You might also like
- Catalytic Reforming Options and PracticesDocument4 pagesCatalytic Reforming Options and PracticesHector Javier Cruz Campa50% (2)
- 28890ccc PDFDocument9 pages28890ccc PDFmoujahedNo ratings yet
- 2004 Usnco Exam Part IDocument8 pages2004 Usnco Exam Part ImoujahedNo ratings yet
- 2228 5547 3 14 PDFDocument8 pages2228 5547 3 14 PDFmoujahedNo ratings yet
- Am72 782Document6 pagesAm72 782moujahedNo ratings yet
- PC 3 2006 SadighiDocument8 pagesPC 3 2006 SadighimoujahedNo ratings yet
- Crude Distillation UnitsDocument32 pagesCrude Distillation Unitsmoujahed100% (1)
- E GN 100 PDFDocument67 pagesE GN 100 PDFmoujahedNo ratings yet
- IPS G ME 200 Fired HeaterDocument26 pagesIPS G ME 200 Fired Heateralizadeh2222100% (1)
- Steam Boiler Design StandardDocument12 pagesSteam Boiler Design StandardTanes SekekulNo ratings yet
- Boiler and Heat Exchanger EnglishDocument8 pagesBoiler and Heat Exchanger EnglishmoujahedNo ratings yet
- Refinery HeatersDocument65 pagesRefinery Heatersmoujahed100% (1)
- Asme SectionsDocument56 pagesAsme SectionsalperbogaNo ratings yet
- 2011 P&ID and ISA Symbols LectureDocument15 pages2011 P&ID and ISA Symbols LectureSamuel Sneddon-Nelmes100% (1)
- Kern - Process Heat Transfer PDFDocument441 pagesKern - Process Heat Transfer PDFmoujahedNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Chemistry of Hydrocarbon Experiment 16: ObjectiveDocument10 pagesChemistry of Hydrocarbon Experiment 16: ObjectiveWena Sta Maria100% (1)
- Jotamastic 80: Technical Data SheetDocument14 pagesJotamastic 80: Technical Data SheetCv RONATAMA GUSLHANNo ratings yet
- Innovative New Facade Material UsedDocument2 pagesInnovative New Facade Material UsedRafia GulzarNo ratings yet
- Review Paper JLT Distributed Fiber Optic Sensing For The Oil Gas Industry1Document24 pagesReview Paper JLT Distributed Fiber Optic Sensing For The Oil Gas Industry1heqinghai heNo ratings yet
- Core-Level X-Ray Photoemission and Raman Spectroscopy Studies On Electronic Structures in Mott-Hubbard Type Nickelate Oxide NdnioDocument8 pagesCore-Level X-Ray Photoemission and Raman Spectroscopy Studies On Electronic Structures in Mott-Hubbard Type Nickelate Oxide NdnioMehak MughalNo ratings yet
- Criteria For Vacum TestDocument7 pagesCriteria For Vacum TestlightsonsNo ratings yet
- HAZOP Worksheet - Case2Document6 pagesHAZOP Worksheet - Case2jenish parekhNo ratings yet
- Liquid ring vacuum pumps in compact designDocument7 pagesLiquid ring vacuum pumps in compact designDarwin Barra TorresNo ratings yet
- Tutorial 1 - Alcohol PDFDocument5 pagesTutorial 1 - Alcohol PDFNurul Athirah JainiNo ratings yet
- Immuno Histo ChemistryDocument26 pagesImmuno Histo Chemistryማላያላም ማላያላም100% (3)
- TEGO Sulfosuccinate DO 75 - DS - A - 2014 - 03Document2 pagesTEGO Sulfosuccinate DO 75 - DS - A - 2014 - 03Chintan Navin Vora100% (1)
- API 520 Part 1, Edition 2008, Annex C, Sec. C.2.1 PRVDocument5 pagesAPI 520 Part 1, Edition 2008, Annex C, Sec. C.2.1 PRVManton ArksNo ratings yet
- Perpindahan Panas: Tugas 3 (Double PipeDocument4 pagesPerpindahan Panas: Tugas 3 (Double Pipeiim252575% (4)
- GCSE AQA Chemistry 8642 Paper 1Document28 pagesGCSE AQA Chemistry 8642 Paper 1walidabdulrahman96No ratings yet
- A Microstructure-Based Model For Creep of Gamma Prime Strengthened Nickel-Based SuperalloysDocument5 pagesA Microstructure-Based Model For Creep of Gamma Prime Strengthened Nickel-Based Superalloyshassan ghorbaniNo ratings yet
- Ap Chem Lab Formula of A HydrateDocument5 pagesAp Chem Lab Formula of A Hydrateapi-2598549080% (1)
- Fundamentals and Applications of 3D Printing For Novel MaterialsDocument14 pagesFundamentals and Applications of 3D Printing For Novel MaterialsOrranaNo ratings yet
- SC2889 PDFDocument15 pagesSC2889 PDFA MahmoodNo ratings yet
- SDS - Barrier 90 - Comp. A - Marine - Protective - English (Uk) - Australia - 2528 - 30.10.2012Document8 pagesSDS - Barrier 90 - Comp. A - Marine - Protective - English (Uk) - Australia - 2528 - 30.10.2012DonNo ratings yet
- 25-12-19 - Sri Chaitanya SR - Icon All - GTM-2 - Question Paper - No PasswordDocument22 pages25-12-19 - Sri Chaitanya SR - Icon All - GTM-2 - Question Paper - No PasswordZomatoswiggyNo ratings yet
- Extraction and Purification of Nucleic Acid Using CBNP & PCIA TechniqueDocument4 pagesExtraction and Purification of Nucleic Acid Using CBNP & PCIA TechniqueAngelo AstudilloNo ratings yet
- CARNIEL A Comprehensive and Critical Review On Key Elements To Implement Enzymatic PET Depolymerization For Recycling PurposesDocument15 pagesCARNIEL A Comprehensive and Critical Review On Key Elements To Implement Enzymatic PET Depolymerization For Recycling PurposesAnonymous HijNGQtNNo ratings yet
- Decrease volume or increase pressure rightDocument29 pagesDecrease volume or increase pressure righthertianaNo ratings yet
- VinnapasDocument2 pagesVinnapasNguyễn Quốc TiếnNo ratings yet
- EU RoHS Exemption List GuideDocument32 pagesEU RoHS Exemption List GuidecanacNo ratings yet
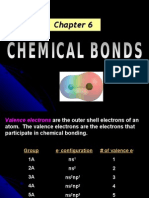
- Chapter 6 - Chemical BondsDocument41 pagesChapter 6 - Chemical BondsDn ZackNo ratings yet
- Huntsmann EU ELECTRONICS-Selector-GuideDocument24 pagesHuntsmann EU ELECTRONICS-Selector-GuideXavierNo ratings yet
- NR 2 Ventilation EffectivenessDocument26 pagesNR 2 Ventilation EffectivenessVanco AdziskiNo ratings yet
- Nanocurcumin Preparation For Reducing Vcam-1 and IL-6 in High Fat Diet-Induced Hyperlipidemic RatsDocument8 pagesNanocurcumin Preparation For Reducing Vcam-1 and IL-6 in High Fat Diet-Induced Hyperlipidemic Ratsnabila shaffaNo ratings yet
- TriPure Isolation Reagent RNA DNA ProteinDocument8 pagesTriPure Isolation Reagent RNA DNA ProteinMiftahuddin MadjidNo ratings yet