You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- TVS Logistics-Building A Global Supply Chain - Group 7Document8 pagesTVS Logistics-Building A Global Supply Chain - Group 7Piyush Kumar Pattnayak100% (2)
- Astm A36 1997 PDFDocument5 pagesAstm A36 1997 PDFnicesesha0% (1)
- Finish CarpentryDocument17 pagesFinish CarpentryphilipyapNo ratings yet
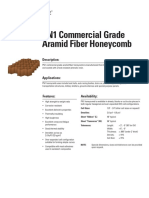
- Plascore - PN1 - Honeycomb PDFDocument2 pagesPlascore - PN1 - Honeycomb PDFIverton FariasNo ratings yet
- 00 - Propriedades Do Cobre (WWW - Copper - Org)Document114 pages00 - Propriedades Do Cobre (WWW - Copper - Org)nicacio_89507470100% (1)
- New Product Development and Product Life CycleDocument14 pagesNew Product Development and Product Life Cyclebhagshard05No ratings yet
- Technical Specification For ASTM 537 Class IDocument6 pagesTechnical Specification For ASTM 537 Class ISujeet JhaNo ratings yet
- Delivering The Goods: Benefits of Reusable Shipping ContainersDocument36 pagesDelivering The Goods: Benefits of Reusable Shipping ContainersbaraharbNo ratings yet
- Piping Materials ChartDocument1 pagePiping Materials ChartAitazaz AhsanNo ratings yet
- Nitoflor EPU1000Document4 pagesNitoflor EPU1000Venkata Raju KalidindiNo ratings yet
- SupplyChnMgmtCh 6Document26 pagesSupplyChnMgmtCh 6Jessica Danforth GalvezNo ratings yet
- Solution To Final QuizzesDocument8 pagesSolution To Final QuizzesNikki GarciaNo ratings yet
- Dupont FepDocument16 pagesDupont FeprenatobellarosaNo ratings yet
- Class Assignment - LBMDocument5 pagesClass Assignment - LBMshubhangiNo ratings yet
- Luis Marcelo TavaresDocument24 pagesLuis Marcelo Tavaresrichard gutierrezNo ratings yet
- Project Manager (M/F), Banja Luka: Home Poslovi Moje Biografije Kreiraj Biografiju Moj Profil Edukacija Plata PoslodavciDocument3 pagesProject Manager (M/F), Banja Luka: Home Poslovi Moje Biografije Kreiraj Biografiju Moj Profil Edukacija Plata PoslodavcizilaziviNo ratings yet
- Manufacturing ProcessDocument6 pagesManufacturing ProcessFaye DalhagNo ratings yet
- Batch Specific Active Ingredient ManagementDocument35 pagesBatch Specific Active Ingredient Managementrakeshp73No ratings yet
- 12Document48 pages12yskdonNo ratings yet
- An Application of DMAIC Methodology For Increasing The Yarn Quality in Textile IndustryDocument16 pagesAn Application of DMAIC Methodology For Increasing The Yarn Quality in Textile IndustryVarunNo ratings yet
- Purafil IndustrialDocument4 pagesPurafil IndustrialAkram HossainNo ratings yet
- Aerospace Products BrochureDocument15 pagesAerospace Products BrochurejesszeusNo ratings yet
- HPDocument51 pagesHPKhan Basit KhanNo ratings yet
- Week 1 Accomplishment ReportDocument4 pagesWeek 1 Accomplishment ReportJoshua HernandezNo ratings yet
- Geography Chapter - (Industries) Class 8Document4 pagesGeography Chapter - (Industries) Class 8Khushi Kumari class 9 adm 664No ratings yet
- Description of Movement Types: The Best-Run Businesses Run SAPDocument19 pagesDescription of Movement Types: The Best-Run Businesses Run SAPNaveen KumarNo ratings yet
- List AWSDocument14 pagesList AWSRafiqKuNo ratings yet
- T - Proc Notices-Notices 035 K-Notice Doc 31830 923021450Document8 pagesT - Proc Notices-Notices 035 K-Notice Doc 31830 923021450Jaime GuamanNo ratings yet
- Product Flow in Process Costing SystemDocument2 pagesProduct Flow in Process Costing SystemmahibuttNo ratings yet
- Asme Sa-358Document7 pagesAsme Sa-358Lora BoydNo ratings yet