You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Batch ReactorDocument9 pagesBatch ReactorLisajanelollyNo ratings yet
- Design of Compact Plate Fin Heat Exchanger: Jainender DewatwalDocument61 pagesDesign of Compact Plate Fin Heat Exchanger: Jainender DewatwalLisajanelollyNo ratings yet
- DK Eyewitness Travel Guide JapanDocument410 pagesDK Eyewitness Travel Guide JapanLisajanelolly100% (9)
- 2014 Chapter 2 Gas Liquid FlowDocument37 pages2014 Chapter 2 Gas Liquid FlowLisajanelollyNo ratings yet
- Heat Transfer SolutionsDocument9 pagesHeat Transfer SolutionsLisajanelollyNo ratings yet
- PIC Pressure Control LabDocument6 pagesPIC Pressure Control LabLisajanelollyNo ratings yet
- Momentum Transfer: Lecture 3: Equations of Change For Isothermal SystemsDocument31 pagesMomentum Transfer: Lecture 3: Equations of Change For Isothermal SystemsLisajanelollyNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hydraulic and Pneumatic (CT322)Document8 pagesHydraulic and Pneumatic (CT322)Timothy Fields0% (1)
- Energies: Techno-Economic Analysis of Utility-Scale Solar Photovoltaic Plus Battery Power PlantDocument22 pagesEnergies: Techno-Economic Analysis of Utility-Scale Solar Photovoltaic Plus Battery Power PlantMoshNo ratings yet
- Rheem Water Heater TroubleshootingDocument3 pagesRheem Water Heater Troubleshootingtexastig2347No ratings yet
- 1 DESIGN AND COSTING OF 10KW Solar ModuleDocument7 pages1 DESIGN AND COSTING OF 10KW Solar ModuleYash PratapNo ratings yet
- Las-Physical ScienceDocument5 pagesLas-Physical ScienceDainavi Lizarte Bayucan PalitayanNo ratings yet
- 240-105453648 Fossil Fuel Firing Regulations StandardDocument78 pages240-105453648 Fossil Fuel Firing Regulations StandardiabhuaNo ratings yet
- 01 Financial and Technical Proposal For 4Kwp Solar SystemDocument3 pages01 Financial and Technical Proposal For 4Kwp Solar SystemSalman Sakib100% (1)
- MSZ-HR R32: Classic Wall Mounted SystemDocument2 pagesMSZ-HR R32: Classic Wall Mounted SystemMatthewNo ratings yet
- Improvement To Rankine CycleDocument11 pagesImprovement To Rankine Cyclegjanklesaria100% (1)
- Boiler Furnace Design and DutyDocument6 pagesBoiler Furnace Design and Dutyأمير حارث100% (1)
- Multi-Pressure Refrigeration SystemsDocument12 pagesMulti-Pressure Refrigeration Systemsciko_kacrut75% (4)
- 660 MW Warm Startup Procedures Warm Start Up After 36 Hrs Shutdown and HPC Temperature 340 C and Ipc 320 C With Boiler PR 1 To 30 KSCDocument6 pages660 MW Warm Startup Procedures Warm Start Up After 36 Hrs Shutdown and HPC Temperature 340 C and Ipc 320 C With Boiler PR 1 To 30 KSCdjfffNo ratings yet
- Data Sheet PDFDocument2 pagesData Sheet PDFSupermecNo ratings yet
- Solar Water Pump: Abhay Panchal Ali Abbas Patel Sujal Patel Vraj Patel PrinceDocument12 pagesSolar Water Pump: Abhay Panchal Ali Abbas Patel Sujal Patel Vraj Patel PrinceAbhay PanchalNo ratings yet
- CE 336 Lab #7Document11 pagesCE 336 Lab #7husseinfarhatmNo ratings yet
- Stainlesslite Plus: Design, Installation & ServicingDocument19 pagesStainlesslite Plus: Design, Installation & ServicingtomasNo ratings yet
- ME/MTECH ELECTRICAL Project ListDocument7 pagesME/MTECH ELECTRICAL Project ListBUDDHA ELECTRICAL SMART TECHNOLOGIESNo ratings yet
- Autothermal Reforming For Efficient and Versatile Syngas ProductionDocument17 pagesAutothermal Reforming For Efficient and Versatile Syngas ProductionAlan Flores RamirezNo ratings yet
- Product People & Company Oryon Watermill GroupDocument20 pagesProduct People & Company Oryon Watermill GroupDeddy LesmanaNo ratings yet
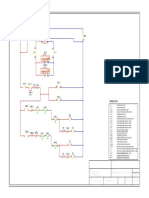
- Diagramas Electrico Unifilar Chiller Pycca-ModelDocument1 pageDiagramas Electrico Unifilar Chiller Pycca-ModelFernando Garnica DelgadoNo ratings yet
- 28 Olefin CrackingDocument2 pages28 Olefin CrackingRohisham Ismail100% (1)
- Ptu2 27-27 Hyd - Psst1012-UkDocument2 pagesPtu2 27-27 Hyd - Psst1012-UkΧριστίνα ΝτυμπέκουNo ratings yet
- 05 - Trane - Green PowerpointDocument12 pages05 - Trane - Green PowerpointAbhijitNo ratings yet
- Me0302 Assn Tutorial QDocument4 pagesMe0302 Assn Tutorial QVijay Pal Singh0% (1)
- Acid Gas Dew PointDocument8 pagesAcid Gas Dew Pointzubair195No ratings yet
- SSC Cat - Steam Relief ValvesDocument15 pagesSSC Cat - Steam Relief ValvesArief sitompulNo ratings yet
- Muhammad Ibraheem Tahir: Career ObjectiveDocument1 pageMuhammad Ibraheem Tahir: Career Objectiveismaeel247No ratings yet
- AEC3101 Compressors & Turbines: Dr.P.N.Kadiresh Professor/Aerospace EngineeringDocument75 pagesAEC3101 Compressors & Turbines: Dr.P.N.Kadiresh Professor/Aerospace EngineeringPraveen SundararajanNo ratings yet
- Different Types of Renewable EnergiesDocument1 pageDifferent Types of Renewable EnergiesJamlick KibuchiNo ratings yet
- 01-Main Components of Diesel EnginesDocument11 pages01-Main Components of Diesel EnginesAHMADNo ratings yet