You might also like
- B147E ImageDesignTransfer PDFDocument146 pagesB147E ImageDesignTransfer PDFsama75% (4)
- Glazing TechniquesDocument24 pagesGlazing TechniquesSacaleanu George75% (4)
- Greenwich House Pottery Clay and GlazeDocument18 pagesGreenwich House Pottery Clay and GlazeMohammad Youssefi100% (1)
- Ceramic Arts HandbookDocument47 pagesCeramic Arts Handbookapi-26965779100% (22)
- 15cone6 GlazeRecipes - 100217Document12 pages15cone6 GlazeRecipes - 100217Ricardo PavanNo ratings yet
- Greenwich House Pottery Clay and GlazeDocument18 pagesGreenwich House Pottery Clay and GlazeMohammad Youssefi100% (1)
- XRF FundamentalDocument31 pagesXRF FundamentalBojan TanaskovskiNo ratings yet
- Preparation of Sheet Steel For Porcelain EnamelingDocument9 pagesPreparation of Sheet Steel For Porcelain EnamelingMohammad YoussefiNo ratings yet
- Vat PrintingDocument4 pagesVat PrintingKhandaker Sakib Farhad67% (3)
- Proofex 12Document2 pagesProofex 12vinoth kumar SanthanamNo ratings yet
- 15 Raku Glazes NEWDocument9 pages15 Raku Glazes NEWartist73No ratings yet
- Pottery ClayDocument17 pagesPottery ClayIsabella BritoNo ratings yet
- Basic Glass Fusing: All the Skills and Tools You Need to Get StartedFrom EverandBasic Glass Fusing: All the Skills and Tools You Need to Get StartedRating: 4.5 out of 5 stars4.5/5 (3)
- Ceramics Monthly Sep54 Cei0954d PDFDocument36 pagesCeramics Monthly Sep54 Cei0954d PDFLitto Ferel100% (1)
- Underglaze: Users GuideDocument23 pagesUnderglaze: Users GuideGabriela MottaNo ratings yet
- 2ceramics Monthly Jun62 Cei0662dDocument44 pages2ceramics Monthly Jun62 Cei0662dMariana Pavan100% (1)
- Advanced Ceramics SyllabusDocument4 pagesAdvanced Ceramics Syllabusapi-285550989No ratings yet
- Roger GrahamDocument3 pagesRoger GrahamStefan Van CleemputNo ratings yet
- ClayCraft 14 2018Document84 pagesClayCraft 14 2018OksanaNo ratings yet
- Ceramic: Interior Design Assignment-IDocument35 pagesCeramic: Interior Design Assignment-IkhizarNo ratings yet
- Raw Materials Small Clay RecipesDocument12 pagesRaw Materials Small Clay RecipesElizabeth Haluza100% (3)
- ClayCraft 05 2017Document84 pagesClayCraft 05 2017OksanaNo ratings yet
- Make Pottery: How ToDocument22 pagesMake Pottery: How ToCrislNo ratings yet
- Electric KilnsDocument13 pagesElectric KilnsLisa LuethyNo ratings yet
- Ceramic Glazes and Underglazes: Getting The Most Out ofDocument16 pagesCeramic Glazes and Underglazes: Getting The Most Out ofLuis F AmatoNo ratings yet
- 08 Chapter 4Document8 pages08 Chapter 4Ali AliNo ratings yet
- Carving ToolsDocument12 pagesCarving Toolslmv05No ratings yet
- Tool Techniques: Ceramic DecoratingDocument21 pagesTool Techniques: Ceramic DecoratingPatricia Daniela DiezNo ratings yet
- Howtoaddcolor To Your Ceramic ArtDocument13 pagesHowtoaddcolor To Your Ceramic ArtVictorRamonNo ratings yet
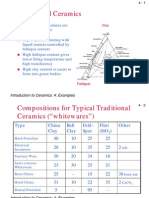
- Introduction To CeramicsDocument29 pagesIntroduction To CeramicsShrikrishna BirajdarNo ratings yet
