You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Iso 13623 2017 en PDFDocument11 pagesIso 13623 2017 en PDFMOHAMEDNo ratings yet
- Standard: Submarine Pipeline SystemsDocument43 pagesStandard: Submarine Pipeline Systemsharsh raj0% (2)
- Lubrizol Corrosion Inhibitors Brochure - Single PG FINDocument4 pagesLubrizol Corrosion Inhibitors Brochure - Single PG FINamit100% (1)
- SR.11.10961 - Sour Well Design GuideDocument52 pagesSR.11.10961 - Sour Well Design GuideMahmoud Ahmed Ali Abdelrazik100% (1)
- Holistic Design of HTHP Pipeline: PETRONAS' ExperienceDocument20 pagesHolistic Design of HTHP Pipeline: PETRONAS' ExperienceDimas HaryoNo ratings yet
- EM 1110-2-2902 - Conduits, Culverts, and Pipes - WebDocument87 pagesEM 1110-2-2902 - Conduits, Culverts, and Pipes - WebPDHLibraryNo ratings yet
- Repair and Rehabilitation of Structures: CIV18R428Document15 pagesRepair and Rehabilitation of Structures: CIV18R428saravana kumarNo ratings yet
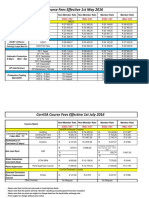
- Corrisa Course Fees Effective 1 May 2016Document2 pagesCorrisa Course Fees Effective 1 May 2016Prakash RajNo ratings yet
- Kingspan Coating Cards UA EN 202203 v1Document10 pagesKingspan Coating Cards UA EN 202203 v1Bruno GuedesNo ratings yet
- Steel Structure - CorrosionDocument10 pagesSteel Structure - CorrosionVibhor YadavNo ratings yet
- Module 2 - Part 2 (Ce 361 - Advanced Concrete Technology)Document20 pagesModule 2 - Part 2 (Ce 361 - Advanced Concrete Technology)Rahul patilNo ratings yet
- Repairing & Protective Coating System For Cooling Tower: SP Concare Pvt. LTDDocument6 pagesRepairing & Protective Coating System For Cooling Tower: SP Concare Pvt. LTDAnkita Baban Gavade100% (1)
- Initial Release 12-04-2017 Kippel, Brad A Revised 3.2 Manufacturer Standard Paint System 07-23-2019 Kippel, BradDocument7 pagesInitial Release 12-04-2017 Kippel, Brad A Revised 3.2 Manufacturer Standard Paint System 07-23-2019 Kippel, BradSaravoot MetahNo ratings yet
- Basket FilterDocument8 pagesBasket Filterarachman297988No ratings yet
- Catalogo RCP - Resin - Busbar - 2021Document24 pagesCatalogo RCP - Resin - Busbar - 2021carlos william zapata sernaNo ratings yet
- Training at IOCL ChaksuDocument22 pagesTraining at IOCL Chaksusarthak100% (1)
- Brochure Oilfield Corrosion Inhibitors GlobalDocument5 pagesBrochure Oilfield Corrosion Inhibitors GlobalAlfonso Dominguez Gonzalez100% (1)
- Reduction Technique of Drop Voltage and Power Losses To Improve Power Quality Using ETAP Power Station Simulation ModelDocument13 pagesReduction Technique of Drop Voltage and Power Losses To Improve Power Quality Using ETAP Power Station Simulation Modelrahul patraNo ratings yet
- Load Cells and Load Application Elements: Project Planning / Installation / ServiceDocument68 pagesLoad Cells and Load Application Elements: Project Planning / Installation / ServiceVinícius OliveiraNo ratings yet
- Materials For Hydrofluoric Acid Service in The New Millennium (51300-01345-Sg)Document48 pagesMaterials For Hydrofluoric Acid Service in The New Millennium (51300-01345-Sg)arnoldbatista55100% (1)
- Inquiries Research Titles SOP ExamplesDocument10 pagesInquiries Research Titles SOP ExamplesEunice Pineza ManlunasNo ratings yet
- BGAS QuestionsDocument161 pagesBGAS QuestionsGoCool Gokul100% (1)
- Timken Bearing Damage Analysis GuideDocument44 pagesTimken Bearing Damage Analysis GuideWendy Kera100% (1)
- Service Life Prediction of R.C Structure Incorporated With GGBS & Silicafume Subjected To Chloride Ion PenetrationDocument8 pagesService Life Prediction of R.C Structure Incorporated With GGBS & Silicafume Subjected To Chloride Ion PenetrationnagarajuNo ratings yet
- Efficacy of Bisulfite Ions As An Oxygen Scavenger in Monoethylene Glycol (At Least 20 WT%) /water MixturesDocument12 pagesEfficacy of Bisulfite Ions As An Oxygen Scavenger in Monoethylene Glycol (At Least 20 WT%) /water MixturesAlfino RahelNo ratings yet
- OGLAEND-Product Catalogue - 03.2021Document46 pagesOGLAEND-Product Catalogue - 03.2021Ángel Durán LópezNo ratings yet
- Duplex 2101Document6 pagesDuplex 2101Anonymous AlhzFE9EVNNo ratings yet
- C876 1613807-1Document7 pagesC876 1613807-1Ayoseth Chulines DominguezNo ratings yet
- Aquacid 105 NS: AquapharmDocument1 pageAquacid 105 NS: Aquapharmvishal.nithamNo ratings yet
- Material Science & MetallurgyDocument2 pagesMaterial Science & Metallurgysameer_m_daniNo ratings yet