You might also like
- Bulk Materials Handling in The Mining IndustryDocument12 pagesBulk Materials Handling in The Mining IndustrypabulumzengNo ratings yet
- Chute Design Considerations For Feeding and TransferDocument19 pagesChute Design Considerations For Feeding and TransferRodrigo Elias Armella LópezNo ratings yet
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- CEMA-Standard Skirtboard WidthDocument1 pageCEMA-Standard Skirtboard WidthachmatNo ratings yet
- Chute Calculation ExampleDocument1 pageChute Calculation ExampleRené Mella CidNo ratings yet
- MPE Chute DesignDocument24 pagesMPE Chute DesignGareth Blakey100% (2)
- Chutes Design PDFDocument11 pagesChutes Design PDFWaris La Joi Wakatobi100% (1)
- Chute Performance and Design For Rapid Flow ConditionsDocument8 pagesChute Performance and Design For Rapid Flow Conditionsscrane@No ratings yet
- Improved Transfer Chute Design Using DEM Software To Predict Material Flow BehaviourDocument126 pagesImproved Transfer Chute Design Using DEM Software To Predict Material Flow BehaviourAhmedNo ratings yet
- Belt ConveyorDocument3 pagesBelt ConveyorJawed AnsariNo ratings yet
- Pipe ConveyorDocument4 pagesPipe ConveyorDIBYENDU MONDALNo ratings yet
- The Values Are Not Linked With Anywhere ..: Conveyor ProfileDocument33 pagesThe Values Are Not Linked With Anywhere ..: Conveyor ProfileMustafa Akbar100% (1)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- Bins & Feeders in Cement IndustryDocument29 pagesBins & Feeders in Cement IndustryNaelNo ratings yet
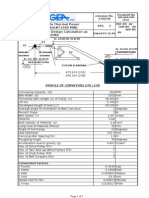
- Project: Vijayawada Thermal Power Station, Stage-IV Unit#7 (500 MW) Subject: Conveyor Design Calculation As Per 5th Edition of CEMADocument7 pagesProject: Vijayawada Thermal Power Station, Stage-IV Unit#7 (500 MW) Subject: Conveyor Design Calculation As Per 5th Edition of CEMASara Lopez100% (8)
- Transfer ChuteDocument127 pagesTransfer ChuteVenkat Reddy Yedulla50% (6)
- Spile Bar DeflectionDocument9 pagesSpile Bar DeflectionIsaac KendallNo ratings yet
- Cema Design BookDocument59 pagesCema Design BookBapu612345No ratings yet
- Presentation On Transfer Chute (IKC) PDFDocument53 pagesPresentation On Transfer Chute (IKC) PDFidey100% (2)
- Design Aspects of A Motorised Travelling TripperDocument5 pagesDesign Aspects of A Motorised Travelling Trippercar5lyle100% (1)
- Conveyor Belt Design Manual Contitech - EngDocument140 pagesConveyor Belt Design Manual Contitech - Engcanito73100% (12)
- Helix Chute Design Sample Report 2Document26 pagesHelix Chute Design Sample Report 2Sergio Diaz DuarteNo ratings yet
- Travelling Tripper CalculationDocument5 pagesTravelling Tripper CalculationHarshGupta100% (2)
- Lecture 4 - Belt Conveying - Trans CurvesDocument18 pagesLecture 4 - Belt Conveying - Trans CurvesFabio MiguelNo ratings yet
- Japan Pipe Belt Conveyor Sy...Document7 pagesJapan Pipe Belt Conveyor Sy...salkan_rahmanovic810No ratings yet
- Jenikes' TheoryDocument209 pagesJenikes' TheoryMohammad Bataineh100% (1)
- Shiploader Rev2 27may2010 PDFDocument24 pagesShiploader Rev2 27may2010 PDFYin ThoNo ratings yet
- Elastic Stability of Circular Cylindrical ShellsFrom EverandElastic Stability of Circular Cylindrical ShellsRating: 5 out of 5 stars5/5 (1)
