You might also like
- Is 4218 3 1999Document20 pagesIs 4218 3 1999yraju88100% (1)
- Jis B0209 1997Document13 pagesJis B0209 1997fatimahNo ratings yet
- Jis G 3507-2 - 2005Document14 pagesJis G 3507-2 - 2005Harold_katzerNo ratings yet
- Jis B 1180 2004 Eng PDFDocument74 pagesJis B 1180 2004 Eng PDFIbnu - CHCNo ratings yet
- BS 3410 1961 WashersDocument20 pagesBS 3410 1961 WashersAndy TaylorNo ratings yet
- BS 4190 Spec 4 Hex Bolt Screw - Black PDFDocument43 pagesBS 4190 Spec 4 Hex Bolt Screw - Black PDFvikramadithan renugopalNo ratings yet
- 283057842 JIS G4053 2003 Low Alloyed Steels for Machine Structural Use 英文版 PDFDocument21 pages283057842 JIS G4053 2003 Low Alloyed Steels for Machine Structural Use 英文版 PDFDewi Lanjarsari Purnama Sastri100% (1)
- Jis G 4105 (SCM-JP)Document2 pagesJis G 4105 (SCM-JP)kimthanhleg1010No ratings yet
- Jis 1196Document19 pagesJis 1196VISHAL kUMARNo ratings yet
- JIS G4053-2003 Low-Alloyed Steels for Machine Structural Use (英文版)Document21 pagesJIS G4053-2003 Low-Alloyed Steels for Machine Structural Use (英文版)Krishna100% (10)
- JIS Steel Wires StandardDocument7 pagesJIS Steel Wires StandardPS NguyễnNo ratings yet
- JSA JIS B 7507-2016 CaliperDocument33 pagesJSA JIS B 7507-2016 Calipercalibrator1100% (1)
- En 10051 PDFDocument2 pagesEn 10051 PDFSrikanth Reddy0% (1)
- TSH7702GDocument8 pagesTSH7702GEmir AkçayNo ratings yet
- EN 25817 Guidance Quality Levels ImperfectionsDocument15 pagesEN 25817 Guidance Quality Levels ImperfectionsGheorghe Calota100% (2)
- Jis G 3131-2010Document16 pagesJis G 3131-2010christian210789No ratings yet
- JIS G3131 Hot Roll Mild Steel Plates Sheet and StripDocument9 pagesJIS G3131 Hot Roll Mild Steel Plates Sheet and StripAnonymous uYGle1vucNo ratings yet
- Jis B 1054-1 2001Document26 pagesJis B 1054-1 2001mattroidenNo ratings yet
- Astm A31 (1995)Document4 pagesAstm A31 (1995)gsb2100% (1)
- DIN ISO Equivalent FastenersDocument12 pagesDIN ISO Equivalent FastenersGunnie PandherNo ratings yet
- Torque Tension ControlDocument5 pagesTorque Tension ControlAchmad DamarNo ratings yet
- Structural Steel GradesDocument39 pagesStructural Steel GradesMehman Nasibov100% (1)
- Din 17660Document1 pageDin 17660mohammad136150% (2)
- GB-T699-1999 Quality Carbon Structural SteelsDocument21 pagesGB-T699-1999 Quality Carbon Structural SteelsVõ Quang KiệtNo ratings yet
- Jis G 3472-2013Document19 pagesJis G 3472-2013HongHaiDuong100% (1)
- JIS Z 2201 StandardDocument18 pagesJIS Z 2201 StandardAmir Sajjad100% (2)
- Jis G 3466 - 2006 (JP)Document11 pagesJis G 3466 - 2006 (JP)HongHaiDuongNo ratings yet
- Jis B 7503-2011Document34 pagesJis B 7503-2011Kvanan7867% (6)
- Din 7500 enDocument10 pagesDin 7500 enCălin Bălăiţă100% (1)
- Din 936Document2 pagesDin 936Adam GordonNo ratings yet
- Iso 4032-2012 PDFDocument9 pagesIso 4032-2012 PDFBao100% (1)
- Metric Heavy Hex Nut DimensionsDocument3 pagesMetric Heavy Hex Nut DimensionsSenthillkumar BalasubramaniamNo ratings yet
- Jis G 3106 PDFDocument38 pagesJis G 3106 PDFTùng Lê Đinh50% (2)
