0% found this document useful (0 votes)
1K views6 pagesEssential Variables
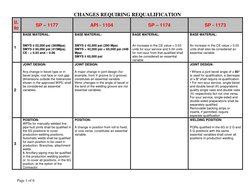
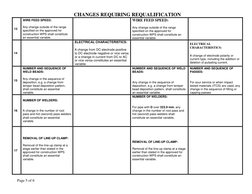
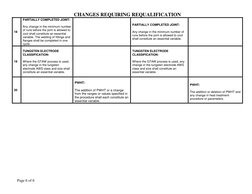
This document outlines 15 changes that would require requalification of welding procedures. These include changes to:
1. Base material properties like yield strength and carbon equivalent.
2. Joint design features like bevel type or angle.
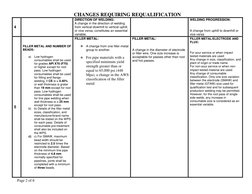
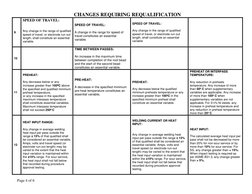
3. Welding position, direction, filler metal type or size, shielding gas composition or flow rate, preheat temperature, heat input, and number/sequence of weld beads.
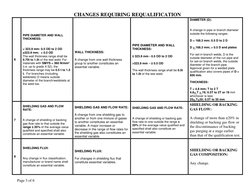
4. Pipe diameter or wall thickness outside the ranges qualified.
Any of these changes are considered essential variables that would require requalifying the welding procedure to ensure acceptable weld quality is maintained.
Uploaded by
Vikas LkCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
1K views6 pagesEssential Variables
This document outlines 15 changes that would require requalification of welding procedures. These include changes to:
1. Base material properties like yield strength and carbon equivalent.
2. Joint design features like bevel type or angle.
3. Welding position, direction, filler metal type or size, shielding gas composition or flow rate, preheat temperature, heat input, and number/sequence of weld beads.
4. Pipe diameter or wall thickness outside the ranges qualified.
Any of these changes are considered essential variables that would require requalifying the welding procedure to ensure acceptable weld quality is maintained.
Uploaded by
Vikas LkCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd