-se imprescindvel o treinamento da equipe
envolvida quanto ao procedimento de moldagem, e, em virtude deste procedimento no
ser estabelecido pela ABNT, faz-se necessria a validao desta com a verificao dos
resultados de resistncia obtidos nos corpos-de-prova com a extrao de testemunhos de
concreto.
3o. Encontro Nacional de Pesquisa-Projeto-Produo em Concreto pr-moldado.
13
5 ENSAIOS DE AVALIAO E CONTROLE EM LAJES ALVEOLARES
5.1 Prova de carga
Durante a produo das lajes alveolares podem ocorrer no conformidades que so
verificadas durante sua confeco ou aps o corte das peas na pista de produo,
gerando a necessidade de avaliao do elemento produzido em termos de desempenho
estrutural. A prova de carga pode ser feita para avaliao do elemento no Estado limite
ltimo (ELU) ou no Estado limite de servio (ELS). A avaliao do elemento para efeito de
anlise do ELU leva a ruptura do elemento, j para anlise do ELS o ensaio no
destrutivo. No ensaio no destrutivo deve ser avaliado o carregamento aplicado de forma
a preservar o comportamento elstico do elemento. Desta forma, o carregamento aplicado
no dever atingir o momento de fissurao do elemento, eliminando a possibilidade de
flechas residuais aps o alvio do carregamento.
Neste contexto, o presente trabalho prope um procedimento para prova de carga em
lajes alveolares, o qual envolve a realizao de um carregamento uniformemente
distribudo sobre o elemento por meio da utilizao de containers com gua. A
metodologia para este ensaio segue apresentada abaixo:
1- Posicionamento da laje: colocao de vigas de madeira de dimenso
0,25x0,25x3,00m nas extremidades das lajes, posicionadas a uma distncia H/2 (H:
altura da laje), a fim de simular a condio de montagem em obra.
2- Distribuio de containers: colocao de paletes de madeira sobre a laje, sendo
posteriormente posicionados sobre os mesmos containers de 1.000 litros de
capacidade.
3- Medio de contra-flecha: em virtude do desnivelamento do piso, estica-se um fio
de nylon de uma extremidade a outra da laje, aplicando a fora necessria para
eliminar o efeito catenria do mesmo. O meio do vo da laje deve ser marcado com
pincel atmico, sendo realizada a medio da contra flecha inicial com auxilio de
uma trena. Se possvel, a medio da contra-fecha dever ser feira com
instrumentao mais apropriada, como por exemplo, utilizando relgios
comparadores.
4- Carregamento dos containers com gua: realizar o enchimento dos containers das
extremidades para o centro da laje at atingir o volume referente a carga prevista
para o ensaio. Recomenda-se a aplicao do carregamento em estgios de carga,
para a respectiva verificao de contra-flecha a cada incremento de carga. A
definio do carregamento deve ser feita considerando a capacidade resistente da
laje e o momento de fissurao.
5- Alivio de carga na laje: realizar o esvaziamento dos containers, retornando a
condio inicial do ensaio e proceder a medida da contra-flecha residual;
Para o caso deste ensaio ser realizado para elementos que apresentam escorregamento
de cordoalha, deve-se realizar a inspeo das cordoalhas antes e aps o ensaio para
verificar a ocorrncia do aumento do recuo das mesmas.
Na Figura 16 apresentam-se as fotos do procedimento de prova de carga.
3o. Encontro Nacional de Pesquisa-Projeto-Produo em Concreto pr-moldado.
14
(A)
(B)
(C)
(D)
Figura 16: Prova de carga em laje alveolar. (A) Enchimento dos containers, (B)
Detalhe da graduao nos containers, (C) Etapa de alvio de carga na laje, (D)
Medio da contra-flecha com linha de nylon e trena.
5.2 Determinao do mdulo de elasticidade e rigidez
A avaliao do mdulo de elasticidade pode ser feita de forma convencional, de acordo
com a prescrio da NBR 8522 (ABNT, 2008). Alm da avaliao do mdulo de
elasticidade, para efeito de dimensionamento e previso de deslocamentos (ELS) muito
importante conhecer a rigidez (EI) do elemento ensaiado.
A rigidez do elemento ensaiado pode ser obtida com o auxlio da expresso que
descreve a flecha de um elemento simplesmente apoiado com carregamento
uniformemente distribudo, conforme apresentado na equao 1.
