You might also like
- Resumen TesisDocument7 pagesResumen TesisJosefa Aros EspinozaNo ratings yet
- Guía AlgebraDocument4 pagesGuía AlgebraJosefa Aros EspinozaNo ratings yet
- 7 AlmacenesDocument46 pages7 Almacenesmdespinosa9077100% (4)
- Diferenciación y Posicionamiento PDFDocument19 pagesDiferenciación y Posicionamiento PDFJosefa Aros EspinozaNo ratings yet
- Conceptos de Marketing 2Document16 pagesConceptos de Marketing 2Josefa Aros EspinozaNo ratings yet
- Seguridad LaboralDocument5 pagesSeguridad LaboralJosefa Aros EspinozaNo ratings yet
- Ejercicios Calculo IIIDocument2 pagesEjercicios Calculo IIIJosefa Aros EspinozaNo ratings yet
- La Empresa Empresarial de Responsabilidad LimitadaDocument2 pagesLa Empresa Empresarial de Responsabilidad LimitadaJosefa Aros EspinozaNo ratings yet
- Prevencion de RiesgosDocument5 pagesPrevencion de RiesgosJosefa Aros EspinozaNo ratings yet
- Prueba 1 IngecoDocument5 pagesPrueba 1 IngecoJosefa Aros EspinozaNo ratings yet
- Ejercicios Prueba 1 - 2014 EsvDocument15 pagesEjercicios Prueba 1 - 2014 EsvJosefa Aros EspinozaNo ratings yet
- Apunte EDODocument194 pagesApunte EDOJoaquín Varas AguileraNo ratings yet
- 15 Ejercicios Cambio FaseDocument12 pages15 Ejercicios Cambio FaseJosefa Aros EspinozaNo ratings yet
- 1.1. Las Organizaciones y Las Relaciones HumanasDocument9 pages1.1. Las Organizaciones y Las Relaciones HumanasJosefa Aros EspinozaNo ratings yet
- Actividad Unidad 1 - EcuacionesDocument8 pagesActividad Unidad 1 - EcuacionesHarold jz iaselliNo ratings yet
- Taller FraccionesDocument17 pagesTaller FraccionesEdil perezNo ratings yet
- Trabajo de CostosDocument14 pagesTrabajo de CostosDavidBy MasterNo ratings yet
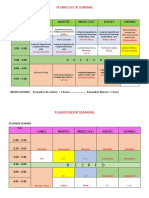
- 5 B. Planificador SemanalDocument2 pages5 B. Planificador SemanalJose Stalin Macalopu SerranoNo ratings yet
- Examen Final Dispositivos Electrónicos 2022ADocument4 pagesExamen Final Dispositivos Electrónicos 2022AAlexander Peceros OrtizNo ratings yet
- Manual MedlabqcDocument16 pagesManual MedlabqcsaulmamaniNo ratings yet
- Situaciones Usando Modelos MatematicosDocument3 pagesSituaciones Usando Modelos MatematicosLuciano SavyNo ratings yet
- Actualización de Tiempos Estandares de TrabajoDocument8 pagesActualización de Tiempos Estandares de TrabajohugoheloNo ratings yet
- cd108 Bixenón Con Luz de Viraje Dinámica PDFDocument40 pagescd108 Bixenón Con Luz de Viraje Dinámica PDFjjossette3467No ratings yet
- Unidad II. Escala Del Mapa y Proyecciones Cartografias.Document10 pagesUnidad II. Escala Del Mapa y Proyecciones Cartografias.Charina TejadaNo ratings yet
- LÓGICA, Retórica y DialecticaDocument2 pagesLÓGICA, Retórica y DialecticaElena Yulliana Carrasco Fuentes100% (2)
- Manual WaveDocument129 pagesManual Waveguillote40No ratings yet
- 05 CuerdasDocument42 pages05 CuerdasYohan RangelNo ratings yet
- Conservación Del Patrimonio - Tema 02 - Causas de Deterioro y Destrucción Del PatrimonioDocument42 pagesConservación Del Patrimonio - Tema 02 - Causas de Deterioro y Destrucción Del PatrimonioDianita Florez Pedraza100% (1)
- 11 Guia de Informe 11Document2 pages11 Guia de Informe 11Alison Andrea Suarez MayaNo ratings yet
- Presentacion UTC Clase Semana 1Document14 pagesPresentacion UTC Clase Semana 1Ignacio FNo ratings yet
- Fisiologia OcularDocument23 pagesFisiologia OcularIsamar Pidiachi100% (1)
- Conversión de TemperaturaDocument2 pagesConversión de TemperaturaLady VasquezNo ratings yet
- Horarios HechosDocument3 pagesHorarios HechosAlex pumaNo ratings yet
- Guia IsomeriaDocument1 pageGuia IsomeriaGabriela AlvarezNo ratings yet
- Ensayo A Compresión Paralela A La MaderaDocument10 pagesEnsayo A Compresión Paralela A La MaderaDario VasquezNo ratings yet
- MeM 021 ABS ESP ASRDocument10 pagesMeM 021 ABS ESP ASROscar SerranoNo ratings yet
- Texto 3Document20 pagesTexto 3EdDy BrahanNo ratings yet
- Repaso Cepre SabadoDocument3 pagesRepaso Cepre SabadoEdson Luis Egusquiza CordovaNo ratings yet
- Vegetacion Tema 3Document14 pagesVegetacion Tema 3ALEJANDRO AMARO MAGAÑANo ratings yet
- Diseño Tarea 5Document11 pagesDiseño Tarea 5Arleen StephanieNo ratings yet
- MICRODocument4 pagesMICROsalva1974No ratings yet
- Examen Final - Semana 8 - INV - SEGUNDO BLOQUE-TELECOMUNICACIONES - (GRUPO1)Document14 pagesExamen Final - Semana 8 - INV - SEGUNDO BLOQUE-TELECOMUNICACIONES - (GRUPO1)carlosNo ratings yet
- Problema 2Document2 pagesProblema 2WALTER ANTONIO GUILLERMO DEL RIONo ratings yet
- Andrea Mora-Elementos Básicos Del Diseño - TallerDocument11 pagesAndrea Mora-Elementos Básicos Del Diseño - TallerAndrea MoraNo ratings yet