You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- CBR Lab Report: Soil Subgrade TestingDocument4 pagesCBR Lab Report: Soil Subgrade Testingsdcsdcdcw33% (3)
- Design of Masonry StructuresDocument10 pagesDesign of Masonry StructuresmuhammedNo ratings yet
- Improve Steel Quality with Electromagnetic StirrersDocument4 pagesImprove Steel Quality with Electromagnetic Stirrerst_pradipNo ratings yet
- Alpha 900 and HD LineDocument32 pagesAlpha 900 and HD Linebertan dağıstanlıNo ratings yet
- BHEL Haridwar Block 2 Heavy Fabrication, Training ReportDocument53 pagesBHEL Haridwar Block 2 Heavy Fabrication, Training ReportUdit Soni100% (5)
- Ashish PPT 2Document9 pagesAshish PPT 2Ankit JaglanNo ratings yet
- 2oo3plus - A New Design of Electro-Hydraulic Safety Controls For Critical ApplicationsDocument6 pages2oo3plus - A New Design of Electro-Hydraulic Safety Controls For Critical Applicationsultrasonic81No ratings yet
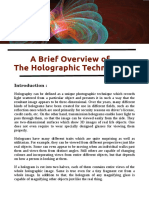
- A Brief Overview of The Holographic TechnologyDocument5 pagesA Brief Overview of The Holographic TechnologyAltiel Ltd.No ratings yet
- Curriculum-Of Mathematics Government College Women University, SialkotDocument119 pagesCurriculum-Of Mathematics Government College Women University, SialkotHuzaifa GurmaniNo ratings yet
- Hvs-313. Maximum Demand ControllerDocument3 pagesHvs-313. Maximum Demand ControllerHari BabuNo ratings yet
- D V V U: T A.II.i.4. M P BS 1178Document4 pagesD V V U: T A.II.i.4. M P BS 1178ShubhamRanjanNo ratings yet
- Applications of Nano Biotechnology in Wastewater Treatment PDFDocument9 pagesApplications of Nano Biotechnology in Wastewater Treatment PDFswaroop_exlncNo ratings yet
- GX200 AdjDocument1 pageGX200 AdjAngelescuONo ratings yet
- Overview Aerodynamics 2017Document10 pagesOverview Aerodynamics 2017marcoNo ratings yet
- Optimum Penstocks For Low Head Microhydro Schemes - Alexander, Giddens - 2008Document13 pagesOptimum Penstocks For Low Head Microhydro Schemes - Alexander, Giddens - 2008cbarajNo ratings yet
- Appendix JA2 Reference Weather and Climate Zone DataDocument66 pagesAppendix JA2 Reference Weather and Climate Zone DataJoseph DavidNo ratings yet
- Analysis of Milk ComponentsDocument7 pagesAnalysis of Milk Componentsgailluna112795No ratings yet
- Energy in Somaliland Novia Thesis - Editing PDFDocument25 pagesEnergy in Somaliland Novia Thesis - Editing PDFAbdirahmanNo ratings yet
- ME 555 Stress Analysis Unit 4Document57 pagesME 555 Stress Analysis Unit 4TheoNo ratings yet
- 2130606Document24 pages2130606srinivasan venkatramanNo ratings yet
- Sag Slurry PoolingDocument10 pagesSag Slurry PoolingalgroneNo ratings yet
- Factors that Determine Paper StrengthDocument23 pagesFactors that Determine Paper StrengthNur Ariesman Salleh100% (2)
- Under The Aegis Of: WWW - Ucd.ie/cigrDocument430 pagesUnder The Aegis Of: WWW - Ucd.ie/cigrErin Walker100% (1)
- P7 Revision QuestionsDocument4 pagesP7 Revision Questionsapi-27344426No ratings yet
- Design and Manufacturing of Automatic Gear Shifter For BicycleDocument10 pagesDesign and Manufacturing of Automatic Gear Shifter For BicycleMannam RujendraNo ratings yet
- Fourier Transform and Its Medical ApplicationDocument55 pagesFourier Transform and Its Medical Applicationadriveros100% (1)
- Open Stent Design: Craig Bonsignore NDC 47533 Westinghouse Drive Fremont, CA, 94566Document93 pagesOpen Stent Design: Craig Bonsignore NDC 47533 Westinghouse Drive Fremont, CA, 94566akire_aicragNo ratings yet
- Final PPT 3rd SemDocument16 pagesFinal PPT 3rd SemmonuNo ratings yet
- Java Meets Numerical AnalysisDocument2 pagesJava Meets Numerical AnalysisbernasekNo ratings yet
- 1981 - Leeper - Wet Cooling Tower - Rule of Thumb Design and SimulationDocument32 pages1981 - Leeper - Wet Cooling Tower - Rule of Thumb Design and SimulationGuilherme Venturi RonchiNo ratings yet