You might also like
- Annexure B State 2709Document120 pagesAnnexure B State 2709Nikhitesh HenrageNo ratings yet
- Volume1 CCTVDocument96 pagesVolume1 CCTVtender teamNo ratings yet
- Vendor PDFDocument189 pagesVendor PDFSandeep YadavNo ratings yet
- Ranchi PDFDocument4 pagesRanchi PDFAnirban ChowdhuryNo ratings yet
- Raingun 75mm QuotationDocument1 pageRaingun 75mm QuotationAnonymous HdscNyJNo ratings yet
- Cement Comapanies DetailsDocument3 pagesCement Comapanies DetailsNavina PintuNo ratings yet
- List of Contractor Piu-BhopalDocument2 pagesList of Contractor Piu-BhopalMCS SBINo ratings yet
- SubContractor Registration FormDocument18 pagesSubContractor Registration FormJagadeesan S MNo ratings yet
- BookDocument44 pagesBookBinay ShawNo ratings yet
- Portrait of an Industrial City: 'Clanging Belfast' 1750-1914From EverandPortrait of an Industrial City: 'Clanging Belfast' 1750-1914No ratings yet
- NSS List 2019-20Document9 pagesNSS List 2019-20PRINCIPAL BHILWARANo ratings yet
- RDSO Vendor1Document169 pagesRDSO Vendor1adarshietk100% (1)
- Nabl 500Document146 pagesNabl 500gsv988No ratings yet
- Gi Raw Material TC 1.6Document1 pageGi Raw Material TC 1.6PranayTejaReddy100% (1)
- Karnataka PDFDocument1,848 pagesKarnataka PDFSushant nayarNo ratings yet
- Annexure - I List of Bse - 500 Companies: S.No Scrip Code Scrip ID Company Name/ IndustryDocument16 pagesAnnexure - I List of Bse - 500 Companies: S.No Scrip Code Scrip ID Company Name/ IndustrySushant KumarNo ratings yet
- Brief Industrial Profile of Bhilwara District: LR Eso T RsDocument33 pagesBrief Industrial Profile of Bhilwara District: LR Eso T RsAbha SinghNo ratings yet
- RESUME - Ritesh 23.07.2018 PDFDocument4 pagesRESUME - Ritesh 23.07.2018 PDFritesh shrivastavNo ratings yet
- ApprovedvendorList Civil 22082019Document61 pagesApprovedvendorList Civil 22082019T SenNo ratings yet
- Shooter ListDocument1,868 pagesShooter ListRajan SreedharanNo ratings yet
- South Bihar Progress Report June 22Document22 pagesSouth Bihar Progress Report June 22Shinning GarimaNo ratings yet
- Deletion Notes: Om - Prkashmv@Yahoo - Co.InDocument504 pagesDeletion Notes: Om - Prkashmv@Yahoo - Co.Inpet,s shoot from ghaziabadNo ratings yet
- Meerut CeDocument236 pagesMeerut CeUday kumarNo ratings yet
- 11th TERM MEMBERS PDFDocument7 pages11th TERM MEMBERS PDFpiyush upadhyayNo ratings yet
- Approved - LIST - Januauary 13 Final (1) - 2 PDFDocument195 pagesApproved - LIST - Januauary 13 Final (1) - 2 PDFMukul Kumar AgarwalNo ratings yet
- Hazardous Waste Recyclers ListDocument16 pagesHazardous Waste Recyclers ListUnitedWork ServiceNo ratings yet
- VD From1119 To 300619 181231 Final Vendor Directory PDFDocument160 pagesVD From1119 To 300619 181231 Final Vendor Directory PDFAnonymous jCIrzhhRNo ratings yet
- Agarwal Packers & Movers LTD.: WWW - AgarwalpackersDocument6 pagesAgarwal Packers & Movers LTD.: WWW - AgarwalpackersAdi YogiNo ratings yet
