You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Design & Analysis of ASME Boiler and Pressure Vessel Components in The Creep Range 2009Document229 pagesDesign & Analysis of ASME Boiler and Pressure Vessel Components in The Creep Range 2009Osmar Gabriel Peñaloza100% (5)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- UWS CompositeBeam ShearConnectionDocument15 pagesUWS CompositeBeam ShearConnectionMuhammad AsroriNo ratings yet
- Astm A 796 A 796M 2013 PDFDocument21 pagesAstm A 796 A 796M 2013 PDFjoao carlos protzNo ratings yet
- Connection Design: UB To UB ConnectionDocument4 pagesConnection Design: UB To UB Connectionikanyu79No ratings yet
- Fema 440Document14 pagesFema 440hauracoNo ratings yet
- MDSP - February 2020Document7 pagesMDSP - February 2020Joshua GagateNo ratings yet
- VW 50136 en 2018-03Document10 pagesVW 50136 en 2018-03xu zhangNo ratings yet
- Cement Storage Silos - Cement Silo Design Parameters - Cement SiloDocument7 pagesCement Storage Silos - Cement Silo Design Parameters - Cement SilomohsenNo ratings yet
- Virtual Manufacturing of Welding Distortion On Multi Pass Welding of The Tubular T JointDocument11 pagesVirtual Manufacturing of Welding Distortion On Multi Pass Welding of The Tubular T JointNoridzwan NordinNo ratings yet
- Fatigue Life Enhancement of Transverse and Longitudinal T - Joint On Offshore Steel Structure HSLAS460G2+M Using Semi-Automated GMAW and HFMI/PITDocument7 pagesFatigue Life Enhancement of Transverse and Longitudinal T - Joint On Offshore Steel Structure HSLAS460G2+M Using Semi-Automated GMAW and HFMI/PITNoridzwan NordinNo ratings yet
- Parameters Identification For Weld Quality, Strength and Fatigue Life Enhancement On HSLA (S460G2+M) Using Manual GMAW Followed by HFMI/PITDocument17 pagesParameters Identification For Weld Quality, Strength and Fatigue Life Enhancement On HSLA (S460G2+M) Using Manual GMAW Followed by HFMI/PITNoridzwan NordinNo ratings yet
- Residual Stress Investigation and Fem Simulation of Hfmi/pit Treated Weld-On-Weld T-Joint Using S460G2+M Hsla SteelDocument25 pagesResidual Stress Investigation and Fem Simulation of Hfmi/pit Treated Weld-On-Weld T-Joint Using S460G2+M Hsla SteelNoridzwan NordinNo ratings yet
- Welding Quality and Structural Life Enhancement of High Strength Low Alloy Steel S460Document16 pagesWelding Quality and Structural Life Enhancement of High Strength Low Alloy Steel S460Noridzwan Nordin0% (1)
- Residual Stress: Noridzwan Nordin 2 Feb 2015Document15 pagesResidual Stress: Noridzwan Nordin 2 Feb 2015Noridzwan NordinNo ratings yet
- Influence of Post Weld Impact Treatment HFMI/PIT On Mechanical Properties of Welded HSLA Steel With Undermatched Filler MaterialDocument9 pagesInfluence of Post Weld Impact Treatment HFMI/PIT On Mechanical Properties of Welded HSLA Steel With Undermatched Filler MaterialNoridzwan NordinNo ratings yet
- SW 5 Economic Variability Analysis For Used TyreDocument33 pagesSW 5 Economic Variability Analysis For Used TyreNoridzwan NordinNo ratings yet
- COVER TechnoDocument1 pageCOVER TechnoNoridzwan NordinNo ratings yet
- Life Extension Technique of Welded Structure Using HFMI/PIT: A Review On Past and Current Researches With ApplicationsDocument38 pagesLife Extension Technique of Welded Structure Using HFMI/PIT: A Review On Past and Current Researches With ApplicationsNoridzwan NordinNo ratings yet