- Conveyor Belt Loading AnalysisDocument4 pagesConveyor Belt Loading Analysisfcbeltrano3699No ratings yet
- Examples of Good and Bad Chute DesignDocument8 pagesExamples of Good and Bad Chute DesignfranciscoNo ratings yet
- ChuteDesignFormulas Paper43Document11 pagesChuteDesignFormulas Paper43Martin LarochelleNo ratings yet
- Transfer Station Design For Iron OreDocument7 pagesTransfer Station Design For Iron Oreedmond1000No ratings yet
- Chute Design Jenike - Complex Calcs PDFDocument5 pagesChute Design Jenike - Complex Calcs PDFGeorge McMullinNo ratings yet
- Extract From The Book Belt FeederDocument93 pagesExtract From The Book Belt FeederPushp Dutt100% (1)
- Sole PlatesDocument12 pagesSole Platesjonodo89No ratings yet
- Apron FeederDocument10 pagesApron FeederKenny Ruiz100% (1)
- CP6 Chain FeederDocument119 pagesCP6 Chain Feederdeddy ariyantoNo ratings yet
- 04 Pipe ConveyorsDocument77 pages04 Pipe Conveyorsbetojulio100% (2)
- Belt Conveyor Design Criteria Within Anglo American CorporationDocument20 pagesBelt Conveyor Design Criteria Within Anglo American Corporationwk13thNo ratings yet
- Troughed Belt ConveyorsDocument18 pagesTroughed Belt Conveyorsjyoti ranjan nayak80% (5)
- Bulk Material Handling Belt-Conveyor-CatalogDocument21 pagesBulk Material Handling Belt-Conveyor-CatalogjayNo ratings yet
- Belt Conveyor Pulley DesignDocument11 pagesBelt Conveyor Pulley Designthakur_raghab100% (1)
- Belt Feeder Design: Starting Load Calculations: A.E. Maton, AustraliaDocument4 pagesBelt Feeder Design: Starting Load Calculations: A.E. Maton, AustraliaJakes100% (1)
- CB Selecting The Proper Conveyor BeltDocument18 pagesCB Selecting The Proper Conveyor BeltdineshNo ratings yet
- 5.efficient Transfer Chutes-A Case Study PDFDocument6 pages5.efficient Transfer Chutes-A Case Study PDFJaco KotzeNo ratings yet
- Travelling Trippers PDFDocument4 pagesTravelling Trippers PDFPinakesh GhoshNo ratings yet
- Chute Design EssentialsDocument29 pagesChute Design EssentialsJakes100% (3)
- Conveyor Structure DesignDocument44 pagesConveyor Structure DesignAizaz Shaikh83% (6)
- Coal Feeder Catalog (Color)Document10 pagesCoal Feeder Catalog (Color)suparnabhoseNo ratings yet
- Transfer Chute For Bulk Materi PDFDocument131 pagesTransfer Chute For Bulk Materi PDFAkhilprasad SadigeNo ratings yet
- Transfer Chute Design ManualDocument4 pagesTransfer Chute Design ManualluiasnadradeNo ratings yet
- Manual Helix Delta t6Document309 pagesManual Helix Delta t6Ricardo Garay Reinoso100% (2)
- Transfer Chute For Bulk MaterialDocument131 pagesTransfer Chute For Bulk Materialmishra_1982100% (9)
- Sidewinder Manual (001-155)Document150 pagesSidewinder Manual (001-155)NighWolfNo ratings yet
- Belt Conveyor Dynamic AnalysisDocument3 pagesBelt Conveyor Dynamic AnalysisAmit BhaduriNo ratings yet
- Belt Conveyor Pulley Design - Why The Failures - Terry KingDocument11 pagesBelt Conveyor Pulley Design - Why The Failures - Terry KingJakesNo ratings yet
- Chute Design Considerations For Feeding and TransferDocument19 pagesChute Design Considerations For Feeding and TransferovunctezerNo ratings yet
- Wear in ChutesDocument17 pagesWear in ChutesJDNo ratings yet
- Chute Design Considerations For Feeding and TransferDocument17 pagesChute Design Considerations For Feeding and TransferJose ArteagaNo ratings yet