- Workshop Handbook Ceramics PDFDocument25 pagesWorkshop Handbook Ceramics PDFperdidalma100% (1)
- Staying TrimDocument4 pagesStaying TrimStefan Van CleemputNo ratings yet
- 0 York Dec15cmDocument4 pages0 York Dec15cmapi-24483605No ratings yet
- La Meridiana Notes Paperclay PDFDocument3 pagesLa Meridiana Notes Paperclay PDFAnonymous FF4JjPdgNo ratings yet
- 95 Pages Hi-Quality Tips and Techniques For ClayDocument94 pages95 Pages Hi-Quality Tips and Techniques For Claymarshella100% (1)
- Year 9 Clay VocabularyDocument2 pagesYear 9 Clay Vocabularyapi-333348168No ratings yet
- ClayCraft 34 2020Document84 pagesClayCraft 34 2020OksanaNo ratings yet
- ClayCraft 22 2019Document84 pagesClayCraft 22 2019OksanaNo ratings yet
- Ceramic Tile TechniquesDocument13 pagesCeramic Tile TechniquesStefan Van CleemputNo ratings yet
- CeramicColor PDFDocument12 pagesCeramicColor PDFSiddharthapachisiaNo ratings yet
- FG Clay Workshop HandbookDocument20 pagesFG Clay Workshop HandbookParaSemore Vivendo100% (2)
- 7 Great Pottery ProjectsDocument26 pages7 Great Pottery Projectsapi-26965779100% (7)
- How To Design, Make, and Install and Murals: Ceramic TilesDocument19 pagesHow To Design, Make, and Install and Murals: Ceramic TilesChanrathNo ratings yet
- 1ceramics Monthly Jun56 Cei0656dDocument36 pages1ceramics Monthly Jun56 Cei0656dMariana Pavan100% (1)
- Ceramics Monthly Jan53 Cei0153dDocument36 pagesCeramics Monthly Jan53 Cei0153dLitto Ferel100% (2)
- Ca141 Cone 5 6 Glazes 2 SampleDocument21 pagesCa141 Cone 5 6 Glazes 2 SampleАндрей СNo ratings yet
- Mixing Slip, Plaster Mold Fabrication, Slip-CastingDocument4 pagesMixing Slip, Plaster Mold Fabrication, Slip-CastingLauraNo ratings yet
- Feats of Clay - 2008Document16 pagesFeats of Clay - 2008GCMediaNo ratings yet
- Electric KilnsDocument16 pagesElectric KilnsMadalina Teler100% (1)
- ClayCraft 07 2017Document83 pagesClayCraft 07 2017OksanaNo ratings yet
- Three Great Pottery: Decorating TechniquesDocument21 pagesThree Great Pottery: Decorating Techniquesaquarious84No ratings yet
- Enamel LingDocument6 pagesEnamel LingAwo Òkànràn DuuruNo ratings yet
- Ceramic GlazesDocument10 pagesCeramic GlazesLucia Sueli Taguchi100% (3)
- Material Substitutions For Clay BodiesDocument11 pagesMaterial Substitutions For Clay BodiesGreg CampbellNo ratings yet
- The Potter's Craft: A Practical Guide for the Studio and WorkshopFrom EverandThe Potter's Craft: A Practical Guide for the Studio and WorkshopNo ratings yet
- Soulwork of Clay: A Hands-On Approach to SpiritualityFrom EverandSoulwork of Clay: A Hands-On Approach to SpiritualityRating: 4.5 out of 5 stars4.5/5 (1)
- The Potter's Craft A Practical Guide for the Studio and WorkshopFrom EverandThe Potter's Craft A Practical Guide for the Studio and WorkshopRating: 5 out of 5 stars5/5 (1)
- Daniel Johnston: A Portrait of the Artist as a Potter in North CarolinaFrom EverandDaniel Johnston: A Portrait of the Artist as a Potter in North CarolinaNo ratings yet
