You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
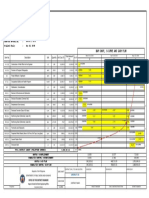
- Bar Chart and S-Curve 17rg0113 - SampleDocument1 pageBar Chart and S-Curve 17rg0113 - SampleRyan Macayan100% (1)
- Analysis of RateDocument6 pagesAnalysis of Ratehs_civilNo ratings yet
- Causes and Prevention of Cracks in BuildingDocument34 pagesCauses and Prevention of Cracks in Buildingvatika100% (2)
- Procedure of CrossingDocument68 pagesProcedure of Crossingrizalbaso100% (4)
- Doe STD 1066Document84 pagesDoe STD 1066avanish.vNo ratings yet
- Wa0082 PDFDocument34 pagesWa0082 PDFmiteshNo ratings yet
- Regression Analysis Can Be Defined As The Process of Developing A MathematicalDocument21 pagesRegression Analysis Can Be Defined As The Process of Developing A MathematicalAmir Firdaus100% (1)
- Alloy Steels - Engineering Materials & Metallurgy Questions and Answers - SanfoundryDocument6 pagesAlloy Steels - Engineering Materials & Metallurgy Questions and Answers - SanfoundrySample UseNo ratings yet
- Flyer Control-Valves Edition3!17!05-2016 enDocument12 pagesFlyer Control-Valves Edition3!17!05-2016 enSathishkumar DhamodaranNo ratings yet
- Valve World IndiaDocument32 pagesValve World Indiashan07011984No ratings yet
- Cat12 s2. EmersonDocument38 pagesCat12 s2. EmersonEdgar HuancaNo ratings yet
- The Visualization of CavitationDocument5 pagesThe Visualization of Cavitationshan07011984No ratings yet
- CONTROL VALVE Reference ValvesDocument1 pageCONTROL VALVE Reference Valvesshan07011984No ratings yet
- Adobe Scan 17-Nov-2022Document1 pageAdobe Scan 17-Nov-2022shan07011984No ratings yet
- 30 FRDocument1 page30 FRshan07011984No ratings yet
- KAT A - 2036 DR - PICO DR B100 - Edition1 - 29 05 2017 - EN PDFDocument2 pagesKAT A - 2036 DR - PICO DR B100 - Edition1 - 29 05 2017 - EN PDFshan07011984No ratings yet
- Acmo Brochure Hydroflux en r01 20170428-lDocument6 pagesAcmo Brochure Hydroflux en r01 20170428-lshan07011984No ratings yet
- 2sc-Pco - Dual Solenoid Control ValveDocument3 pages2sc-Pco - Dual Solenoid Control Valveshan07011984No ratings yet
- Title: Effects of Valve Trim Geometry in Flashing ServiceDocument7 pagesTitle: Effects of Valve Trim Geometry in Flashing ServiceRamy KamalNo ratings yet
- Global Dimensions of Management and International BusinessDocument6 pagesGlobal Dimensions of Management and International Businessshan07011984No ratings yet
- Bushing FEA AnalysisDocument5 pagesBushing FEA Analysisshan07011984No ratings yet
- US9010371 - Anti Cavitation TrimDocument14 pagesUS9010371 - Anti Cavitation Trimshan07011984No ratings yet
- Theoretical and Experimental Studies On The Parylene Diaphragms For MicrodevicesDocument6 pagesTheoretical and Experimental Studies On The Parylene Diaphragms For Microdevicesshan07011984No ratings yet
- Actuators & Accessories: Pacific ValvesDocument55 pagesActuators & Accessories: Pacific ValvesEleonoraNo ratings yet
- Diaphragm DesingDocument32 pagesDiaphragm Desingshan07011984100% (1)
- Rolling Diapfragm Design - Manual PDFDocument36 pagesRolling Diapfragm Design - Manual PDFeitan-dalia4971No ratings yet
- White Paper - Taking The Mystery Out of Cavitation Final2Document26 pagesWhite Paper - Taking The Mystery Out of Cavitation Final2shan07011984No ratings yet
- ValveDocument6 pagesValveshan07011984No ratings yet
- Cat DPCV 07 15 Wafer Type Check ValveDocument24 pagesCat DPCV 07 15 Wafer Type Check Valvemoorthymech1979100% (1)
- McWAneCv Predict PDFDocument10 pagesMcWAneCv Predict PDFshan07011984No ratings yet
- Bushing FEA AnalysisDocument5 pagesBushing FEA Analysisshan07011984No ratings yet
