You might also like
- Fuyao Group 10Document6 pagesFuyao Group 10Kundan Thakan0% (1)
- Sterling Test Prep College Physics Practice Questions: Vol. 2, High Yield College Physics Questions with Detailed ExplanationsFrom EverandSterling Test Prep College Physics Practice Questions: Vol. 2, High Yield College Physics Questions with Detailed ExplanationsNo ratings yet
- ERP Modules Types, Features & FunctionsDocument30 pagesERP Modules Types, Features & FunctionsFaisal Mahmood 23-FMS/PHDTM/F1650% (2)
- EOQ Vs EPQDocument18 pagesEOQ Vs EPQParidhi Aggarwal100% (1)
- Safety Stock ConceptsDocument35 pagesSafety Stock ConceptsjayakumargjNo ratings yet
- 2.0 Managing Uncertainty in Demand With Safety StockDocument19 pages2.0 Managing Uncertainty in Demand With Safety Stocksaswat1953419No ratings yet
- Lect 12 - Continuous & Periodic Review SystemsDocument38 pagesLect 12 - Continuous & Periodic Review SystemsBharath BalasubramanianNo ratings yet
- Lect 12 EOQ SCMDocument38 pagesLect 12 EOQ SCMApporva MalikNo ratings yet
- Chapter 12Document61 pagesChapter 12Sandeep PanNo ratings yet
- Lecture 21Document39 pagesLecture 21kmeshramNo ratings yet
- Managing Uncertainty in A Supply Chain Safety InventoryDocument41 pagesManaging Uncertainty in A Supply Chain Safety InventorySyed Kamran AbbasNo ratings yet
- 第六單元:Inventory Management: Safety Inventory (I)Document54 pages第六單元:Inventory Management: Safety Inventory (I)Rohan ViswanathNo ratings yet
- 17 Safety InventoryDocument47 pages17 Safety Inventorymishrakanchan 2396No ratings yet
- CH 12 Student KrajewskiDocument28 pagesCH 12 Student KrajewskiprasanthmctNo ratings yet
- Scma 444 - Exam 2 Cheat SheetDocument2 pagesScma 444 - Exam 2 Cheat SheetAshley PoppenNo ratings yet
- Chap011 Inventory R1Document47 pagesChap011 Inventory R1nuelNo ratings yet
- Managing Uncertainty in The Supply Chain Safety Inventory8&9Document30 pagesManaging Uncertainty in The Supply Chain Safety Inventory8&9niruthir100% (1)
- Chapter 11-Without AggregationDocument42 pagesChapter 11-Without AggregationMayank PrakashNo ratings yet
- Role of Inventory Management in SCMDocument29 pagesRole of Inventory Management in SCMKhaled Hasan KhanNo ratings yet
- Reorder Point 2Document38 pagesReorder Point 2Abhilash NoxNo ratings yet
- Inventory Management in Supply ChainDocument43 pagesInventory Management in Supply ChainRashi VajaniNo ratings yet
- SCM 2Document39 pagesSCM 2athavaleaditya54No ratings yet
- Distribution Inventory Systems: Dr. Everette S. Gardner, JRDocument46 pagesDistribution Inventory Systems: Dr. Everette S. Gardner, JRahmedmaeNo ratings yet
- EOQ Vs EPQDocument17 pagesEOQ Vs EPQAarti SounNo ratings yet
- Safety Inventory: P.Chandiran, LIBADocument42 pagesSafety Inventory: P.Chandiran, LIBAHammad AhmedNo ratings yet
- SCM - 13-14 - Chapter 12 - UpdatedDocument15 pagesSCM - 13-14 - Chapter 12 - UpdatedUdhav JoshiNo ratings yet
- Capítulo 11, Chopra - Inventario de Seguridad en La Cadena de SuministroDocument40 pagesCapítulo 11, Chopra - Inventario de Seguridad en La Cadena de SuministroBräyän MüñöszNo ratings yet
- Chap 015Document43 pagesChap 015Ponkiya AnkitNo ratings yet
- Chap015 Inventory ControlDocument43 pagesChap015 Inventory ControlKhushbu ChandnaniNo ratings yet
- Lecture 20Document36 pagesLecture 20pavan79No ratings yet
- Cycle InventoryDocument40 pagesCycle InventoryMayaNo ratings yet
- Lect11 PDFDocument30 pagesLect11 PDFAndrei SzuderNo ratings yet
- Periodic Review Inventory Model WithDocument18 pagesPeriodic Review Inventory Model WithDr-Mohammed FaridNo ratings yet
- P ModelsDocument4 pagesP ModelsBreno FrançaNo ratings yet
- Chapter 05Document75 pagesChapter 05mushtaque61No ratings yet