- List of Chartered Accountants in Bangalore Sl. No. Name of Audit Firm Address of The FirmDocument2 pagesList of Chartered Accountants in Bangalore Sl. No. Name of Audit Firm Address of The FirmShubhaKumarNo ratings yet
- Dena Bank Mega EAuction Notice State WiseDocument13 pagesDena Bank Mega EAuction Notice State WiseSachin Khandare100% (1)
- Credai SangliDocument4 pagesCredai SanglikapilNo ratings yet
- 14 FDocument3 pages14 FMalakonda ReddyNo ratings yet
- New Cug Phone ListDocument6 pagesNew Cug Phone ListNagaraj RaoNo ratings yet
- 77922Document6 pages77922praneethrk53No ratings yet
- Company Master Data Upto Mar 2015 MaharashtraDocument245 pagesCompany Master Data Upto Mar 2015 MaharashtraContact UspireNo ratings yet
- Iocl Lubes & GreasesDocument30 pagesIocl Lubes & GreasesHimanshu SitaniNo ratings yet
- ExportDocument271 pagesExportSpartacus CaesarNo ratings yet
- Coal WasheryDocument2 pagesCoal WasherynitunagrawalNo ratings yet
- Indus Way - 100069 PDFDocument2 pagesIndus Way - 100069 PDFAadeesh JainNo ratings yet
- Tender For Construction of High Rise Group Housing (Mivan Construction) Technical BidDocument128 pagesTender For Construction of High Rise Group Housing (Mivan Construction) Technical BidSAKULNo ratings yet
- New List of AA Class Contractors (Rajasthan)Document122 pagesNew List of AA Class Contractors (Rajasthan)Naman SinghalNo ratings yet
- 2011 Jaipur CensusDocument578 pages2011 Jaipur CensusManas SharmaNo ratings yet
- Cashless Settlement Garage List-Final-29aug2016Document102 pagesCashless Settlement Garage List-Final-29aug2016Ramesh Thumburu100% (1)
- R643370 PDFDocument4 pagesR643370 PDFshrikant solankiNo ratings yet
- Branch Partner Type Partner Contact No. Partner NameDocument2 pagesBranch Partner Type Partner Contact No. Partner Namelucky panchalNo ratings yet
- Untitled Document KolkataDocument14 pagesUntitled Document KolkataAvijitSinharoyNo ratings yet
- Arihant Industries.: M. B. ShahDocument5 pagesArihant Industries.: M. B. ShahJatin KatrodiyaNo ratings yet
- Punjab Yatra Schedule NewDocument2 pagesPunjab Yatra Schedule NewArshNo ratings yet
- APB United PDFDocument12 pagesAPB United PDFnandkishorNo ratings yet
- Reliable Sponge PVT Ltd-Unit-IIIDocument19 pagesReliable Sponge PVT Ltd-Unit-IIIReliableIndiaNo ratings yet
- Electrical 18-19 PDFDocument259 pagesElectrical 18-19 PDFmashaK100% (1)
- Telephone Directory - 2017: Chhattisgarh State Power Holding Co. LTDDocument88 pagesTelephone Directory - 2017: Chhattisgarh State Power Holding Co. LTDSourabh SuryawanshiNo ratings yet
- Ankit Parmar 53 Soumya Badri 54: NameDocument13 pagesAnkit Parmar 53 Soumya Badri 54: Namejini02No ratings yet
- BIS 13779 LicenseeDocument12 pagesBIS 13779 Licenseehitter2006No ratings yet
- 2021-08-01 To 2021-08-04Document822 pages2021-08-01 To 2021-08-04Gov. Ganeral Hospital putturNo ratings yet
- JaiRaj AncillariesDocument8 pagesJaiRaj Ancillariestajju_121No ratings yet
- DirectoryDocument3 pagesDirectoryDivision SherghatiNo ratings yet
- III - I R09 Regular Dec 2013Document162 pagesIII - I R09 Regular Dec 2013Syed AshmadNo ratings yet
