You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Interface Management On Megaprojects: A Case StudyDocument6 pagesInterface Management On Megaprojects: A Case StudyYao SanianNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- AISI 1045 Mechanical PropertiesDocument1 pageAISI 1045 Mechanical PropertiesDaniela Almeida0% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Proposal For Verification of In-Situ Concrete StrengthDocument36 pagesProposal For Verification of In-Situ Concrete StrengthYF NNo ratings yet
- Deformed Reinforcing Bars Prices Per Length - PHILCON PRICES PDFDocument1 pageDeformed Reinforcing Bars Prices Per Length - PHILCON PRICES PDFjohn reyesNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Village Sanitation Profile-1Document5 pagesVillage Sanitation Profile-1sureshNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- InfraCo Review 2007Document63 pagesInfraCo Review 2007m_edas4262No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Secado de Papel - Ventilacion de Bolsillos1Document40 pagesSecado de Papel - Ventilacion de Bolsillos1Edgar Cordova HerreraNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Architecture Santo Tomas SyllabusDocument3 pagesArchitecture Santo Tomas SyllabusrichellerojNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Abdel-Rahman1988 2Document7 pagesAbdel-Rahman1988 2majedsalehNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Specification For Sewer Bricks (: Indian StandardDocument5 pagesSpecification For Sewer Bricks (: Indian StandardAnonymous i6zgzUvNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Brown StreetDocument9 pagesBrown StreetLee WrightNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Materials and Processes For Agricultural and Biosystems EngineeringDocument10 pagesMaterials and Processes For Agricultural and Biosystems EngineeringMelanie D. Aquino BaguioNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Concrete Curb, EdgingDocument3 pagesConcrete Curb, EdgingphilipyapNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Hot CrackingDocument3 pagesHot CrackingFsNo ratings yet
- HyperXtrude MetalDocument2 pagesHyperXtrude MetalRanjit Kumar TANo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 3-Typical Upgrade Trash RackDocument1 page3-Typical Upgrade Trash RackRodelio Aboda Jr.No ratings yet
- Dams and Reservoirs: Prof. Dr. Ali El-Naqa Hashemite University June 2013Document141 pagesDams and Reservoirs: Prof. Dr. Ali El-Naqa Hashemite University June 2013mimahmoudNo ratings yet
- Stub - Acme - Thread - Data - Sheets Rev ADocument4 pagesStub - Acme - Thread - Data - Sheets Rev Aakaalj qhseNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Case Study - ChecklistDocument4 pagesCase Study - Checklistsafiulla syedNo ratings yet
- PO1541 - Ojas Infra GSF - MV Cable Marking and Drum Label v1.0Document6 pagesPO1541 - Ojas Infra GSF - MV Cable Marking and Drum Label v1.0Sanjay GadhaveNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Thermal InsulationDocument14 pagesThermal Insulationannayya.chandrashekar Civil EngineerNo ratings yet
- Muhammad Awais: ContactDocument1 pageMuhammad Awais: ContactMian AwaisNo ratings yet
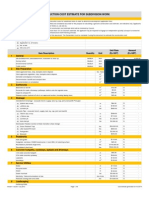
- Construction Cost Estimator For Subdivision WorkDocument6 pagesConstruction Cost Estimator For Subdivision WorkRonaldRayLachica100% (8)
- Site and Temporary WorksDocument11 pagesSite and Temporary Worksbaluku samuelNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Job Advert - ServicemanDocument2 pagesJob Advert - ServicemanJoseph buluguNo ratings yet
- k2c2 Central Design Final PDFDocument18 pagesk2c2 Central Design Final PDFZhang XinyiNo ratings yet
- Space in Urban Design, Urban AestheticsDocument16 pagesSpace in Urban Design, Urban AestheticsFritz Dela Vega100% (1)
- Sikadur 31 CF Normal Pds enDocument4 pagesSikadur 31 CF Normal Pds enyacovaNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Beton DrucrciDocument7 pagesBeton DrucrciCedrick TchoundaNo ratings yet
- AP - SPEC - Metro - ViaductDocument103 pagesAP - SPEC - Metro - Viaductvishal18mNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)