You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Asme Section II A Sa-358 Sa-358mDocument10 pagesAsme Section II A Sa-358 Sa-358mAnonymous GhPzn1xNo ratings yet
- Degradation of Textile Waste Water by Electrochemical MethodDocument8 pagesDegradation of Textile Waste Water by Electrochemical MethodDedeh RosmaniarNo ratings yet
- BK 2021 1375.ch001Document57 pagesBK 2021 1375.ch001Judy JanaNo ratings yet
- Quality Assurance in Reinforcement Steel PDFDocument52 pagesQuality Assurance in Reinforcement Steel PDFRajha RajeswaranNo ratings yet
- Aluminum Welding ProceduresDocument8 pagesAluminum Welding ProceduresManivannanMudhaliar0% (1)
- Medical Textiles For Health and Hygiene - StandardsDocument48 pagesMedical Textiles For Health and Hygiene - StandardsJuanNo ratings yet
- Plan ToniteDocument7 pagesPlan ToniteamirulamirNo ratings yet
- Inelastic Buckling of ColumnsDocument10 pagesInelastic Buckling of ColumnsRameez BilwaniNo ratings yet
- Presentation 1 Introduction To Fluid MechanicsDocument24 pagesPresentation 1 Introduction To Fluid Mechanicsrizalito_t7644No ratings yet
- Full Statics and Mechanics of Materials 5Th Edition Hibbeler Solutions Manual Online PDF All ChapterDocument107 pagesFull Statics and Mechanics of Materials 5Th Edition Hibbeler Solutions Manual Online PDF All Chapterjaygonzales492286100% (2)
- BASF Oilfield-Solutions StimulationDocument6 pagesBASF Oilfield-Solutions StimulationRonald Figo Torres Eche100% (1)
- Subject: Modern Pharmaceutical Analysis TechniquesDocument20 pagesSubject: Modern Pharmaceutical Analysis TechniquesJAGADEESAN BALAJINo ratings yet
- Code of Practice & Safety Guide by Australian Radiation Protection and Nuclear Safety AgencyDocument63 pagesCode of Practice & Safety Guide by Australian Radiation Protection and Nuclear Safety Agencyj李枂洙No ratings yet
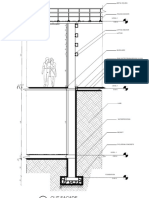
- Corte FachadaDocument1 pageCorte FachadaJuan Camilo Rivas FlorezNo ratings yet
- ThermodynamicsDocument2 pagesThermodynamicsvp02091988No ratings yet
- RF Modulus Settlement Plate-Nam Ngum 2 CFRD 0211Document14 pagesRF Modulus Settlement Plate-Nam Ngum 2 CFRD 0211szarnaniNo ratings yet
- E125-63 (2013) Standard Reference Photographs For Magnetic Particle Indications On Ferrous CastingsDocument3 pagesE125-63 (2013) Standard Reference Photographs For Magnetic Particle Indications On Ferrous CastingsudomNo ratings yet
- Unicor 2Document52 pagesUnicor 2Lam Ch100% (1)
- BOEN FitnessENGLISH Final Mpe0tDocument2 pagesBOEN FitnessENGLISH Final Mpe0tDan George IIINo ratings yet
- 01.sika Crack InjectionDocument16 pages01.sika Crack InjectiondinNo ratings yet
- Bearing Assessment For Wartsila 20Document13 pagesBearing Assessment For Wartsila 20magicalseas100% (7)
- TFSB - MV - A-5.00 To A-5.01 - Maharlika Sala - 20220930Document2 pagesTFSB - MV - A-5.00 To A-5.01 - Maharlika Sala - 20220930Abanilla BLouieNo ratings yet
- BOQ (STR) Chatai Ground NadeemDocument17 pagesBOQ (STR) Chatai Ground NadeemSyed Mohsin AliNo ratings yet
- Effect OF Selenium ON THE Structure AND Properties OF Structural SteelDocument6 pagesEffect OF Selenium ON THE Structure AND Properties OF Structural Steelkrushna bansodeNo ratings yet
- FLOWTITE Pipe Systems - Technical Characteristics - en PDFDocument36 pagesFLOWTITE Pipe Systems - Technical Characteristics - en PDFJuan Cruz Alvarez100% (1)
- AAnalyst 200 Users and Service GuideDocument331 pagesAAnalyst 200 Users and Service GuideCarneNo ratings yet
- Al-Jazeera Afrw Fluorescent Clear EngDocument1 pageAl-Jazeera Afrw Fluorescent Clear EngbsranjhaNo ratings yet
- Separation and Purification TechnologyDocument10 pagesSeparation and Purification TechnologyPedro Henrique MagachoNo ratings yet
- Edic Lecture 1 03082005Document71 pagesEdic Lecture 1 03082005SAAVY SINGHNo ratings yet
- Fixed CapacitorDocument14 pagesFixed CapacitorMark Anthony RagayNo ratings yet