- Draft Barbed Wire Is CodeDocument7 pagesDraft Barbed Wire Is Codekavi_prakash6992No ratings yet
- Is 12776 2002 PDFDocument12 pagesIs 12776 2002 PDFVenkataLakshmiKorrapatiNo ratings yet
- Subject: Bill of Quantities - DG - MAKE OF MATERIALS SL - No Description Makes in Alphabetical OrderDocument1 pageSubject: Bill of Quantities - DG - MAKE OF MATERIALS SL - No Description Makes in Alphabetical Orderjaianit89No ratings yet
- SEC 15490 Swimming PoolsDocument8 pagesSEC 15490 Swimming Poolsjaianit89No ratings yet
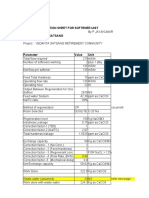
- Water Softner Design VedantaDocument5 pagesWater Softner Design Vedantajaianit89No ratings yet
- Sun Sine Smart Solar Power Generator/ Micro Inverter - "SPG 350"Document2 pagesSun Sine Smart Solar Power Generator/ Micro Inverter - "SPG 350"jaianit89No ratings yet
- Pure Sine Wave Inverter: P O P ODocument2 pagesPure Sine Wave Inverter: P O P Ojaianit89No ratings yet
- Commercial Bldg-BOQ Without RatesDocument35 pagesCommercial Bldg-BOQ Without Ratesjaianit89No ratings yet
- 9.cipet Boys Hoste-BoqDocument19 pages9.cipet Boys Hoste-Boqjaianit89No ratings yet
- Syngineering Water MBR Vs SBR PDFDocument5 pagesSyngineering Water MBR Vs SBR PDFjaianit89No ratings yet
- Pie Chart Representing Segment-Wise RevenueDocument2 pagesPie Chart Representing Segment-Wise Revenuejaianit89No ratings yet
- Fire Hydrant System Design Installation Commisioning and TestingDocument5 pagesFire Hydrant System Design Installation Commisioning and Testingjaianit89No ratings yet
- Checklist of Layout For Port Blair Planning Area PDFDocument2 pagesChecklist of Layout For Port Blair Planning Area PDFjaianit89No ratings yet
- 20150402522.electrical SLD-Model PDFDocument1 page20150402522.electrical SLD-Model PDFjaianit89No ratings yet
- Pie Chart Representing Segment-Wise RevenueDocument2 pagesPie Chart Representing Segment-Wise Revenuejaianit89No ratings yet
- Checklist of Building Plan For Port Blair Planning Area PDFDocument3 pagesChecklist of Building Plan For Port Blair Planning Area PDFjaianit89No ratings yet
- TB08104003E Tab 1Document152 pagesTB08104003E Tab 1priyanka236No ratings yet
- MEP DatabookDocument668 pagesMEP Databookjaianit8986% (7)
- Head Calculation For Sewage Transfer Pump - 19.05.2012 FinalDocument2 pagesHead Calculation For Sewage Transfer Pump - 19.05.2012 Finaljaianit89No ratings yet
- Documents Formalities Required For The Issuance of A B C&D Class Contractor CardsDocument8 pagesDocuments Formalities Required For The Issuance of A B C&D Class Contractor Cardsjaianit89100% (1)
- Is 1838 3 2011 PDFDocument12 pagesIs 1838 3 2011 PDFjaianit89No ratings yet
- Time Maintenance - Log Book: RI/OR/MLB/02Document1 pageTime Maintenance - Log Book: RI/OR/MLB/02jaianit89No ratings yet
- Is 278 2009 PDFDocument11 pagesIs 278 2009 PDFjaianit89No ratings yet
- Is 2751 1979 PDFDocument41 pagesIs 2751 1979 PDFjaianit89No ratings yet
- Is 3414 1968 PDFDocument30 pagesIs 3414 1968 PDFjaianit89100% (1)