- Chute Design Considerations For Feeding and TransferDocument11 pagesChute Design Considerations For Feeding and TransferWaris La Joi WakatobiNo ratings yet
- LTE Counter Description - SLR2.3Document403 pagesLTE Counter Description - SLR2.3Latesh K ThakurNo ratings yet
- Eng Spec 1002 DWDocument1 pageEng Spec 1002 DWDragos CazaceanuNo ratings yet
- DP Monitor 14061 DriversDocument1,087 pagesDP Monitor 14061 Driversberto_716No ratings yet
- Control Theory TutorialDocument112 pagesControl Theory Tutorialananda melania prawesti100% (1)
- MS Time SDN BHD Financial Statement 2021Document70 pagesMS Time SDN BHD Financial Statement 2021YuvarajNo ratings yet
- Deckwatchkeeping 1 - Collision RegulationDocument13 pagesDeckwatchkeeping 1 - Collision RegulationLalyn Navora BalansagNo ratings yet
- (02-03-2013) Design and Fabrication of Solar Seed SprayerDocument25 pages(02-03-2013) Design and Fabrication of Solar Seed Sprayerrrameshsmit0% (1)
- F10 Wiring Diagram: NotesDocument1 pageF10 Wiring Diagram: Notesandres felipe jimenez cordobaNo ratings yet
- Wind Load WarehousDocument12 pagesWind Load WarehousWaqas AnjumNo ratings yet
- .UA76 6. .A766 - .UM78 2.: Cancun, MexicoDocument46 pages.UA76 6. .A766 - .UM78 2.: Cancun, MexicoArgel Rios100% (1)
- SG10 ICT Chapter6Document36 pagesSG10 ICT Chapter6Rasika JayawardanaNo ratings yet
- Paint ReportDocument31 pagesPaint ReportMark Vincent Esmeralda MamigoNo ratings yet
- Method Statment For Bridge ConstructionDocument119 pagesMethod Statment For Bridge ConstructionSadek SinanNo ratings yet
- PDFDocument244 pagesPDFRené Mella CidNo ratings yet
- Ucm SyllabusDocument2 pagesUcm Syllabusarun2386No ratings yet
- Padma Reddy Vtu PDFDocument2 pagesPadma Reddy Vtu PDFsuraj B0% (3)
- Engineering Fracture Mechanics: Michele Zappalorto, Marco Salviato, Marino QuaresiminDocument15 pagesEngineering Fracture Mechanics: Michele Zappalorto, Marco Salviato, Marino QuaresiminHaile SolomonNo ratings yet
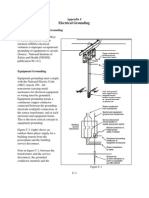
- Electrical Grounding - NecDocument7 pagesElectrical Grounding - NecWaldemar Yepes CampuzanoNo ratings yet
- May 2016Document124 pagesMay 2016Treatment Plant Operator Magazine100% (2)
- Polyurethane DispersionsDocument10 pagesPolyurethane DispersionsalpersakirmetinNo ratings yet
- Open XpsDocument282 pagesOpen Xpsjosefer0716No ratings yet
- Solid Works 2009 English Installation GuideDocument14 pagesSolid Works 2009 English Installation GuideJuliana Szekir BergerNo ratings yet
- The Wilkinson Power Divider 723Document3 pagesThe Wilkinson Power Divider 723tugasutomoNo ratings yet
- Infrastructure ComponentsDocument26 pagesInfrastructure Componentsoureducation.inNo ratings yet
- Uam. Horizontal and Vertical MotionDocument27 pagesUam. Horizontal and Vertical MotionVee Silang100% (1)
- Games Merangkumi Topik Sains Tahun 5Document60 pagesGames Merangkumi Topik Sains Tahun 5usemyknow.blogspot.comNo ratings yet
- DC Shunt Motor - Speed Control & Characteristics - Electrical4U PDFDocument4 pagesDC Shunt Motor - Speed Control & Characteristics - Electrical4U PDFIvica IndjinNo ratings yet
- DCS-Su27 Operator's Manual.Document32 pagesDCS-Su27 Operator's Manual.Carlos Garrido Regatero100% (1)