- Bro Ultima IV LRDocument12 pagesBro Ultima IV LRNoridzwan NordinNo ratings yet
- 2023 Mechanics of Materials Opening and Chap 1Document66 pages2023 Mechanics of Materials Opening and Chap 1彭莉棋No ratings yet
- Test Specimens and Mechanical Testing Procedures For Materials W2Document10 pagesTest Specimens and Mechanical Testing Procedures For Materials W2utsmanheruNo ratings yet
- Compliant Mechanisms 1st EditionDocument61 pagesCompliant Mechanisms 1st Editionjanice.mosley139100% (51)
- Behavior of High-Performance Concrete Beams Having Tension Lap Spliced Anchor-Ended Bars Under Repeated LoadingDocument21 pagesBehavior of High-Performance Concrete Beams Having Tension Lap Spliced Anchor-Ended Bars Under Repeated Loadingmohamed ellithyNo ratings yet
- Prestressed Concrete ProblemDocument9 pagesPrestressed Concrete ProblemPrantik Adhar SamantaNo ratings yet
- CAT Fault CoTRHSHYRTdesJYDocument88 pagesCAT Fault CoTRHSHYRTdesJYAdhem El SayedNo ratings yet
- Sandwhich Failure TypeDocument11 pagesSandwhich Failure TypeZain AliNo ratings yet
- Precious Palladium Aluminium Based Alloy With High Hardness and WorkabilityDocument9 pagesPrecious Palladium Aluminium Based Alloy With High Hardness and WorkabilityhyyziaNo ratings yet
- Chapter 9 Environmental Effects and Protection of Composite MaterialsDocument54 pagesChapter 9 Environmental Effects and Protection of Composite MaterialsSiti Nor Jamilah AriffinNo ratings yet
- Example Solution Exercise 2-4Document32 pagesExample Solution Exercise 2-4Charles Wilson100% (1)
- Design and Fabrication of Impact Test Machine For Composite Materials PDFDocument64 pagesDesign and Fabrication of Impact Test Machine For Composite Materials PDFHassan Habib100% (1)
- TSPSC AEE Mechanical Paper-2 Study Material by SRINIVASMechDocument700 pagesTSPSC AEE Mechanical Paper-2 Study Material by SRINIVASMechgramapanchayat gudadpallyNo ratings yet
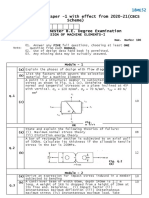
- Model Question Paper - 1 With Effect From 2020-21 (CBCS Scheme) Fifth Semester B.E. Degree ExaminationDocument10 pagesModel Question Paper - 1 With Effect From 2020-21 (CBCS Scheme) Fifth Semester B.E. Degree ExaminationSharath KotegarNo ratings yet
- Shaft DesignDocument73 pagesShaft Designmeenakumari05No ratings yet
- 63 - RC DESIGN CONCEPTS & FORMULAS PDFDocument52 pages63 - RC DESIGN CONCEPTS & FORMULAS PDFleidelp23No ratings yet
- StrengthandFracture PDFDocument108 pagesStrengthandFracture PDFMarcoNo ratings yet
- 5 - Pile FoundationsDocument15 pages5 - Pile FoundationspeterNo ratings yet
- A Note On The Stability of Cutting in Normally Consolidated Clays-Gibson & MorgensternDocument5 pagesA Note On The Stability of Cutting in Normally Consolidated Clays-Gibson & MorgensternAnonymous GnfGTwNo ratings yet
- Non-Alloy Structural Steels: Mechanical Properties Available DimensionsDocument1 pageNon-Alloy Structural Steels: Mechanical Properties Available Dimensionssorin robertNo ratings yet
- TorsionDocument18 pagesTorsionMuhammadTaufikAliRahmanNo ratings yet
- Raex 400Document5 pagesRaex 400alexandrubuduNo ratings yet
- Laboratory Evaluation of Concrete Thin Repair Materials MERL-2009-36Document15 pagesLaboratory Evaluation of Concrete Thin Repair Materials MERL-2009-36chutton681No ratings yet