- Earth & Fire: Modern potters, their tools, techniques and practiceFrom EverandEarth & Fire: Modern potters, their tools, techniques and practiceNo ratings yet
- Easy Homemade Pottery: Make Your Own Stylish Decor Using Polymer and Air-Dry ClayFrom EverandEasy Homemade Pottery: Make Your Own Stylish Decor Using Polymer and Air-Dry ClayNo ratings yet
- Electric Kiln Firing TechDocument13 pagesElectric Kiln Firing TechStefan Van CleemputNo ratings yet
- Electric Kiln Firing TechDocument13 pagesElectric Kiln Firing TechStefan Van CleemputNo ratings yet
- Esmaltes Varios en Inglés FABIDocument8 pagesEsmaltes Varios en Inglés FABIclaul66100% (1)
- Bone China Glaze PDFDocument6 pagesBone China Glaze PDFMohammad YoussefiNo ratings yet
- Ceramics GlossaryDocument91 pagesCeramics GlossaryMohammad Youssefi100% (1)
- Silver Recovery From Photographic FilmDocument9 pagesSilver Recovery From Photographic FilmMohammad YoussefiNo ratings yet
- Recycling of Metals From Spent CatalystDocument6 pagesRecycling of Metals From Spent CatalystMohammad YoussefiNo ratings yet
- Quality Requirements European Enamel AuthorityDocument134 pagesQuality Requirements European Enamel AuthorityMohammad YoussefiNo ratings yet
- Ceramics GlossaryDocument91 pagesCeramics GlossaryMohammad Youssefi100% (1)
- Ceramics GlossaryDocument91 pagesCeramics GlossaryMohammad Youssefi100% (1)
- Pay Systems 2Document29 pagesPay Systems 2Mohammad YoussefiNo ratings yet
- Ceramic TroubleshootingDocument32 pagesCeramic TroubleshootingMohammad Youssefi100% (4)
- Paying EmployeeDocument2 pagesPaying EmployeeMohammad YoussefiNo ratings yet
- Estimating Measurement-Uncertainty - in Quantitative Chemical AnalysisDocument18 pagesEstimating Measurement-Uncertainty - in Quantitative Chemical AnalysisMohammad Youssefi100% (2)
- 7 Great Pottery ProjectsDocument26 pages7 Great Pottery Projectsapi-26965779100% (7)
- Introduction To X-Ray Fluorescence XRFDocument62 pagesIntroduction To X-Ray Fluorescence XRFMohammad Youssefi100% (1)
- Quick Guid Ceramic TileDocument84 pagesQuick Guid Ceramic Tilehelios888100% (1)
- International Sieve Chart: Aperture mm BS Mesh Aperture mm / μ m Inch / Mesh Inch / Sieve Nominal Opening mm / μ m mm mmDocument1 pageInternational Sieve Chart: Aperture mm BS Mesh Aperture mm / μ m Inch / Mesh Inch / Sieve Nominal Opening mm / μ m mm mmMohammad YoussefiNo ratings yet
- 15 Low Fire Glaze RecipesDocument8 pages15 Low Fire Glaze RecipesMohammad Youssefi83% (6)
- LTS Catalyst DesignDocument16 pagesLTS Catalyst Designkamranarif4161No ratings yet
- 846 Physics Definitions by Sajid Ali TalpurDocument15 pages846 Physics Definitions by Sajid Ali TalpurMuneer KaleriNo ratings yet
- Gas DynamicsDocument17 pagesGas DynamicsAmrMashhourNo ratings yet
- Jurnal IlmiahDocument8 pagesJurnal IlmiahDeni Ratna Juwita IINo ratings yet
- Group 7Document21 pagesGroup 7Ralph EvidenteNo ratings yet
- Estimation of Sodium Bicarbonate Crystals SizeDocument10 pagesEstimation of Sodium Bicarbonate Crystals SizeBasar ÖnolNo ratings yet