- Chapter 9 FormulaDocument4 pagesChapter 9 Formulamay2mstNo ratings yet
- Managing Business Process Flows 3rd Edition Anupindi Solutions ManualDocument10 pagesManaging Business Process Flows 3rd Edition Anupindi Solutions Manualoutscoutumbellar.2e8na100% (22)
- Stochastic Inventory ModelsDocument55 pagesStochastic Inventory ModelsLaura RobayoNo ratings yet
- Phạm Thị Yến Ngọc IELSIU19215 Homework 4aDocument3 pagesPhạm Thị Yến Ngọc IELSIU19215 Homework 4aNguyễn QuỳnhNo ratings yet
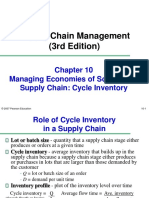
- Supply Chain Management (3rd Edition) : Managing Economies of Scale in The Supply Chain: Cycle InventoryDocument45 pagesSupply Chain Management (3rd Edition) : Managing Economies of Scale in The Supply Chain: Cycle Inventory0825Pratyush TiwariNo ratings yet
- Supply Chain Management (3rd Edition) : Managing Economies of Scale in The Supply Chain: Cycle InventoryDocument28 pagesSupply Chain Management (3rd Edition) : Managing Economies of Scale in The Supply Chain: Cycle InventoryCeceNo ratings yet
- Inventory Control and MRP: Economic Order Quantity (Eoq)Document32 pagesInventory Control and MRP: Economic Order Quantity (Eoq)Furikuri AziziNo ratings yet
- W3 - Inventory Management Part 2 (Pendek 2022 2023)Document47 pagesW3 - Inventory Management Part 2 (Pendek 2022 2023)HENRIKUS HARRY UTOMONo ratings yet
- Inventory ControlDocument26 pagesInventory ControlhajarawNo ratings yet
- Inventory Control Subject To Uncertain DemandDocument41 pagesInventory Control Subject To Uncertain DemandAfifahSeptiaNo ratings yet
- Operations Management Assignment 3Document11 pagesOperations Management Assignment 3aha55cNo ratings yet
- Supply Chain Management (3rd Edition) : Managing Economies of Scale in The Supply Chain: Cycle InventoryDocument24 pagesSupply Chain Management (3rd Edition) : Managing Economies of Scale in The Supply Chain: Cycle InventoryAkash KumarNo ratings yet
- Inventory Control: Operations ManagementDocument43 pagesInventory Control: Operations ManagementRahul KhannaNo ratings yet
- 05-SCM - Planning and Managing InventoryDocument26 pages05-SCM - Planning and Managing Inventoryxan pitchuNo ratings yet
- Supply Chain Management (3rd Edition) : Managing Economies of Scale in The Supply Chain: Cycle InventoryDocument45 pagesSupply Chain Management (3rd Edition) : Managing Economies of Scale in The Supply Chain: Cycle InventoryVinoadh Kumar KrishnanNo ratings yet
- Supply Chain Management (2nd Edition) : BAB 12 Penentuan Level Ketersediaan Optimal Dalam Supply ChainDocument28 pagesSupply Chain Management (2nd Edition) : BAB 12 Penentuan Level Ketersediaan Optimal Dalam Supply ChainSour CandyNo ratings yet
- Inventory Management 2Document5 pagesInventory Management 2few.fearlessNo ratings yet
- PPIC-5b-01-Independent Demand Ordering Systems-Rabu-4-11 Maret - 2020Document25 pagesPPIC-5b-01-Independent Demand Ordering Systems-Rabu-4-11 Maret - 2020Daffa JNo ratings yet
- Managing Uncertainty in A Supply Chain - Safety Inventory: BITS PilaniDocument67 pagesManaging Uncertainty in A Supply Chain - Safety Inventory: BITS PilaniVineet AgarwalNo ratings yet
- Chapter 17. Inventory Control: Inventory Is The Stock of Any Item or Resource Used in AnDocument21 pagesChapter 17. Inventory Control: Inventory Is The Stock of Any Item or Resource Used in AnHassan SalamaNo ratings yet
- ROP LogicDocument8 pagesROP Logich_badgujarNo ratings yet
- Lect9 PDFDocument34 pagesLect9 PDFAndrei SzuderNo ratings yet
- Inventory Management II PPT 16-18Document16 pagesInventory Management II PPT 16-18Prateek KonvictedNo ratings yet
- Demand Variability: TV DistributorDocument20 pagesDemand Variability: TV DistributorPawan RajputNo ratings yet
- Sterling Test Prep College Physics Practice Questions: Vol. 1, High Yield College Physics Questions with Detailed ExplanationsFrom EverandSterling Test Prep College Physics Practice Questions: Vol. 1, High Yield College Physics Questions with Detailed ExplanationsNo ratings yet
- Measurement of Length - Screw Gauge (Physics) Question BankFrom EverandMeasurement of Length - Screw Gauge (Physics) Question BankNo ratings yet
- Intermediate Accounting 3 2023 - Chap 1-9 Answer KeyDocument23 pagesIntermediate Accounting 3 2023 - Chap 1-9 Answer Keymain.krisselynreigne.moralesNo ratings yet
- A Resource Dependency StudyDocument1 pageA Resource Dependency StudySnigdha AgrawalNo ratings yet
- Professional Practice Questionaire Thousand QuestionDocument165 pagesProfessional Practice Questionaire Thousand QuestionMike Xross100% (1)
- CV Parveen KDocument5 pagesCV Parveen KAshish BhartiNo ratings yet
- Basundhara Departmental StoreDocument20 pagesBasundhara Departmental StoreNurul Absar RashedNo ratings yet
- Phone Care: Items DescriptionsDocument5 pagesPhone Care: Items DescriptionsZamzarina Che MatNo ratings yet
- Accounting Information System Thesis SampleDocument7 pagesAccounting Information System Thesis Samplecarmensanbornmanchester100% (2)
- Reflection Paper On Human Resource Management - Juliana Honeylet L. AmperDocument7 pagesReflection Paper On Human Resource Management - Juliana Honeylet L. AmperJuliana Honeylet L. AmperNo ratings yet
- Work Scopes of An Office EngineerDocument1 pageWork Scopes of An Office EngineerReymundo BejaNo ratings yet
- m34 Pa2 (Guerrero)Document22 pagesm34 Pa2 (Guerrero)Rosemarie CruzNo ratings yet
- 225 Final Questions PDFDocument4 pages225 Final Questions PDFValerie PriadkinaNo ratings yet
- Public RelationsDocument13 pagesPublic Relations5741 Jeenia MongaNo ratings yet
- PWC Germany Case StudyDocument3 pagesPWC Germany Case StudydigvijaygargNo ratings yet
- Presented By: Nida Naqvi, Ayesha Hussain Sajjad Ali, Rizwan AkhtarDocument17 pagesPresented By: Nida Naqvi, Ayesha Hussain Sajjad Ali, Rizwan AkhtarAyesha Hussain MughalNo ratings yet
- Functions of Central Bank Final PresentationDocument27 pagesFunctions of Central Bank Final PresentationZayed Mohammad JohnyNo ratings yet
- Chapter 19 Managing Personal CommunicationsDocument15 pagesChapter 19 Managing Personal CommunicationsButch TuanNo ratings yet
- Intl. HRM MBA Lesson PlanDocument4 pagesIntl. HRM MBA Lesson PlanbrupeenNo ratings yet
- AS9100 Rev D Procedure SampleDocument2 pagesAS9100 Rev D Procedure SampleGiridhar PutchaNo ratings yet
- SOA Acct 2738103 32023Document2 pagesSOA Acct 2738103 32023L&L TransportNo ratings yet
- Synopsis of The Project: Topic NameDocument4 pagesSynopsis of The Project: Topic NameAdwait KhareNo ratings yet
- Gemba Kaizen Presentation To IcpakDocument75 pagesGemba Kaizen Presentation To IcpakSeenivasagam SeenuNo ratings yet
- PSA 220 Long SummaryDocument6 pagesPSA 220 Long SummaryKaye Alyssa EnriquezNo ratings yet
- Quote - Q2045201Document2 pagesQuote - Q2045201makhanyasibusisiwe7No ratings yet
- Marico BangladeshDocument18 pagesMarico BangladeshQuazi Omar FerdousNo ratings yet
- Quality Department Annual PlanDocument24 pagesQuality Department Annual PlanKumaravelNo ratings yet
- Bryan Sason Resume Des'20Document1 pageBryan Sason Resume Des'20Le minerNo ratings yet
- IIM A GenMan GuideDocument92 pagesIIM A GenMan Guidevedvrat chaudharyNo ratings yet
- MCQ in Engineering Economics Part 15 ECE Board ExamDocument19 pagesMCQ in Engineering Economics Part 15 ECE Board ExamDaryl GwapoNo ratings yet