- Patent Application Publication (10) Pub. No.: US 2013/0153808 A1Document12 pagesPatent Application Publication (10) Pub. No.: US 2013/0153808 A1shan07011984No ratings yet
- WP120509 Torque and Service Factors.129105723Document4 pagesWP120509 Torque and Service Factors.129105723TauasiNo ratings yet
- 210 and 310 Floating Ball Valves PDFDocument44 pages210 and 310 Floating Ball Valves PDFshan07011984No ratings yet
- Arv DesignDocument4 pagesArv Designshan07011984No ratings yet
- WP120509 Torque and Service Factors.129105723Document4 pagesWP120509 Torque and Service Factors.129105723TauasiNo ratings yet
- WP120509 Torque and Service Factors.129105723Document4 pagesWP120509 Torque and Service Factors.129105723TauasiNo ratings yet
- Avalon Astoria Service Manual PDFDocument106 pagesAvalon Astoria Service Manual PDFexchangenriNo ratings yet
- Rawalpindi 1 2024Document213 pagesRawalpindi 1 2024zubair5208434No ratings yet
- 2017 Fdot July Ebook PDFDocument1,226 pages2017 Fdot July Ebook PDFDamen JohnsonNo ratings yet
- Deep Diaphragm Wall Activities at RandstadRail Project in Rotterdam The NetherlandsDocument10 pagesDeep Diaphragm Wall Activities at RandstadRail Project in Rotterdam The Netherlandsayman sobhyNo ratings yet
- Fittings & Flanges For Pipe Series 2410 and 3410 Using The TaperTaper Adhesive-Bonded Joint FP657-10 0898Document40 pagesFittings & Flanges For Pipe Series 2410 and 3410 Using The TaperTaper Adhesive-Bonded Joint FP657-10 0898nidhinNo ratings yet
- No.2 Calculation of Pump Head. (Condenser Water) Air-Conditioning SystemDocument1 pageNo.2 Calculation of Pump Head. (Condenser Water) Air-Conditioning SystemRey ObiasNo ratings yet
- Chapter 1 - Water Supply System For BuildingsDocument33 pagesChapter 1 - Water Supply System For BuildingsThế VinhNo ratings yet
- MPI 8 Page BrochureDocument8 pagesMPI 8 Page BrochuresidneidecarvalhoNo ratings yet
- SR - No Description Unit Qty Unit Price Total PriceDocument4 pagesSR - No Description Unit Qty Unit Price Total Priceatwik EnterprisesNo ratings yet
- Corrotherm International Brochure 2019Document8 pagesCorrotherm International Brochure 2019colourhutNo ratings yet
- Tekriwal Website ContentDocument3 pagesTekriwal Website ContentJohn KumarNo ratings yet
- En14511 4 2004Document14 pagesEn14511 4 2004pavlosmicNo ratings yet
- 2 Plastic DeformationDocument33 pages2 Plastic DeformationpremquilonNo ratings yet
- Catálogo Válvulas SanitariasDocument10 pagesCatálogo Válvulas SanitariasHernando MuñozNo ratings yet
- Concrete Early Age Compressive Strength Development: 100 J1 J2 J3 Needle-P1Document8 pagesConcrete Early Age Compressive Strength Development: 100 J1 J2 J3 Needle-P1kvemanak9733No ratings yet
- 5.deflections Using Energy Methods PDFDocument47 pages5.deflections Using Energy Methods PDFking burgosNo ratings yet
- Fakulti Kejuruteraan Awam Universiti Teknologi Mara Pahang Laboratory ManualDocument6 pagesFakulti Kejuruteraan Awam Universiti Teknologi Mara Pahang Laboratory ManualAMIRUL MUSTAQIM BIN ABDULLAHNo ratings yet
- Fila TableDocument3 pagesFila TableShafiq ShahrulNo ratings yet
- NRF 001 Pemex 2007 - EnglishDocument28 pagesNRF 001 Pemex 2007 - EnglishCruz KenNo ratings yet
- Sprax Sarco Cseries Valve OptionDocument2 pagesSprax Sarco Cseries Valve OptionDaniel WoldeNo ratings yet
- Kirchhoffs Laws WSDocument1 pageKirchhoffs Laws WSMr BaconNo ratings yet
- Zebra2020 Deliverable-5.1 ReportDocument88 pagesZebra2020 Deliverable-5.1 ReportJenatyNo ratings yet
- Heating Ventilation and Air Conditioning Engineering and Design PDFDocument377 pagesHeating Ventilation and Air Conditioning Engineering and Design PDFSaurav Kumar SinghNo ratings yet