You might also like
- Automotive Air Conditioning Training ManualDocument88 pagesAutomotive Air Conditioning Training ManualSamiYousif100% (11)
- Material Balances Design Project Production of Phthalic Anhydride From O-XyleneDocument40 pagesMaterial Balances Design Project Production of Phthalic Anhydride From O-XylenemoheedNo ratings yet
- Applied Drilling Circulation Systems: Hydraulics, Calculations and ModelsFrom EverandApplied Drilling Circulation Systems: Hydraulics, Calculations and ModelsRating: 5 out of 5 stars5/5 (4)
- Engine ReviewerDocument41 pagesEngine ReviewerArturo John Mark Mata100% (3)
- (Datacom Series 4) - Liquid Cooling Guidelines For Datacom Equipment Centers (2014, ASHRAE) PDFDocument122 pages(Datacom Series 4) - Liquid Cooling Guidelines For Datacom Equipment Centers (2014, ASHRAE) PDFAllen Espeleta0% (1)
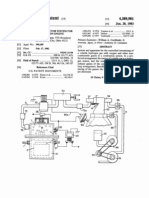
- Hydrogen Gas Injector System for Internal Combustion EnginesDocument14 pagesHydrogen Gas Injector System for Internal Combustion EnginesMarkerter60100% (2)
- J. R. Simonson (Auth.) - Engineering Heat Transfer-Palgrave Macmillan UK (1988)Document280 pagesJ. R. Simonson (Auth.) - Engineering Heat Transfer-Palgrave Macmillan UK (1988)Glasst Innovacion 2019100% (2)
- Handbook of Natural Gas Transmission and Processing: Principles and PracticesFrom EverandHandbook of Natural Gas Transmission and Processing: Principles and PracticesRating: 4.5 out of 5 stars4.5/5 (4)
- Chapter 6 PDFDocument63 pagesChapter 6 PDFSuraya AfriyaniNo ratings yet
- Delayed COker in Hysys 1Document201 pagesDelayed COker in Hysys 1nbsmaniannNo ratings yet
- Documents - Pub - Module 7 Module 5 Draft Mechanical Layout and Details 55cd8fb951619Document58 pagesDocuments - Pub - Module 7 Module 5 Draft Mechanical Layout and Details 55cd8fb951619Trisha Marie Bustria Martinez100% (1)
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNo ratings yet
- Unconventional Flare Gas Recovery Systems (FGRS)Document4 pagesUnconventional Flare Gas Recovery Systems (FGRS)Alvaro Andres Blanco Gomez100% (1)
- Dynamic Well Testing in Petroleum Exploration and DevelopmentFrom EverandDynamic Well Testing in Petroleum Exploration and DevelopmentNo ratings yet
- Final Year ProjectDocument159 pagesFinal Year ProjectAhmad Riaz Khan100% (2)
- Process Transients AnalysisDocument25 pagesProcess Transients AnalysisOtis ArmsNo ratings yet
- AGA Purging Principles 2001Document157 pagesAGA Purging Principles 2001rodolfoaliNo ratings yet
- Fundamentals of Gas Lift Engineering: Well Design and TroubleshootingFrom EverandFundamentals of Gas Lift Engineering: Well Design and TroubleshootingRating: 5 out of 5 stars5/5 (2)
- History of ASME CodeDocument7 pagesHistory of ASME CodeAjeng FadillahNo ratings yet
- (MEA) CO2 Capture PFDsDocument95 pages(MEA) CO2 Capture PFDsfNo ratings yet
- 0708 R RE 001 Design BasisDocument11 pages0708 R RE 001 Design BasisHimawan Sigit NugrohoNo ratings yet
- Sustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentFrom EverandSustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentNo ratings yet
- Natural Gas As Feedstock For Fertilizer: A Thesis Submitted in Partial Fulfillment of The Requirements For The Degree ofDocument65 pagesNatural Gas As Feedstock For Fertilizer: A Thesis Submitted in Partial Fulfillment of The Requirements For The Degree oframachandran_chemNo ratings yet
- Coal Gasification Comparison for Methanol ProductionDocument19 pagesCoal Gasification Comparison for Methanol ProductionRafael DamarNo ratings yet
- Biomass Downdraft Gasifier Engine SystemsDocument148 pagesBiomass Downdraft Gasifier Engine Systemssounds4uniqueNo ratings yet
- DrivingForceAnalysis Good PhDThesis FTreactor Code MatlabDocument267 pagesDrivingForceAnalysis Good PhDThesis FTreactor Code MatlabMinhaj GhouriNo ratings yet
