You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Lampiran - A: Gambar 10.b. One Line Diagram of Electric Power SystemDocument1 pageLampiran - A: Gambar 10.b. One Line Diagram of Electric Power SystembahrulNo ratings yet
- Tri Ayuning Sari - 0115030035Document60 pagesTri Ayuning Sari - 0115030035bahrulNo ratings yet
- Lampiran - B: Gambar 10.c. Wiring Diagram of Main Lighting CircuitDocument1 pageLampiran - B: Gambar 10.c. Wiring Diagram of Main Lighting CircuitbahrulNo ratings yet
- Lampiran - A: Gambar 10.b. One Line Diagram of Electric Power SystemDocument1 pageLampiran - A: Gambar 10.b. One Line Diagram of Electric Power SystembahrulNo ratings yet
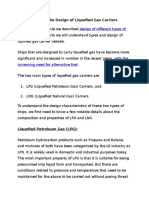
- Understanding The Design of Liquefied Gas CarriersDocument20 pagesUnderstanding The Design of Liquefied Gas Carriersbahrul100% (1)
- Types of Vibrations On ShipsDocument21 pagesTypes of Vibrations On ShipsbahrulNo ratings yet
- Understanding Design of Container ShipsDocument14 pagesUnderstanding Design of Container ShipsbahrulNo ratings yet
- Course-Outline Mech488 2016Document7 pagesCourse-Outline Mech488 2016bahrulNo ratings yet
- Methods For Designing ShipDocument60 pagesMethods For Designing Shipbahrul100% (1)
- Introduction To Submarine DesignDocument142 pagesIntroduction To Submarine Designbahrul100% (2)
- 003PPT CantileverDocument13 pages003PPT CantileverbahrulNo ratings yet
- Meet 7Document20 pagesMeet 7bahrulNo ratings yet
- Making, Accepting, and Refusing An InvitationDocument16 pagesMaking, Accepting, and Refusing An InvitationbahrulNo ratings yet
- Course-Outline NAME591 2016Document3 pagesCourse-Outline NAME591 2016bahrulNo ratings yet
- CIVL 437 Syllabus 2013Document3 pagesCIVL 437 Syllabus 2013bahrulNo ratings yet
- Lampiran - A: Gambar 10.b. One Line Diagram of Electric Power SystemDocument1 pageLampiran - A: Gambar 10.b. One Line Diagram of Electric Power SystembahrulNo ratings yet
- Marine Technology With Naval Architecture: Beng HonoursDocument7 pagesMarine Technology With Naval Architecture: Beng Honoursbahrul100% (1)
- TTS Anchor Handling-Towing Winches PDFDocument5 pagesTTS Anchor Handling-Towing Winches PDFbahrulNo ratings yet
- Folding Hatch Cover: Product SpecificationDocument2 pagesFolding Hatch Cover: Product SpecificationbahrulNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Pdf1610 TMPDocument12 pagesPdf1610 TMPTimmyJuriNo ratings yet
- Proses StrategiDocument39 pagesProses StrategiMaz IfikNo ratings yet
- Keppel Seghers: Schematic DiagramDocument2 pagesKeppel Seghers: Schematic DiagramhaiNo ratings yet
- Duragrout: Non-Shrink Cementitious GroutDocument3 pagesDuragrout: Non-Shrink Cementitious GroutJohan ConradieNo ratings yet
- Superior Pipeline EquipmentsDocument68 pagesSuperior Pipeline Equipmentsaliyildizx17730No ratings yet
- 2006 Slag Grinding With MPS Vertical Roller MillsDocument4 pages2006 Slag Grinding With MPS Vertical Roller Millslijosh_rexy1983No ratings yet
- REPORT 2 Custom Bonded WarehouseDocument6 pagesREPORT 2 Custom Bonded WarehouseSwapnil Baikerikar0% (1)
- Toyota Production SystemDocument32 pagesToyota Production SystemWawang SukmoroNo ratings yet
- Timken Ball Bearings CatalogDocument126 pagesTimken Ball Bearings Catalogmohananc67No ratings yet
- Hilti Product Technical GuideDocument16 pagesHilti Product Technical Guidegabox707No ratings yet
- Isoval 11 HKBDocument2 pagesIsoval 11 HKBjalilemadiNo ratings yet
- Catalogo FaroDocument8 pagesCatalogo FaromarcosorcoNo ratings yet
- Logistics Project ReportDocument7 pagesLogistics Project ReportTanmay MiddhaNo ratings yet
- Duplex ESAB WayDocument8 pagesDuplex ESAB WayTaufikWibowoNo ratings yet
- Terminal Types: Vinyl / PVC, Nylon, & Heat Shrink: September 2014 Volume 4 Issue 9Document1 pageTerminal Types: Vinyl / PVC, Nylon, & Heat Shrink: September 2014 Volume 4 Issue 9sidNo ratings yet
- A FEDS Structural BoltsDocument6 pagesA FEDS Structural BoltsCrimsonPoshNo ratings yet
- Speciality Graphite Materials: FOR Continuous CastingDocument6 pagesSpeciality Graphite Materials: FOR Continuous Castingramadan slimNo ratings yet
- CIVIL Daily Construction Report DCR FormatDocument6 pagesCIVIL Daily Construction Report DCR FormatXozanNo ratings yet
- ISO9000 Is It Worth ItDocument42 pagesISO9000 Is It Worth ItCarlos De Peña EvertszNo ratings yet
- PPT2 - Product Design and Process SelectionDocument33 pagesPPT2 - Product Design and Process SelectionaekimNo ratings yet
- List of Groups of Industries Covered Under Apprentices Act, 1961Document16 pagesList of Groups of Industries Covered Under Apprentices Act, 1961rakeshrp143No ratings yet
- Comptibility by Maesh Cone-1Document5 pagesComptibility by Maesh Cone-1Rajesh KumarNo ratings yet
- Squeeze Casting - An Overview PDFDocument9 pagesSqueeze Casting - An Overview PDFDian Try SaputriNo ratings yet
- F701 SDocument2 pagesF701 SSubin AnandanNo ratings yet
- Magnetic Chuck AllDocument32 pagesMagnetic Chuck AllAmit SardaNo ratings yet
- 7-11 Case Solution Section - B - Group 2Document12 pages7-11 Case Solution Section - B - Group 2Prashant ChavanNo ratings yet
- Introduction To Welding - 1 GCDocument66 pagesIntroduction To Welding - 1 GCkr_abhijeet72356587No ratings yet
- Complete EDM Handbook - 3Document16 pagesComplete EDM Handbook - 3Neil BotesNo ratings yet
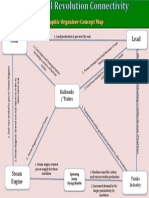
- Graphic OrganizerDocument1 pageGraphic Organizerapi-270328839No ratings yet
- Bs en 1396-Coating Aluminium SheetDocument36 pagesBs en 1396-Coating Aluminium SheetAizaz ShaikhNo ratings yet