You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Ports and Marines FacilitiesDocument36 pagesPorts and Marines Facilities허윤호No ratings yet
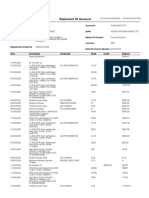
- 'Account StatementDocument11 pages'Account StatementSikander Qazi100% (2)
- Minimum Setbacks For ResidentialDocument2 pagesMinimum Setbacks For ResidentialNonie N50% (2)
- NEVER Kiss Your Best Frined PDF - SumDocument134 pagesNEVER Kiss Your Best Frined PDF - Sumakashdruva89267% (43)
- Spe 76-101 Sep 2012Document6 pagesSpe 76-101 Sep 2012akashdruva892No ratings yet
- Pdo Approved LabDocument5 pagesPdo Approved Labakashdruva892No ratings yet
- Astm A 307-2014 (Latest) PDFDocument6 pagesAstm A 307-2014 (Latest) PDFakashdruva892No ratings yet
- Int-UpperInt Placement Test PDFDocument3 pagesInt-UpperInt Placement Test PDFh1238709mNo ratings yet
- 6.2 Zalamea vs. CA (Case Digest)Document3 pages6.2 Zalamea vs. CA (Case Digest)Raven TailNo ratings yet
- Spe 76-048 Sep 2012Document10 pagesSpe 76-048 Sep 2012akashdruva892No ratings yet
- Astm F 2191 2013 (Latest)Document9 pagesAstm F 2191 2013 (Latest)akashdruva892100% (1)
- Spe 76-201 Sep 2012Document9 pagesSpe 76-201 Sep 2012akashdruva892No ratings yet
- Fault Identification and ReportingDocument2 pagesFault Identification and ReportingNoel BlancaNo ratings yet
- G 2500 VH 1.194-402.0 Sams - PDF Manual Hidro KacherDocument46 pagesG 2500 VH 1.194-402.0 Sams - PDF Manual Hidro KacherClaudia Lizeth Maciel RamirezNo ratings yet
- 001 2013-09 PDFDocument1 page001 2013-09 PDFakashdruva892No ratings yet
- Jim Worsham, W4KXY Technical Coordinator Georgia Section ARRLDocument4 pagesJim Worsham, W4KXY Technical Coordinator Georgia Section ARRLakashdruva892No ratings yet
- ITP Cover SheetDocument1 pageITP Cover Sheetakashdruva892No ratings yet
- RFQ PDFDocument1 pageRFQ PDFakashdruva892No ratings yet
- Spe 76-222 Dec 2012Document10 pagesSpe 76-222 Dec 2012akashdruva892No ratings yet
- Approved Lab - TpiaDocument4 pagesApproved Lab - Tpiaakashdruva892No ratings yet
- Spe 76-202 Sep 2012Document8 pagesSpe 76-202 Sep 2012akashdruva892100% (1)
- BIWS Excel Shortcuts 2007 To 2013 Plus Page 3Document1 pageBIWS Excel Shortcuts 2007 To 2013 Plus Page 3akashdruva892No ratings yet
- BIWS Excel Shortcuts 2007 To 2013 Plus Page 2Document1 pageBIWS Excel Shortcuts 2007 To 2013 Plus Page 2akashdruva892No ratings yet
- A285A285MDocument3 pagesA285A285Makashdruva892No ratings yet
- Report On Special Assignment "Implementation of 8-Bit ALU On SPARTAN-3"Document18 pagesReport On Special Assignment "Implementation of 8-Bit ALU On SPARTAN-3"Dhruv Joshi100% (6)
- Adi GodrejDocument12 pagesAdi GodrejMurtuza17No ratings yet
- Bir Ruling No. 743-18Document5 pagesBir Ruling No. 743-18Jaerelle HernandezNo ratings yet
- Amateur PDFDocument218 pagesAmateur PDFAnonymous ToJLwXNo ratings yet
- Procedure Process For Glass Bottle ChandelierDocument4 pagesProcedure Process For Glass Bottle ChandelierKryzia Jelle CastillanoNo ratings yet
- Lab 3-2 Modifying Default Spanning Tree Behavior: ObjectiveDocument12 pagesLab 3-2 Modifying Default Spanning Tree Behavior: ObjectiveAhmed GamalNo ratings yet
- Defining Social Sciences As The Study of SocietyDocument8 pagesDefining Social Sciences As The Study of SocietyMari Zechnas OsnolaNo ratings yet
- Ackermannand Chen 2013 Developing Academic Collocation List AuthorsmanuscriptDocument31 pagesAckermannand Chen 2013 Developing Academic Collocation List AuthorsmanuscriptaridNo ratings yet
- CREDITOSDocument3 pagesCREDITOSJean RosaNo ratings yet
- Time, Coordinate Systems and Spherical Astronomy: IWAA 2018Document33 pagesTime, Coordinate Systems and Spherical Astronomy: IWAA 2018Jan SkoczNo ratings yet
- Steel Tanks Condition Assessment GuidelineDocument75 pagesSteel Tanks Condition Assessment GuidelineCloradoJuniorNo ratings yet
- PV Elite Training-MAWP Reduction PV EliteDocument8 pagesPV Elite Training-MAWP Reduction PV EliterakicbgNo ratings yet
- IqacpptDocument588 pagesIqacpptSudeepSMenasinakai100% (1)
- Personal PronounsDocument17 pagesPersonal Pronounspostventa equinorteNo ratings yet
- Hyosung Specialty PET (COTNA)Document4 pagesHyosung Specialty PET (COTNA)장지용No ratings yet
- Please Read The Assessment Instructions Carefully. Work in Your Designated Groups Please Submit On TimeDocument5 pagesPlease Read The Assessment Instructions Carefully. Work in Your Designated Groups Please Submit On TimeVirginia JohnNo ratings yet
- Pilot Navigation: Key Revision Press F5 To StartDocument215 pagesPilot Navigation: Key Revision Press F5 To StartAiden NealNo ratings yet
- Improving Spectral Efficiency Using Generalized Frequency Division Multiplexing With Flexible Index ModulationDocument24 pagesImproving Spectral Efficiency Using Generalized Frequency Division Multiplexing With Flexible Index ModulationmerlineNo ratings yet
- GRP WRKDocument5 pagesGRP WRKrheaNo ratings yet
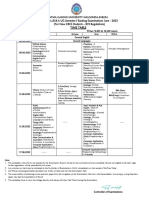
- UG Semesters I, II, & III Backlog Time-Table June-2023Document6 pagesUG Semesters I, II, & III Backlog Time-Table June-2023naganathNo ratings yet
- DevopsbootcampcloerDocument115 pagesDevopsbootcampcloersongacoNo ratings yet
- USB-DLA Instruction BookDocument32 pagesUSB-DLA Instruction BookAdal VeraNo ratings yet
- Embedded Systems Lecture 3Document96 pagesEmbedded Systems Lecture 3ኦፍ ላይንNo ratings yet