- Biomass Power Plant Performance ProcedureDocument67 pagesBiomass Power Plant Performance ProcedureMohd AshakriNo ratings yet
- Ikoku Ch1 Eng 01 52 EstimReservDocument37 pagesIkoku Ch1 Eng 01 52 EstimReservVictor Gomez100% (1)
- Green Series WC Screw Chillers IOMDocument73 pagesGreen Series WC Screw Chillers IOMBilal Khan0% (1)
- Gas TurbineDocument127 pagesGas TurbineimranakhtarNo ratings yet
- Molecular Sieve Dehydration OptimizationDocument24 pagesMolecular Sieve Dehydration Optimizationotis-a6866No ratings yet
- Molecular Sieve Dehydration Optimization PDFDocument24 pagesMolecular Sieve Dehydration Optimization PDFمصطفى العباديNo ratings yet
- Optimize performance and save space with AlfaVap and AlfaCond plate evaporators and condensersDocument13 pagesOptimize performance and save space with AlfaVap and AlfaCond plate evaporators and condensersMiaoluan ChanNo ratings yet
- Natural Gas Purification ProjectDocument53 pagesNatural Gas Purification Projectaustingoewert100% (1)
- Heat and Mass Transfer Studies in Liquefied Petroleum Gas Storage OperationDocument749 pagesHeat and Mass Transfer Studies in Liquefied Petroleum Gas Storage OperationJoy Marie JalotjotNo ratings yet
- Che413 Fluid Mechanics For Chemical Engineers: Group AssignmentDocument9 pagesChe413 Fluid Mechanics For Chemical Engineers: Group AssignmentfaizfaizNo ratings yet
- Clean Coal Reference Plants: Pulverized Coal Boiler With Flue Gas DesulfurizationDocument129 pagesClean Coal Reference Plants: Pulverized Coal Boiler With Flue Gas Desulfurizationraharjoitb100% (1)
- HRSG High Pressure Evaporator Sampling For Internal DepositDocument26 pagesHRSG High Pressure Evaporator Sampling For Internal Depositak_thimiriNo ratings yet
- 3022Document148 pages3022Halil İbrahim KüplüNo ratings yet
- SPE-183248-MS Successful Implementation of Flare Gas Recovery Systems in Gasco PlantsDocument20 pagesSPE-183248-MS Successful Implementation of Flare Gas Recovery Systems in Gasco PlantsAdarsh SreekumarNo ratings yet
- Turbo-expander Process Optimization for NGL RecoveryDocument31 pagesTurbo-expander Process Optimization for NGL RecoveryFranco Camacho CanchariNo ratings yet
- Download Transcritical Co2 Heat Pump Xin Rong Zhang all chapterDocument67 pagesDownload Transcritical Co2 Heat Pump Xin Rong Zhang all chapterjohnna.martin254100% (2)
- Alauddin Thesis 1996 PERFORMANCE AND CHARACTERISTICS OF A BIOMASS GASIFIER System PDFDocument425 pagesAlauddin Thesis 1996 PERFORMANCE AND CHARACTERISTICS OF A BIOMASS GASIFIER System PDFRajesh KannanNo ratings yet
- Process Optimization-Tiew (IGL Services SDN BHD.)Document9 pagesProcess Optimization-Tiew (IGL Services SDN BHD.)cristianNo ratings yet
- Steam ReformingDocument131 pagesSteam ReformingAhmed YounisNo ratings yet
- Conceptual Design of Distillation Columns Sequence For Separation of Pentane and Hexane From C 5 + Stream of LPG UnitDocument16 pagesConceptual Design of Distillation Columns Sequence For Separation of Pentane and Hexane From C 5 + Stream of LPG UnitAlexanderNo ratings yet
- Co2 CompressorDocument9 pagesCo2 CompressorManthanNo ratings yet
- Plant Design and Proposal: Technology ReportDocument121 pagesPlant Design and Proposal: Technology ReportarberorNo ratings yet
- Optimization of Operating Conditions of Distillation Columns: An Energy Saving Option in Refinery IndustryDocument4 pagesOptimization of Operating Conditions of Distillation Columns: An Energy Saving Option in Refinery IndustryRizka FebriantiNo ratings yet
- Green - 7Document28 pagesGreen - 7kanji63No ratings yet
- Natural Gas ProcessesDocument17 pagesNatural Gas ProcessesSpha Ngema100% (1)