- Jis 3131 PDFDocument2 pagesJis 3131 PDFurias90No ratings yet
- BS en 10034-1993 Structural Steel I and H Sections - Tolerances On Shape and DimensionsDocument14 pagesBS en 10034-1993 Structural Steel I and H Sections - Tolerances On Shape and Dimensionsarabsniper100% (1)
- JIS G3521 WIRE SpecificationsDocument2 pagesJIS G3521 WIRE SpecificationsalexgtzlzNo ratings yet
- Japanese Architectural Standard Specification JASS 6Document19 pagesJapanese Architectural Standard Specification JASS 6Gordon NicolasNo ratings yet
- Jis G3101 1995Document3 pagesJis G3101 1995Kholer BurgmanNo ratings yet
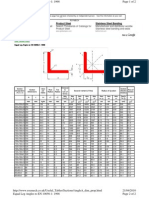
- Equal Leg Angles To en 10056-1 1998 Dim - PropDocument2 pagesEqual Leg Angles To en 10056-1 1998 Dim - PropJagdish Chhugani100% (1)
- Methods For'Measuring Case Depth of Steel: Indian StandardDocument7 pagesMethods For'Measuring Case Depth of Steel: Indian Standardsingaravelan narayanasamyNo ratings yet
- Jis D0201 1995Document23 pagesJis D0201 1995Mahardika Kurnia DewantaraNo ratings yet
- Din 1480 2005Document6 pagesDin 1480 2005PacoNo ratings yet
- Metric DIN 434 Square Taper Washers: Visit Our For Product AvailabilityDocument4 pagesMetric DIN 434 Square Taper Washers: Visit Our For Product AvailabilityRodrigoNo ratings yet
- Mechanical & Chemical Properties of A36 & SS400Document8 pagesMechanical & Chemical Properties of A36 & SS400Dennis Dy100% (2)
- TSZ2207G: Toyota Engineering StandardDocument6 pagesTSZ2207G: Toyota Engineering StandardGuilherme DurãesNo ratings yet
- 2370 Ed1 ENDocument5 pages2370 Ed1 ENanhthoNo ratings yet
- Jis B0205 1997Document6 pagesJis B0205 1997fatimahNo ratings yet
- Aluzinc Corrosion Resistance en 2012Document17 pagesAluzinc Corrosion Resistance en 2012electronicmail2ughf6525No ratings yet
- GB 700-88Document5 pagesGB 700-88nazarasimNo ratings yet
- Is 3601 PDFDocument24 pagesIs 3601 PDFNagendra Kumar100% (1)
- Jis G0561 1983Document10 pagesJis G0561 1983TUAN NGUYEN VANNo ratings yet
- Jis G0303 1972Document9 pagesJis G0303 1972Han Win Aung100% (1)
- S355 European Standard SteelDocument7 pagesS355 European Standard SteelmaiquelernNo ratings yet
- Is 14329 1995 PDFDocument13 pagesIs 14329 1995 PDFSriram Subramanian100% (1)
- Steel: Decarburized Sheets and Strip For Porcelain EnamellingDocument31 pagesSteel: Decarburized Sheets and Strip For Porcelain EnamellingRicardo Valle0% (1)
- IS 5517 - 1993-Hardening & Tempering GradesDocument15 pagesIS 5517 - 1993-Hardening & Tempering GradesMohanrajMJ100% (1)
- EN1A - Mild SteelDocument2 pagesEN1A - Mild SteelSuyash TambeNo ratings yet
- JIS G3445 STKM 11A Steel TubesDocument11 pagesJIS G3445 STKM 11A Steel TubesshantyNo ratings yet
- Pre Jis G 03193 000 000 2019 e Ed10 CHDocument5 pagesPre Jis G 03193 000 000 2019 e Ed10 CHjohanneshutauruk88No ratings yet
- JIS G 0321: Product Analysis and Its Tolerance For Wrought SteelDocument13 pagesJIS G 0321: Product Analysis and Its Tolerance For Wrought SteelAnonymous SLI4aGNo ratings yet