You might also like
- Soldadura en el montaje de tuberías. FMEC0108From EverandSoldadura en el montaje de tuberías. FMEC0108Rating: 3.5 out of 5 stars3.5/5 (3)
- Procesos de Soldadura - DFW PDFDocument44 pagesProcesos de Soldadura - DFW PDFlast1973No ratings yet
- Soldadura MAG de chapas de acero al carbono. FMEC0210From EverandSoldadura MAG de chapas de acero al carbono. FMEC0210No ratings yet
- Soldaduras Tipo PDFDocument110 pagesSoldaduras Tipo PDFSergio Rivera Seals100% (1)
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210From EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210No ratings yet
- 02-0192 Riesgos Laborales en Tecnicas de SoldaduraDocument72 pages02-0192 Riesgos Laborales en Tecnicas de SoldaduraFrancisco Zolano Alvaro DueñasNo ratings yet
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
- TT Post-Soldadura (PWHT)Document19 pagesTT Post-Soldadura (PWHT)Oscar Iván Duque DíazNo ratings yet
- Soldando Tuber+¡as de Acero Cromo-MolibdenoDocument49 pagesSoldando Tuber+¡as de Acero Cromo-MolibdenovictorNo ratings yet
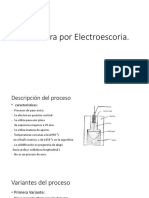
- Electroescoria PDFDocument5 pagesElectroescoria PDFIsaac Jonathan Vargas Aviles100% (1)
- 12a - Proceso Por Arco SumergidoDocument73 pages12a - Proceso Por Arco SumergidoluisNo ratings yet
- Avance y Rev. para MahuelosDocument6 pagesAvance y Rev. para MahuelosErick VidalNo ratings yet
- TRABAJO DE INVESTIGACION ElectroDocument70 pagesTRABAJO DE INVESTIGACION ElectrovierzyjoelNo ratings yet
- Método de Enderezado Por LlamaDocument25 pagesMétodo de Enderezado Por Llamafjuandedios100% (5)
- Soldadura Por ElectroescoriaDocument16 pagesSoldadura Por ElectroescoriaAndres BuhNo ratings yet
- 13 - Consideraciones Generales - Proceso de SoldaduraDocument40 pages13 - Consideraciones Generales - Proceso de SoldadurarublasterNo ratings yet
- PVDDocument12 pagesPVDjmbr815No ratings yet
- Operaciones Industriales - Sesión 04 Operaciones MecanizadasDocument63 pagesOperaciones Industriales - Sesión 04 Operaciones MecanizadasJosé Manuel García Pantigozo86% (14)
- Soldadura BasicaDocument22 pagesSoldadura BasicaOscar Paredes IncaNo ratings yet
- Proceso MCAWDocument38 pagesProceso MCAWJE JosephNo ratings yet
- MetalizacionDocument36 pagesMetalizacionMiguel PérezNo ratings yet
- Proceso MCAWDocument41 pagesProceso MCAWwgomez_17554367% (6)
- Entrenamiento Soldadura - POSCO RevDocument36 pagesEntrenamiento Soldadura - POSCO RevjorgekarlosprNo ratings yet
- Retos y Tendencias de La Soldadura en Latinoamerica en El Siglo XxiDocument23 pagesRetos y Tendencias de La Soldadura en Latinoamerica en El Siglo XxiMax RosasNo ratings yet
- Entrenamiento Soldadura - POSCODocument35 pagesEntrenamiento Soldadura - POSCOjorgekarlosprNo ratings yet
- F1 Procesos SoldaduraDocument84 pagesF1 Procesos SoldaduraYesica Viviana LesmesNo ratings yet
- SeminarioDocument101 pagesSeminarioLuis Oliva100% (1)
- 10 - Proceso GMAW Mig-MagDocument137 pages10 - Proceso GMAW Mig-MagluisNo ratings yet
- Proceso FCAW-CENTRAL DE SOLDADURA DE PROTECCIÓN INDUSTRIAL S.ADocument93 pagesProceso FCAW-CENTRAL DE SOLDADURA DE PROTECCIÓN INDUSTRIAL S.Avricardol100% (1)
- CONFERENCIA SOBRE Seguridad y Salud Trabajo 2Document73 pagesCONFERENCIA SOBRE Seguridad y Salud Trabajo 2Rodmi Torres PeraltaNo ratings yet
- PAC y PAW PDFDocument21 pagesPAC y PAW PDFNelson Gabriel Quinteros Soto100% (1)
- Arco ElectricoDocument80 pagesArco ElectricoRonald Eduardo Urbina EsquivelNo ratings yet
- Soldadura de Materiales No FerrososDocument51 pagesSoldadura de Materiales No FerrososLUIS FRANCO GONZALO QUISPE HUANCANo ratings yet
- SOLDADURA - PPT ipeGADocument198 pagesSOLDADURA - PPT ipeGAAlex WilmerNo ratings yet
- 2 Soldadura Por FusionDocument8 pages2 Soldadura Por FusionPedro Cuevas Martínez0% (1)
- PVD PDFDocument12 pagesPVD PDFDiego Nicolas Muñoz CeaNo ratings yet
- Articulo Cientifico (Metalurgia)Document18 pagesArticulo Cientifico (Metalurgia)Gerardo Jose Orocù100% (1)
- Procesos EspecialesDocument51 pagesProcesos Especialesjoseymonica2010No ratings yet
- Tecnologia de La Soldadura Parte 1Document36 pagesTecnologia de La Soldadura Parte 1Ricardo Rebolledo Vega100% (1)
- F1 Procesos SoldaduraDocument84 pagesF1 Procesos SoldaduraDiana m.0% (1)
- Soldadura de AluminioDocument19 pagesSoldadura de Aluminiojfimocom100% (2)
- Proceso de Soldadura SMT y PTHDocument121 pagesProceso de Soldadura SMT y PTHAdrian HernandezNo ratings yet
- 9 Proceso de MetalizadoDocument35 pages9 Proceso de MetalizadoJOHAR GCA0% (1)
- Proceso de MetalizadoDocument35 pagesProceso de MetalizadoClaudio Navarrete LundínNo ratings yet
- 1 Eletrodo Revestido PDFDocument22 pages1 Eletrodo Revestido PDFDolph DíazNo ratings yet
- Endurecimiento Por DeformaciónDocument19 pagesEndurecimiento Por DeformaciónPaulina DelgadoNo ratings yet
- Defectologia en Las UNIONES SOLDADASDocument10 pagesDefectologia en Las UNIONES SOLDADASLuis PiñeiroNo ratings yet
- Ppt-Soldadura-NelDocument33 pagesPpt-Soldadura-NelEdison Contreras RamosNo ratings yet
- Tipos de Soldadura Mas UtilizadosDocument25 pagesTipos de Soldadura Mas UtilizadosEduardo CampasNo ratings yet
- Soldadura Con Electrodos Ind-333Document11 pagesSoldadura Con Electrodos Ind-333Alvaro AlvNo ratings yet
- Carta Maestra de Procesos de SoldaduraDocument18 pagesCarta Maestra de Procesos de SoldaduraCarloVillanuevaNo ratings yet
- Corrosión Por PicaduraDocument39 pagesCorrosión Por PicaduraAlejandro Osorio PerezNo ratings yet
- Proceso de Soldadura - GMAWDocument30 pagesProceso de Soldadura - GMAWDaniel Alonso Luna MermaNo ratings yet
- Bbosch GalvanizadoDocument20 pagesBbosch GalvanizadoGonzalo ContrerasNo ratings yet
- FCAW Recubrimientos Duros (C)Document44 pagesFCAW Recubrimientos Duros (C)pablocp901100% (1)
- Defectos SmawDocument11 pagesDefectos SmawOrlando Delgado HuamaliNo ratings yet
- SOLDADURA1Document20 pagesSOLDADURA1Edw Den CrisherNo ratings yet
- Hierros AustemperizadosDocument34 pagesHierros Austemperizadoslduran_63No ratings yet
- Definición de Soldadura MigDocument16 pagesDefinición de Soldadura MigPaola100% (2)
- ElectrodosDocument65 pagesElectrodosLuis LugoNo ratings yet
- Soldadura de Tanques3Document30 pagesSoldadura de Tanques3Luis LugoNo ratings yet
- Formato de IsometriaDocument1 pageFormato de IsometriaLuis LugoNo ratings yet
- Reparación de Memorias FlashDocument1 pageReparación de Memorias FlashLuis LugoNo ratings yet
- Tabla de Calibres para Acero PDFDocument1 pageTabla de Calibres para Acero PDFVictor Torres100% (2)
- Itp Civil RevisadoDocument6 pagesItp Civil RevisadoLuis LugoNo ratings yet
- Desmantelamiento de ChatarraDocument1 pageDesmantelamiento de ChatarraLuis LugoNo ratings yet
- Tabla de Calibres PDFDocument1 pageTabla de Calibres PDFLuis Lugo0% (1)
- ITP ElectricidadDocument3 pagesITP ElectricidadLuis LugoNo ratings yet
- PDVSA PI 02-08-01 Pruebas Hidrostaticas y Neumaticas para Sistemas de TuberiaDocument58 pagesPDVSA PI 02-08-01 Pruebas Hidrostaticas y Neumaticas para Sistemas de Tuberiajmoreno94100% (7)
- ITP InstrumentaciónDocument8 pagesITP InstrumentaciónLuis Lugo100% (1)
- Sistema de Riego TrasvaseDocument171 pagesSistema de Riego TrasvaseLuis Lugo100% (1)
- Metodos de LimpiezaDocument1 pageMetodos de LimpiezaLuis LugoNo ratings yet
- Memorandum EmpacadurasDocument4 pagesMemorandum EmpacadurasLuis LugoNo ratings yet
- 3662 2001Document9 pages3662 2001Luis LugoNo ratings yet
- Entrenamiento Supervisores de SoldaduraDocument55 pagesEntrenamiento Supervisores de SoldaduraLuis LugoNo ratings yet
- SVGH-RH-F-10 Acta Inducción de PersonalDocument1 pageSVGH-RH-F-10 Acta Inducción de PersonalleidyNo ratings yet
- Servicios de Consultoría LaboralDocument9 pagesServicios de Consultoría LaboralDrian WiseNo ratings yet
- Petroquimica Barrancabermeja Ecopetrol RefineríaDocument5 pagesPetroquimica Barrancabermeja Ecopetrol RefineríaSandra Gissella Cantillo NavarroNo ratings yet
- Acta de FundaciónDocument9 pagesActa de FundaciónMiguel Angel Custodio ChañiNo ratings yet
- Actividad 7Document5 pagesActividad 7Monica Katerine GARCIA CASTILLONo ratings yet
- Tendencias para Superficies Ceramicas 2021Document88 pagesTendencias para Superficies Ceramicas 2021Rodrigo BlancoNo ratings yet
- Actividad 3 CCSS 2°Document3 pagesActividad 3 CCSS 2°jesalva1331100% (1)
- Actividad de Aprendizaje #01: Datos InformativosDocument1 pageActividad de Aprendizaje #01: Datos InformativosCarlos Paredes VasquezNo ratings yet
- Trabajo en Sistema Driwual SRT .SheylaDocument2 pagesTrabajo en Sistema Driwual SRT .SheylaJhon SonNo ratings yet
- Vocabulario InglésDocument4 pagesVocabulario InglésAlba Ruano FernándezNo ratings yet
- Pac ManDocument7 pagesPac ManferrobertNo ratings yet
- Practica Domiciliaria 2 Fisica 2 PDFDocument2 pagesPractica Domiciliaria 2 Fisica 2 PDFSherwin Brayan Barboza VasquezNo ratings yet
- PREMIO Cera Crema - MSDSDocument2 pagesPREMIO Cera Crema - MSDSjoraf81No ratings yet
- BatallaEnElCielo Mazinger FotocomicDocument100 pagesBatallaEnElCielo Mazinger FotocomicJuan Carlos100% (1)
- 160848-Alfredo - Mesa Conclusiones - SDS I Foro DANA 21-01-20 - DefDocument8 pages160848-Alfredo - Mesa Conclusiones - SDS I Foro DANA 21-01-20 - DefFrancisco LopezNo ratings yet
- Proyecto de Calculo de Varias VaribalesDocument9 pagesProyecto de Calculo de Varias Varibalesalucard cajamarcaNo ratings yet
- Informe de Mejora de Productos Con La Incorporacion de Tic CompressDocument10 pagesInforme de Mejora de Productos Con La Incorporacion de Tic CompressIslene CorreaNo ratings yet
- Informe DDHH Dic 17Document49 pagesInforme DDHH Dic 17Angel RodasNo ratings yet
- Icon-R - Checklist Tractor OrugaDocument3 pagesIcon-R - Checklist Tractor OrugaDIEGO PEDRO ROLLY CARRERA URBINANo ratings yet
- Acta de Operacion y MantenimientoDocument2 pagesActa de Operacion y MantenimientoPaul Quisan JulNo ratings yet
- Tarea 1 PuentesDocument5 pagesTarea 1 PuentesSergio AlejandroNo ratings yet
- FORMACIÓN ÉTICA Y CIUDADANA Leonel Guevara 123Document9 pagesFORMACIÓN ÉTICA Y CIUDADANA Leonel Guevara 123Leonel GuevaraNo ratings yet
- Cuaderno de Trabajo - Nivelación Matemática (DUOC UC)Document272 pagesCuaderno de Trabajo - Nivelación Matemática (DUOC UC)Alexander Patricio Escobar Pinto78% (32)
- Estudio de CanterasDocument13 pagesEstudio de CanterasHenry Abad Castillo QuispeNo ratings yet
- 29 Diciembre de 2004: Provincia de Río Negro Consejo Provincial de EducaciónDocument11 pages29 Diciembre de 2004: Provincia de Río Negro Consejo Provincial de Educacióngvs mynNo ratings yet
- Guía de Práctica N°1 Arranque Directo de Un Motor TrifásicoDocument8 pagesGuía de Práctica N°1 Arranque Directo de Un Motor TrifásicoJoselito Quispe DelgadoNo ratings yet
- Comunidad de Madrid: Solicitud de Admisión Ciclos Formativos de Grado SuperiorDocument3 pagesComunidad de Madrid: Solicitud de Admisión Ciclos Formativos de Grado SuperiorMiguel Camarena MezaNo ratings yet
- Boletin Horticola Nro 51 0Document73 pagesBoletin Horticola Nro 51 0edgoitesNo ratings yet
- DEMANDADocument5 pagesDEMANDALeonor QuispeNo ratings yet