- Design of Medical Waste Incinertor Integrated With DeasinlationDocument130 pagesDesign of Medical Waste Incinertor Integrated With DeasinlationMotaz ZgogoNo ratings yet
- Full Thesis On GasDocument48 pagesFull Thesis On GasMd. Mominul IslamNo ratings yet
- Energy Efficiency of Gas Separation by Pressure Swing AdsorptionDocument171 pagesEnergy Efficiency of Gas Separation by Pressure Swing AdsorptionGenoa SweatersNo ratings yet
- Full ThesisDocument87 pagesFull Thesishasan noahNo ratings yet
- Design & Operation of A Selective Sweetening Plant Using MDEADocument10 pagesDesign & Operation of A Selective Sweetening Plant Using MDEADiego1980bNo ratings yet
- Maximizing Flare Gas UtilizationDocument17 pagesMaximizing Flare Gas UtilizationAbdulbari UshNo ratings yet
- Experimental Study on Reducing Oil Circulation Rate in Rotary CompressorsDocument5 pagesExperimental Study on Reducing Oil Circulation Rate in Rotary CompressorsAnibal RiosNo ratings yet
- CrackingDocument156 pagesCrackingImah MahdiNo ratings yet
- THESIS Monalisha Nayak 108CH001Document73 pagesTHESIS Monalisha Nayak 108CH001Walter A. Mustafa TakeoNo ratings yet
- Wang2015 UnlockedDocument11 pagesWang2015 UnlockedRaifel MoralesNo ratings yet
- Astm DistillationDocument244 pagesAstm DistillationprocesspipingdesignNo ratings yet
- Guest Speaker - Keolian - For PostingDocument30 pagesGuest Speaker - Keolian - For PostingjohnnyNo ratings yet
- Heurísticas para la Síntesis de Procesos 19-27Document24 pagesHeurísticas para la Síntesis de Procesos 19-27Camilo RamirezNo ratings yet
- A - DEH - PR 2020 1032 GB - FGAC2004 8092DG EG1 2 - DA - R5 07 2021 - 150dpiDocument28 pagesA - DEH - PR 2020 1032 GB - FGAC2004 8092DG EG1 2 - DA - R5 07 2021 - 150dpiIanosi SorinNo ratings yet
- AC FCU Manual en Oct 16 2017Document21 pagesAC FCU Manual en Oct 16 2017Ong MatNo ratings yet
- Reference Design and Safety Guidelines For The OrgDocument219 pagesReference Design and Safety Guidelines For The OrgaijazmalikNo ratings yet
- Nitro Benzene Sai PDFDocument65 pagesNitro Benzene Sai PDFDeepak Pandey100% (1)
- 11 8182 CS PetrofacDocument4 pages11 8182 CS PetrofacamitNo ratings yet
- CA Series Fluid Chiller Technical ManualDocument18 pagesCA Series Fluid Chiller Technical ManualBibin VijayakumarNo ratings yet
- Sinclair Um Control GSH Xxxirb Erb enDocument59 pagesSinclair Um Control GSH Xxxirb Erb enAmarK90No ratings yet
- High-Temperature Heat Pump For Tunnel OvenDocument53 pagesHigh-Temperature Heat Pump For Tunnel OvenFernando AlbornozNo ratings yet
- Alfa Laval Plate Heat Exchangers: A Product Catalogue For HVACDocument12 pagesAlfa Laval Plate Heat Exchangers: A Product Catalogue For HVACAhmed SadekNo ratings yet
- ITB Package Index (Vol - III) As of 31 May 2012Document11 pagesITB Package Index (Vol - III) As of 31 May 2012Venki TekkaliNo ratings yet
- NRF Boxcooler Installation Manual PDFDocument22 pagesNRF Boxcooler Installation Manual PDFVito DigeoNo ratings yet
- Finalp 1Document47 pagesFinalp 1Imtiaz Hussain100% (1)
- Aa Sanyo Kc910hsaDocument31 pagesAa Sanyo Kc910hsaMarcelo TorresNo ratings yet
- Temperature Distribution PDFDocument5 pagesTemperature Distribution PDFEstefania ArizagaNo ratings yet
- IEEE STD 1538Document27 pagesIEEE STD 1538Dileepa Sachithra DaulagalaNo ratings yet
- Heat Transfer, Manufacturing, Strength MaterialsDocument1 pageHeat Transfer, Manufacturing, Strength MaterialsnkpatilNo ratings yet
- PHE01 M6M 102P 1600kWDocument1 pagePHE01 M6M 102P 1600kWtsoomoo tsolmonNo ratings yet
- Actual Vapor Compression Refrigeration Cycle Part 1Document12 pagesActual Vapor Compression Refrigeration Cycle Part 1jjNo ratings yet
- 2019 ASHRAE Boston Product Guide Final PDFDocument75 pages2019 ASHRAE Boston Product Guide Final PDFFrank UrsNo ratings yet
- Service 1Document200 pagesService 1Urbay BayNo ratings yet