You might also like
- Manual CARGADOR FRONTAL KOMATSU WA470Document24 pagesManual CARGADOR FRONTAL KOMATSU WA470jupabuvi90% (10)
- Controles Operacion Componentes Cargador l2350 Letourneau PDFDocument32 pagesControles Operacion Componentes Cargador l2350 Letourneau PDFsamyfr454100% (4)
- Manual Usuario PK42002SHDocument324 pagesManual Usuario PK42002SHVeronica RodriguezNo ratings yet
- Manual Takeuchi Tb175Document202 pagesManual Takeuchi Tb175pedroNo ratings yet
- 1205 Manual de Operacion y Mantenimiento DCR20 EspañolDocument241 pages1205 Manual de Operacion y Mantenimiento DCR20 EspañolBenedicto Bolados33% (3)
- Documentos Grua 80100 y Documentos de Los Operadores. - Compressed PDFDocument70 pagesDocumentos Grua 80100 y Documentos de Los Operadores. - Compressed PDFCristian Rodriquez100% (1)
- Manual Instrucciones Ammann 100 Asc Espanol PDFDocument138 pagesManual Instrucciones Ammann 100 Asc Espanol PDFEl Aleman50% (2)
- RT 780Document22 pagesRT 780Juan Moreno MunguìaNo ratings yet
- Manual Manlift Ha41rtj ProDocument138 pagesManual Manlift Ha41rtj ProRatuno RUNo ratings yet
- Descripcion EP-tronic T1 Con Clavija de Bayoneta PDFDocument7 pagesDescripcion EP-tronic T1 Con Clavija de Bayoneta PDFJORELLANABADILLANo ratings yet
- Terex RT 555 grúa hidráulica de 50 toneladas: manual de operación y capacidad de cargaDocument34 pagesTerex RT 555 grúa hidráulica de 50 toneladas: manual de operación y capacidad de cargaWari Daniel Triveños Atencia100% (1)
- Manual de Operacion Telehandler G6-42P PDFDocument44 pagesManual de Operacion Telehandler G6-42P PDFsaul paullo hinostrozaNo ratings yet
- Manual Operacion 2630ES EspanolDocument120 pagesManual Operacion 2630ES EspanolRay Cepeda Mena100% (2)
- MC Manual LavadorasDocument28 pagesMC Manual LavadorasDaniel SalazarNo ratings yet
- Balotario de Examen de ReglasDocument24 pagesBalotario de Examen de Reglasdesconocido1000100% (7)
- Manual Excavadora Cx350bDocument6 pagesManual Excavadora Cx350bjupabuvi63% (8)
- PPN 2016 Unidad 02 Selección de Plantas Propulsoras Navales, Tipos de Propulsión Naval PDFDocument96 pagesPPN 2016 Unidad 02 Selección de Plantas Propulsoras Navales, Tipos de Propulsión Naval PDFchelitaa94No ratings yet
- Catalogo John Deere 6eDocument4 pagesCatalogo John Deere 6eJose Miguel Paredes Lajo50% (2)
- Ficha TécnicaDocument20 pagesFicha TécnicaAna Joselyn Tello Muñoz50% (2)
- Procedimiento de Cambio de Aceite y Filtro de Caterpillar 826 RSDocument7 pagesProcedimiento de Cambio de Aceite y Filtro de Caterpillar 826 RSJosé GonzalezNo ratings yet
- MRH800DS Rev 3 Spanish ManualDocument96 pagesMRH800DS Rev 3 Spanish ManualJimmy KidNo ratings yet
- Manual XMT 304 EspañolDocument32 pagesManual XMT 304 EspañolOrlando Delgado Huamali100% (2)
- Manual Del Operario: SMV 10-65 B / SMV 37-52 B GANTRYDocument92 pagesManual Del Operario: SMV 10-65 B / SMV 37-52 B GANTRYYt PremiunNo ratings yet
- Telehandler Manual Del Operario EspañolDocument63 pagesTelehandler Manual Del Operario EspañolMauricio Furque GordilloNo ratings yet
- UNIC ES MINI GRÚAS - v3Document12 pagesUNIC ES MINI GRÚAS - v3MarkCarstensNo ratings yet
- Ficha Tecnica Challeger RG-50Document2 pagesFicha Tecnica Challeger RG-50Gleny Moya OlmedoNo ratings yet
- Plan de Mantenimiento JLGDocument1 pagePlan de Mantenimiento JLGherman_267314539No ratings yet
- ICPneumatic17500 36000lbCapacityDiesel (P17500 P36000) (Spanish)Document12 pagesICPneumatic17500 36000lbCapacityDiesel (P17500 P36000) (Spanish)Luis Miguel Rivera Soplopuco100% (2)
