You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- God and NothingnessDocument22 pagesGod and NothingnessIoan DuraNo ratings yet
- Good English - The Language of SuccessDocument20 pagesGood English - The Language of SuccessIsuru Pasan Dasanayake100% (3)
- School of Mathematics and Statistics MT3501 Linear Mathematics Problem Sheet I: Vector SpacesDocument15 pagesSchool of Mathematics and Statistics MT3501 Linear Mathematics Problem Sheet I: Vector Spacesvinicius kardecNo ratings yet
- De Thi Chon HSGDocument10 pagesDe Thi Chon HSGKiều TrangNo ratings yet
- What Must The Dissertation'S Chapters Provide?Document13 pagesWhat Must The Dissertation'S Chapters Provide?сымNo ratings yet
- Chinese Invention Essay RubricDocument1 pageChinese Invention Essay RubricdevorehumanitiesNo ratings yet
- Seminar Report (Mega Project)Document33 pagesSeminar Report (Mega Project)Lucky prasadNo ratings yet
- 3122 02 5RP AFP tcm142-699256Document6 pages3122 02 5RP AFP tcm142-699256spiderman lelNo ratings yet
- Selling Nazi Germany Abroad: The Case of Huida Jost: Roland BlaichDocument24 pagesSelling Nazi Germany Abroad: The Case of Huida Jost: Roland BlaichHermanodeJesusNo ratings yet
- Electric Circuits - I Electrical Engineering Department Jordan University of Science and TechnologyDocument4 pagesElectric Circuits - I Electrical Engineering Department Jordan University of Science and TechnologyMustafa AlSmadiNo ratings yet
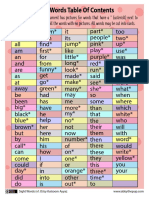
- Sight WordsDocument22 pagesSight WordsKewi LoveNo ratings yet
- Enhanced Room Management Deployment Guide v1.0.bDocument96 pagesEnhanced Room Management Deployment Guide v1.0.blybrakissNo ratings yet
- HDC de Chinh ThucDocument3 pagesHDC de Chinh ThucTuan AnhNo ratings yet
- CPAR LiteratureDocument66 pagesCPAR LiteratureFaithNo ratings yet
- Multi FetchDocument65 pagesMulti FetchSpockCritical CriticalNo ratings yet
- Lecture 2 - BJT R ModelDocument17 pagesLecture 2 - BJT R Modelyossf 123No ratings yet
- IOS Upgrade On RouterDocument4 pagesIOS Upgrade On RouterganeshNo ratings yet
- ExistentialismDocument2 pagesExistentialismOndrej HalanNo ratings yet
- App-V Deploy and Publish: Tools From Tmurgent Technologies Updated Aug 5, 2010 - Version 1.8Document8 pagesApp-V Deploy and Publish: Tools From Tmurgent Technologies Updated Aug 5, 2010 - Version 1.8Prasenjit KkrNo ratings yet
- XX Penilaian Harian 3 KD.3.3Document2 pagesXX Penilaian Harian 3 KD.3.3Angga MiftahulNo ratings yet
- GMap Data 13Document175 pagesGMap Data 13Ravindra JondhaleNo ratings yet
- Orientalism and After - Aijaz AhmadDocument20 pagesOrientalism and After - Aijaz AhmadConor Meleady50% (2)
- Comp 4336 ReportDocument10 pagesComp 4336 ReportWENJIE LIUNo ratings yet
- 1518-Texto Del Artículo-7360-1-10-20210104 PDFDocument21 pages1518-Texto Del Artículo-7360-1-10-20210104 PDFlaura henaoNo ratings yet
- Fiction Analysis EssayDocument3 pagesFiction Analysis Essayapi-214385850No ratings yet
- C - C++ Signal HandlingDocument7 pagesC - C++ Signal HandlingAnshul MalviyaNo ratings yet
- Regnal Formulas: 5.1. Patterns of Opening and Closing FormulasDocument27 pagesRegnal Formulas: 5.1. Patterns of Opening and Closing FormulasIdo ShternNo ratings yet
- LET REVIEWER Literary CriticismDocument13 pagesLET REVIEWER Literary CriticismGian Nathaniel Martin ManahanNo ratings yet
- Human Resource TablesDocument36 pagesHuman Resource Tablesbelrosa21No ratings yet
- FlutterDocument45 pagesFlutterLuis Silva100% (13)