(1)
onde:
f
q
l
E
I
medida da flecha
valor do carregamento uniformemente distribudo
comprimento do elemento entre apoios
mdulo de elasticidade;
momento de inrcia da seo.
3o. Encontro Nacional de Pesquisa-Projeto-Produo em Concreto pr-moldado.
15
A determinao do mdulo de elasticidade do concreto empregado pode ser feita de
forma indireta por meio da realizao da prova de carga. Uma vez conhecida inrcia da
seo transversal, o carregamento uniformemente distribudo, o vo da laje ensaiada e a
flecha aferida, obtm-se o mdulo de elasticidade do concreto. Vale ressaltar que a prova
de carga no deve atingir o momento de fissurao do elemento para determinao do
mdulo de elasticidade de forma indireta.
6 CONSIDERAES FINAIS
O presente trabalho possibilitou uma abordagem dos principais aspectos associados
ao processo de produo de lajes alveolares, indicando cuidados especficos, diagnostico
de no conformidades e aes corretivas em todas as etapas envolvidas de maneira a
possibilitar qualidade na produo destes elementos.
Destacam-se as metodologias propostas para o controle tecnolgico do concreto e a
avaliao dos elementos por provas de carga, possibilitando a determinao dos
parmetros associados aos elementos produzidos para o atendimento das condies
previstas em projeto e possibilitar confiabilidade no emprego destes em obra.
7
REFERNCIAS BIBLIOGRFICAS
ASSOCIAO BRASILEIRA DE NORMAS TCNICAS. NBR 14861: Lajes Alveolares
Pr-moldadas de concreto protendido - Requisitos e procedimentos. Rio de Janeiro, 2011.
_____. NBR 5739. Concreto - Ensaios de compresso de corpos-de-prova cilndricos, Rio
de Janeiro, 2007.
_____. NBR 5738. Concreto - Procedimento para moldagem e cura de corpos-de-prova,
Rio de Janeiro, 2003.
_____. NBR 8522. Concreto Determinao do mdulo esttico de deformao, Rio de
Janeiro, 2008.
_____. NBR 9062. Projeto e execuo de estruturas de concreto pr-moldado, Rio de
Janeiro, 2006.
ASSOCIATION OF MANUFACTURES OF PRESTRESSED HOLOW CORE FLOORS
ASSAP. The hollow core floor design and applications. Verona, 1 ed., p.6-p.7, 2002.
Disponvel em: http://www.youblisher.com/p/507120-The-Hollow-Core-Floor-Design-andApplications/. Acesso em: 03 de maro de 2013.
FDRATION INTERNACIONALE DU BETON. Treatment of imperfections in precast
structural elements , Bulletin FIB, Lausanne, v.41, 2007.
MIZUMOTO, C., MARIN, M.C., MOREIRA, K.A.W. O controle tecnolgico na indstria
de concreto pr-fabricado. 54 Congresso Brasileiro do Concreto IBRACON, 2012.
Macei-Al.
TRABOULSI, M. A. Anlise do comportamento de juntas de CCR com alto teor de
finos. 2007. 260p. Dissertao (Mestrado). Programa de Ps-Graduao em Engenharia
Civil. UFRGS, Porto Alegre- RS, 2007.
3o. Encontro Nacional de Pesquisa-Projeto-Produo em Concreto pr-moldado.
16
PETRUCELLI, N.S. Consideraes sobre projeto e produo de lajes alveolares
protendidas. 2009. 106p. Dissertao (Mestrado). Universidade Federal de So Carlos.
UfsCar, So Carlos, 2009.
WEILLER C. HOLZBERGER. Manual Extrusora. Rio Claro, 2013.