- Manual Del Usuario Telehandler JLG G12-55aDocument154 pagesManual Del Usuario Telehandler JLG G12-55aJose Luis GomezNo ratings yet
- 112657SP PDFDocument184 pages112657SP PDFJessica NoriegaNo ratings yet
- Land Rover Discovery Brochure 1L4621810000BXXEN02P Tcm281 439323Document60 pagesLand Rover Discovery Brochure 1L4621810000BXXEN02P Tcm281 439323German David Galvis RivasNo ratings yet
- Compartimientos Grúa TerexDocument4 pagesCompartimientos Grúa Terexlecuellarq85gmailcom100% (1)
- BarredoraDocument126 pagesBarredoraMatty Vw Quadrado50% (2)
- Ford-Ranger 2019 ES VE dd4f073d76Document470 pagesFord-Ranger 2019 ES VE dd4f073d76Roberto MedinaNo ratings yet
- Manual, Partes, Operacion y de ServicioDocument100 pagesManual, Partes, Operacion y de ServicioCarlos Aguilar100% (1)
- Martillo Hidraulico RetroDocument12 pagesMartillo Hidraulico RetrojulioNo ratings yet
- Cusro de FS1000Document1 pageCusro de FS1000Noe Guerra100% (1)
- S125 OmmDocument33 pagesS125 OmmjimiNo ratings yet
- NSHS1149 01Document14 pagesNSHS1149 01arturolachira176No ratings yet
- Manitou Maquina MultifuncionDocument28 pagesManitou Maquina MultifuncionIngeniero de Caminos0% (1)
- Hitachi ZX210W Manual Del Operario - PDF - Eje - Transmisión (Mecánica)Document150 pagesHitachi ZX210W Manual Del Operario - PDF - Eje - Transmisión (Mecánica)ACREDITADORA CONSORCIOMYTNo ratings yet
- ST307 - 1250AJP Spanish PDFDocument125 pagesST307 - 1250AJP Spanish PDFCristhian Fernandez100% (1)
- Manual Operacion y MantenimientoDocument76 pagesManual Operacion y Mantenimientojuanchis650No ratings yet
- 9852 1387 05 Manual ROC 460PC PDFDocument132 pages9852 1387 05 Manual ROC 460PC PDFAndrés RodríguezNo ratings yet
- OMFLTC 01esLA PDFDocument108 pagesOMFLTC 01esLA PDFpablo.matulic9471No ratings yet
- Ranger 305-SPADocument25 pagesRanger 305-SPAAlberto LobonesNo ratings yet
- Grúa operador manualDocument14 pagesGrúa operador manualLuis Alberto Basilio Verastegui100% (1)
- Catalogo OrfsDocument52 pagesCatalogo OrfsGustavo BelgranoNo ratings yet
- 55M3100CCE en EsDocument35 pages55M3100CCE en Esheriberto vazquez sosaNo ratings yet
- MG414 Service Manual English (1) .En - EsDocument88 pagesMG414 Service Manual English (1) .En - EsCamilo BarreraNo ratings yet
- Grúas sobre oruga Tadano MantisDocument6 pagesGrúas sobre oruga Tadano MantisCarlos Felipe Orjuela RamírezNo ratings yet
- Manual de Manipulador G9-43ADocument164 pagesManual de Manipulador G9-43AEQUIPOS MONT-CO SA DE CV100% (1)
- Luminaria V4 y V5Document82 pagesLuminaria V4 y V5rodrigo5239No ratings yet
- A 800S, 860SJ JLG Operation Spanish PDFDocument150 pagesA 800S, 860SJ JLG Operation Spanish PDFDavid Edwin Aguilar CastilloNo ratings yet
- SistemaControlRemoto40Document20 pagesSistemaControlRemoto40JulioCRXNo ratings yet
- JLG G12 55AOperation 31200812 01-19-15 ANSI SpanishDocument160 pagesJLG G12 55AOperation 31200812 01-19-15 ANSI SpanishUzz Landazuri IzarduiNo ratings yet
- HBC Manual Operator 1Document22 pagesHBC Manual Operator 1Jose RuizNo ratings yet
- Manual Uso Bobcat t36 120slDocument1 pageManual Uso Bobcat t36 120slluis SanNo ratings yet
- MANUAL DE FUNCIONAMIENTO, 860SJ HC3 - JLG - Operation - Spanish (Global)Document174 pagesMANUAL DE FUNCIONAMIENTO, 860SJ HC3 - JLG - Operation - Spanish (Global)Danery DiosesNo ratings yet
- Salfa Renault Kerax PDFDocument5 pagesSalfa Renault Kerax PDFZinik Delaji100% (1)