- Report Paper Paints Pigments NewDocument14 pagesReport Paper Paints Pigments NewJoshua Emmanuel PagulongNo ratings yet
- SMBCJDBDocument130 pagesSMBCJDBSravanth chowdaryNo ratings yet
- Stabilization of Aloe Vera Gel by Interaction With Sulfated Polysaccharides From Red Microalgae and With Xanthan GumDocument5 pagesStabilization of Aloe Vera Gel by Interaction With Sulfated Polysaccharides From Red Microalgae and With Xanthan GumMd. Badrul IslamNo ratings yet
- Mol 2Document54 pagesMol 2Trung Tin NguyenNo ratings yet
- Klemm's Reagent: 96 ML Ethyl Alcohol 4 G of Picric Acid 5 Drops of 17% Zephiran P P Chloride Per 75 ML SolutionDocument1 pageKlemm's Reagent: 96 ML Ethyl Alcohol 4 G of Picric Acid 5 Drops of 17% Zephiran P P Chloride Per 75 ML SolutionjavadmohammadiNo ratings yet
- Fluids Experiment 1Document3 pagesFluids Experiment 1Dennis LuceñaraNo ratings yet
- Assgn 1Document7 pagesAssgn 1rajkumardotcom100% (1)
- The Negative Health Effects of Welding Among Shielded Metal Arc Welding (SMAW) Grade 11 Students in Medina Collage Ipil IncDocument15 pagesThe Negative Health Effects of Welding Among Shielded Metal Arc Welding (SMAW) Grade 11 Students in Medina Collage Ipil IncMichael Deliva100% (3)
- What Are Ormes MineralsDocument7 pagesWhat Are Ormes Mineralseduardo heykoNo ratings yet
- Lift Irrigation SchemesDocument154 pagesLift Irrigation SchemesAlapati Lakshmi Kumar100% (1)
- Thermo Softening Plastics and Thermo Setting PlasticsDocument1 pageThermo Softening Plastics and Thermo Setting Plasticsharyati yudiNo ratings yet
- Function of Oil Rectifier in A Refrigeration SystemDocument1 pageFunction of Oil Rectifier in A Refrigeration SystemmavericksailorNo ratings yet
- Acta Biomaterialia: Harsh Deep Singh, Guilin Wang, Hasan Uludag, Larry D. UnsworthDocument8 pagesActa Biomaterialia: Harsh Deep Singh, Guilin Wang, Hasan Uludag, Larry D. UnsworthSiriporn PansriNo ratings yet
- Civil Nano ConcreteDocument20 pagesCivil Nano ConcreteZuhair NadeemNo ratings yet
- Atterberg Limits. DSDocument18 pagesAtterberg Limits. DSGhulam Quadir KhanNo ratings yet
- IMPATT Diode: Name:-Tuhin Dutta Stream: - ECE Roll: 1011Document16 pagesIMPATT Diode: Name:-Tuhin Dutta Stream: - ECE Roll: 1011Nava KrishnanNo ratings yet
- Me2202 Engineering Thermodynamics - Uq - May June 2016Document4 pagesMe2202 Engineering Thermodynamics - Uq - May June 2016BIBIN CHIDAMBARANATHANNo ratings yet
- Exp 1Document9 pagesExp 1David DenhamNo ratings yet
- 10 Common Types of CorrosionDocument5 pages10 Common Types of CorrosionrharphelleNo ratings yet
- Homework 2 Solutions CHEMISTRYDocument5 pagesHomework 2 Solutions CHEMISTRYshaframenNo ratings yet
- Hanbook EmbracoDocument98 pagesHanbook EmbracoZETAQ2010No ratings yet
- DiplomaManufacturingProcessImportant2 3MarksQuestions AnswersEnglish PDFDocument36 pagesDiplomaManufacturingProcessImportant2 3MarksQuestions AnswersEnglish PDFSathya NarayananNo ratings yet