You might also like
- Direito Fiscal - Apontamentos de IVADocument8 pagesDireito Fiscal - Apontamentos de IVAMaria Luísa Lobo100% (2)
- CRA BTG PactualDocument1 pageCRA BTG PactualMarco Aurelio Filippo LopesNo ratings yet
- Ata Servidas Instituto Acai Cartorio RevisadoDocument15 pagesAta Servidas Instituto Acai Cartorio RevisadoacsamazonNo ratings yet
- Manual Procedimentos Tratamentos Fitossanitarios QuarentenariosDocument68 pagesManual Procedimentos Tratamentos Fitossanitarios QuarentenariosagrisalmeidaNo ratings yet
- Publireportagem UnitelDocument4 pagesPublireportagem UnitelMorabezaNo ratings yet
- Revista Makro 01 On-LineDocument36 pagesRevista Makro 01 On-LineElisabete Aguiar100% (1)
- 05 - Defesa Do Consumidor - Ambitos de Atuacao - AdministracDocument86 pages05 - Defesa Do Consumidor - Ambitos de Atuacao - AdministracthiagoleiteguerraNo ratings yet
- Plano de RiscoDocument4 pagesPlano de RiscoMateus CesarNo ratings yet
- Estudo de Caso ControladoriaDocument21 pagesEstudo de Caso ControladoriaErike P. CardosoNo ratings yet
- Lâmina LCADocument2 pagesLâmina LCAjoseluis_eng7854No ratings yet
- O Sistemas e Métodos (Fonte: Araujo, Luis César G. de - São Paulo, EdDocument41 pagesO Sistemas e Métodos (Fonte: Araujo, Luis César G. de - São Paulo, Edapi-3841996100% (4)
- Cca 5162Document70 pagesCca 5162AnaCarinaBorgesNo ratings yet
- Contabilidade - Custos - CONTABILIDADE - IFSUL PDFDocument72 pagesContabilidade - Custos - CONTABILIDADE - IFSUL PDFMelanieNo ratings yet
- 7 PDFDocument89 pages7 PDFpedropauloNo ratings yet
- Caprinos e Ovinos de CorteDocument244 pagesCaprinos e Ovinos de CorteSandra MarkivNo ratings yet
- Lucro Presumido V 12Document6 pagesLucro Presumido V 12Miriam de PaulaNo ratings yet
- ATP Empreendedorismo e InovaçãoDocument11 pagesATP Empreendedorismo e InovaçãoNuno StrukoskiNo ratings yet
- P19 - Gestao Na Construcao Civil PDFDocument12 pagesP19 - Gestao Na Construcao Civil PDFDyllanNo ratings yet
- 3186 Desenhistas Projetistas Da MecânicaDocument5 pages3186 Desenhistas Projetistas Da MecânicaEduardo Machado (Brazil)No ratings yet
- O PIB e Seus LimitesDocument13 pagesO PIB e Seus Limitesattacportugal100% (1)
- Sumol Snowtrip 2016 HightDocument16 pagesSumol Snowtrip 2016 HightCarlota Da Costa FernandesNo ratings yet
- 07 - Modelo Relatório A3 - PDCADocument4 pages07 - Modelo Relatório A3 - PDCAUlisses Lessandra JesusNo ratings yet
- Contrato Social de Constituição Da EmpresaDocument3 pagesContrato Social de Constituição Da EmpresaPaola MenezesNo ratings yet
- Exercício Avaliativo - Revisão Da TentativaDocument8 pagesExercício Avaliativo - Revisão Da Tentativanayane100% (2)
- 11.me Pe Me (Pme) Ge - SNC IrcDocument10 pages11.me Pe Me (Pme) Ge - SNC IrcRaul PinheiroNo ratings yet
- Guia de Correccao Do Exame Normal Agpcend2013.1Document2 pagesGuia de Correccao Do Exame Normal Agpcend2013.1Pedro Mendes100% (2)
- Aula 05 Contabilidade ATRFB Ativo Imobilizado e Depreciacao v1 PDFDocument108 pagesAula 05 Contabilidade ATRFB Ativo Imobilizado e Depreciacao v1 PDFHebronLemesNo ratings yet
- A Era Dos Impérios - ResumoDocument7 pagesA Era Dos Impérios - ResumomarcosulichNo ratings yet
- Apresentação SEGVIDA ConsultoriaDocument7 pagesApresentação SEGVIDA ConsultoriaWilson AlbuquerqueNo ratings yet
- Avaliação Da Orientação Profissional em Grupo o Papel Da Infomração No Desenvolvimento Da Maturidade para A Escolha Da Carreira PDFDocument180 pagesAvaliação Da Orientação Profissional em Grupo o Papel Da Infomração No Desenvolvimento Da Maturidade para A Escolha Da Carreira PDFCindy StefaniNo ratings yet