- Manual de instrucciones del rodillo monocilíndrico Cummins Tier 3 ASC 150Document198 pagesManual de instrucciones del rodillo monocilíndrico Cummins Tier 3 ASC 150Nadiry Julia CelestinoNo ratings yet
- 8JSCE-276 (O&MSpanish)Document122 pages8JSCE-276 (O&MSpanish)Daylis Gonzalez100% (2)
- Manual de Operación TEREX TR45-TR60 OHS882Document128 pagesManual de Operación TEREX TR45-TR60 OHS882fernandojNo ratings yet
- Manitou MRT Privilege Plus (ES)Document32 pagesManitou MRT Privilege Plus (ES)Manitou50% (2)
- Especificaciones Tecnicas de Grua Link BeltDocument28 pagesEspecificaciones Tecnicas de Grua Link BeltCarlos ArciniegaNo ratings yet
- SAE-400, K1278-9, Guía RápidaDocument4 pagesSAE-400, K1278-9, Guía RápidaKarperblogNo ratings yet
- Maquinas Detraccion PDFDocument15 pagesMaquinas Detraccion PDFReynold SuarezNo ratings yet
- Instrucciones CUBEDocument4 pagesInstrucciones CUBEeljonny01No ratings yet
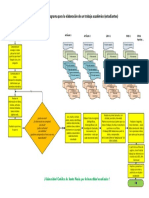
- Flujograma para La Elaboración de Un Trabajo AcadémicoDocument1 pageFlujograma para La Elaboración de Un Trabajo AcadémicojupabuviNo ratings yet
- PROCMANUF Modulo2011Document173 pagesPROCMANUF Modulo2011Constanza Conde SanchezNo ratings yet
- Pilas de Almacenamiento en Forma de AnilloDocument11 pagesPilas de Almacenamiento en Forma de Anillojos luis rodriguez floresNo ratings yet
- Model Mat Del Motor Aui HayDocument6 pagesModel Mat Del Motor Aui HayMeylin Portocarrero EliasNo ratings yet
- Balotario Normas de TransitoDocument29 pagesBalotario Normas de TransitoCesesol Brevetes Peru75% (4)
- Formato Orden de TrabajoDocument1 pageFormato Orden de TrabajojupabuviNo ratings yet
- Tesis-Diseño de Un Sistema de Molienda de Carbón Mineral ParDocument300 pagesTesis-Diseño de Un Sistema de Molienda de Carbón Mineral ParJavier J FryNo ratings yet
- Colectores de Polvos PDFDocument47 pagesColectores de Polvos PDFeduardoguidoNo ratings yet
- Pilas de Almacenamiento en Forma de AnilloDocument11 pagesPilas de Almacenamiento en Forma de Anillojos luis rodriguez floresNo ratings yet
- Potencia Monofasisa de CADocument22 pagesPotencia Monofasisa de CAjupabuviNo ratings yet
- Pilas de Almacenamiento en Forma de AnilloDocument11 pagesPilas de Almacenamiento en Forma de Anillojos luis rodriguez floresNo ratings yet
- Trabajo Flow SheedDocument16 pagesTrabajo Flow SheedjupabuviNo ratings yet
- Trabajo Flow SheedDocument16 pagesTrabajo Flow SheedjupabuviNo ratings yet
- Mantenimiento Basdo enDocument15 pagesMantenimiento Basdo enjupabuviNo ratings yet
- Manual Compresora XAS 186Document3 pagesManual Compresora XAS 186jupabuvi100% (2)
- Manual de Seleccion y Mantto-DRX300-FlexcoDocument28 pagesManual de Seleccion y Mantto-DRX300-FlexcojupabuviNo ratings yet
- Rivet 2010 - Productos EspecialesDocument2 pagesRivet 2010 - Productos EspecialesmecarrascogNo ratings yet
- Transistor BipolarDocument75 pagesTransistor BipolaralextapiaromanNo ratings yet
- Tema 1 PDFDocument46 pagesTema 1 PDFSting Marquez VargasNo ratings yet
- Tablas FluidosDocument16 pagesTablas FluidosJuan Pablo ApazaNo ratings yet
- Tema 2. Circuitos Con DiodosDocument34 pagesTema 2. Circuitos Con DiodosLuis ZapanaNo ratings yet
- Bombas Magnéticas, Una Solución Efectiva para Unos de Los Mayores Costos en Mantenimiento en Bombas CentrifugasDocument9 pagesBombas Magnéticas, Una Solución Efectiva para Unos de Los Mayores Costos en Mantenimiento en Bombas CentrifugasjupabuviNo ratings yet
- SembradoraDocument5 pagesSembradorascribdheinzNo ratings yet
