You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 4003q1 Specimen PaperDocument16 pages4003q1 Specimen Paperwatson0% (1)
- Ball ValvesDocument112 pagesBall ValvesAlexjohn2009No ratings yet
- Inert Anode For Al ProductionDocument10 pagesInert Anode For Al ProductionErin Morales100% (1)
- Fe 500 D Brochure 2018Document4 pagesFe 500 D Brochure 2018Sanjit DasNo ratings yet
- Indian Steel Market ScanDocument8 pagesIndian Steel Market Scanminushastri33No ratings yet
- Cast Iron BrochureDocument12 pagesCast Iron BrochureFlamarion BadaroNo ratings yet
- Astm E350 95pdf PDFDocument58 pagesAstm E350 95pdf PDFJuliaBundaMumtazNo ratings yet
- Niobium in Cast IronDocument13 pagesNiobium in Cast IronTayyab HussainNo ratings yet
- BHNHS-JHS DISTRIBUTION OF TABLETS (Responses)Document517 pagesBHNHS-JHS DISTRIBUTION OF TABLETS (Responses)Mam Gen50% (2)
- 4 Chemical Equations and StoichiometryDocument2 pages4 Chemical Equations and Stoichiometryalina singhaniaNo ratings yet
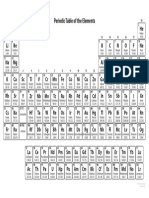
- B & W Periodic TableDocument1 pageB & W Periodic Tableshubham dagaleNo ratings yet
- Company Name Business State/Country Name Designation: Participant ListDocument3 pagesCompany Name Business State/Country Name Designation: Participant Listthe creationNo ratings yet
- Ferric Chloride Precipitation-TMPL v6 PDFDocument4 pagesFerric Chloride Precipitation-TMPL v6 PDFmghaffarzadehNo ratings yet
- Experiment Vi Photochemical Reduction of Iron (Iii) IonsDocument3 pagesExperiment Vi Photochemical Reduction of Iron (Iii) IonsSafa AnnNo ratings yet
- BỘ TIÊU CHUẨN THÉP TƯƠNG ĐƯƠNG - STEEL STANDARD EQUIPVALENTDocument12 pagesBỘ TIÊU CHUẨN THÉP TƯƠNG ĐƯƠNG - STEEL STANDARD EQUIPVALENTLưu DuyNo ratings yet
- Advanced FCC Troubleshooting Via Ecat Data InterpretationDocument4 pagesAdvanced FCC Troubleshooting Via Ecat Data Interpretationsaleh4060No ratings yet
- Seshadri Et Al 2015 Rhizosphere JSSPN Special IssueDocument25 pagesSeshadri Et Al 2015 Rhizosphere JSSPN Special IssueEcobalajiNo ratings yet
- 12th Biology Gene Replacement NotesDocument49 pages12th Biology Gene Replacement NotesAbishek DhinakaranNo ratings yet
- Using Lock-N-Stitch Procedures For Casting Repair InsertosDocument32 pagesUsing Lock-N-Stitch Procedures For Casting Repair InsertosAlan GonzalezNo ratings yet
- Mar 22 AvlDocument1 pageMar 22 AvlBala KrishnanNo ratings yet
- Study Material On Passivity and Corrosion by Dr. D. M. PatelDocument15 pagesStudy Material On Passivity and Corrosion by Dr. D. M. PatelAbdalla OmarNo ratings yet
- Engineering Materials Objective Questions With Answers - Set 15 - ObjectiveBooksDocument5 pagesEngineering Materials Objective Questions With Answers - Set 15 - ObjectiveBooksSample UseNo ratings yet
- The New Anglo Platinum Converting Project: P Viviers and K HinesDocument8 pagesThe New Anglo Platinum Converting Project: P Viviers and K HinesHabram Miranda AlcantaraNo ratings yet
- Cambridge IGCSE: CHEMISTRY 0620/42Document12 pagesCambridge IGCSE: CHEMISTRY 0620/42ZubairHassanNo ratings yet
- 160 11015 01 Lesson 10 Iron in CerealDocument11 pages160 11015 01 Lesson 10 Iron in CerealBins AgaNo ratings yet
- Uppp2 Sem 2 2017Document5 pagesUppp2 Sem 2 2017Loh Wai YeeNo ratings yet
- M0111SEe Ergonomic Hand Auger Set c4ffDocument17 pagesM0111SEe Ergonomic Hand Auger Set c4ffJorge RojasNo ratings yet
- Lecture 2 Material PDFDocument235 pagesLecture 2 Material PDFdatnguyen789jNo ratings yet
- 3Fe+4H2O Fee3O4+8H+ - HoffmeisterDocument1 page3Fe+4H2O Fee3O4+8H+ - HoffmeisterBrayan UribeNo ratings yet
- CDQDocument2 pagesCDQKalai SelvanNo ratings yet