- Transistores de Union Bipolar (BJT)Document44 pagesTransistores de Union Bipolar (BJT)jupabuvi100% (1)
- Sembradora Manual, Portatil para Semilla de ArbolesDocument17 pagesSembradora Manual, Portatil para Semilla de ArbolesjupabuviNo ratings yet
- SembradoraDocument5 pagesSembradorascribdheinzNo ratings yet
- Informe 3 QMC 200Document6 pagesInforme 3 QMC 200Kévïn Hinojosa Alvis50% (2)
- 2.-Realizar El Mantenimiento de La Bomba de AlimentacionDocument2 pages2.-Realizar El Mantenimiento de La Bomba de AlimentacionJainer YerbaNo ratings yet
- Bomba de CombustibleDocument6 pagesBomba de CombustibleDeivid YanezNo ratings yet
- Turbinas de Gas Principio de FuncionamientoDocument9 pagesTurbinas de Gas Principio de Funcionamientoaelita12100% (1)
- 1 El PetróleoDocument33 pages1 El PetróleoErickcarlos LucasninaNo ratings yet
- Sistemas Beisan - Procedimientos - Procedimiento M62TU VanosDocument203 pagesSistemas Beisan - Procedimientos - Procedimiento M62TU VanosYdelkadiasmela DominguezmorelNo ratings yet
- Normas Nacionales e Internacionales de Regulación AmbientalDocument5 pagesNormas Nacionales e Internacionales de Regulación AmbientalVictor Loz VelcNo ratings yet
- 11.paper Terminado-Comportamiento de Actuadores Del Sistema de Inyección Directa Del Audi-Q5 Con Combustible.Document19 pages11.paper Terminado-Comportamiento de Actuadores Del Sistema de Inyección Directa Del Audi-Q5 Con Combustible.Ez Ale'xNo ratings yet
- Tribologia PDFDocument20 pagesTribologia PDFSalomonNo ratings yet
- Cuadro de Mantenimiento CASTRODocument14 pagesCuadro de Mantenimiento CASTROBartolo Suarez OroscoNo ratings yet
- Transmisión Del MovimientoDocument21 pagesTransmisión Del MovimientogriceldaNo ratings yet
- Principios Basicos LubricaciónDocument25 pagesPrincipios Basicos Lubricacióningenierocardona100% (8)
- Componentes clave de turbinasDocument20 pagesComponentes clave de turbinasHumberto ParedesNo ratings yet
- Tecnología Ecoboost - FordDocument12 pagesTecnología Ecoboost - FordHumberto Cortinez B100% (1)
- Mercado AAA Triple A Asphalt opera en el Oeste de AustraliaDocument28 pagesMercado AAA Triple A Asphalt opera en el Oeste de AustraliaGabriel Escarcena Robles0% (1)
- 13.2c - Manual de Operación 1200M-XL - En.esDocument16 pages13.2c - Manual de Operación 1200M-XL - En.esJohn Diego GutierrezNo ratings yet
- Usos de AspenDocument2 pagesUsos de AspensantiagoNo ratings yet
- Valvula de SecuenciaDocument3 pagesValvula de SecuenciaWilliam CruzNo ratings yet
- P.1.1110.00-2014 (Segmentación) PDFDocument35 pagesP.1.1110.00-2014 (Segmentación) PDFchipiloo100% (3)
- Motores de cogeneración a gas: lubricantes para máximo rendimientoDocument12 pagesMotores de cogeneración a gas: lubricantes para máximo rendimientocagerigo7295No ratings yet
- MV Toledo: Car Pura y Truck Carrier de 6,350 cochesDocument4 pagesMV Toledo: Car Pura y Truck Carrier de 6,350 cochesGuadalupe Zaldivar de YlönenNo ratings yet
- SL-PETS-OPE-07 Abastecimiento de Combustible y AdblueDocument3 pagesSL-PETS-OPE-07 Abastecimiento de Combustible y AdblueKatheryn Paucar PozoNo ratings yet
- Mdu Gd6500t GDocument31 pagesMdu Gd6500t GDavid RodriguezNo ratings yet
- Repuestos automotrices Arequipa venta accesorios Toyota MitsubishiDocument3 pagesRepuestos automotrices Arequipa venta accesorios Toyota MitsubishiJoel Elias Cruz CondoriNo ratings yet
- Orden de Trabajo de Mantenimiento Preventivo DeberDocument23 pagesOrden de Trabajo de Mantenimiento Preventivo DeberGabo García GranizoNo ratings yet