You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Detailed Lesson Plan in Science 9 Quarter 3Document8 pagesDetailed Lesson Plan in Science 9 Quarter 3shirley cortez91% (11)
- NZ Ministry of Works Retaining Wall Design Notes 1990 PDFDocument192 pagesNZ Ministry of Works Retaining Wall Design Notes 1990 PDFArmando FaríasNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- EIA TIA 222 F Structural Standards For Steel Antenna Towers and Antenna Supporting StructuresDocument122 pagesEIA TIA 222 F Structural Standards For Steel Antenna Towers and Antenna Supporting StructuresMala Rattan100% (2)
- VN2EA700-MA-24.0E Robot Yushin Manual de Mantenimiento 750Document163 pagesVN2EA700-MA-24.0E Robot Yushin Manual de Mantenimiento 750Roberto Domínguez G100% (4)
- En 20898-1 (Iso 898-1) (Ex Uni 3740-3) Caratteristiche Meccaniche Degli Elementi Di Collegamento Viti e Viti PrigioniereDocument7 pagesEn 20898-1 (Iso 898-1) (Ex Uni 3740-3) Caratteristiche Meccaniche Degli Elementi Di Collegamento Viti e Viti Prigionierearmando2380% (1)
- Moatti Spares PDFDocument708 pagesMoatti Spares PDFhugohelo0% (3)
- Castrol Deformation RangtrainingDocument32 pagesCastrol Deformation RangtrainingcotteNo ratings yet
- Rm1vol 1Document205 pagesRm1vol 1Mihai Delian Panait100% (3)
- Flat Slab Equivalent Frame MethodDocument3 pagesFlat Slab Equivalent Frame MethodNp Pw100% (1)
- Angle Tables For The Design Strength of Eccentrically-Loaded Single Angle StrutsDocument10 pagesAngle Tables For The Design Strength of Eccentrically-Loaded Single Angle StrutsalbertoxinaNo ratings yet
- Fixed Plant Report: Conveyor Belts: By: Brian T. NcubeDocument29 pagesFixed Plant Report: Conveyor Belts: By: Brian T. NcubeBrian NcubeNo ratings yet
- Massey Ferguson Mf3120 Parts CatalogueDocument20 pagesMassey Ferguson Mf3120 Parts Cataloguejoseph100% (59)
- Electronic Stability ProgramDocument21 pagesElectronic Stability ProgramVinay GirdharNo ratings yet
- Sheet Metal Calculations: Bend AllowanceDocument10 pagesSheet Metal Calculations: Bend Allowancejim clarkNo ratings yet
- Calculation Sheet: WT-CAL-CO2-003Document4 pagesCalculation Sheet: WT-CAL-CO2-003babu100% (1)
- Understanding Metal Stamping - Design To Prototyping To ProductionDocument11 pagesUnderstanding Metal Stamping - Design To Prototyping To ProductionRAKHEE RICHHARIA100% (2)
- Data Sheet For Shut Down ValveDocument3 pagesData Sheet For Shut Down ValveSilpa Asti Nura100% (2)
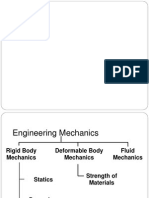
- 1.2 Strength of MaterialsDocument27 pages1.2 Strength of MaterialsAtul PandeyNo ratings yet
- Motor SCH AJM ATJDocument11 pagesMotor SCH AJM ATJaritmeticsNo ratings yet
- Mufa Opgw PDFDocument10 pagesMufa Opgw PDFFelipe Gallardo CatrilNo ratings yet
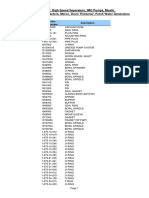
- Capacities of Various Plant and MachineryDocument7 pagesCapacities of Various Plant and MachinerySrikar SandilyaNo ratings yet
- RX RVRDocument7 pagesRX RVRpcatruongNo ratings yet
- GPCDOC GTDS Shell Gadus S3 V550L 1 (En) TDSDocument2 pagesGPCDOC GTDS Shell Gadus S3 V550L 1 (En) TDSPaul PetrilaNo ratings yet
- HyundaiWia - SKT100 200 CNC Installation MaintenanceDocument283 pagesHyundaiWia - SKT100 200 CNC Installation Maintenanceaoaby100% (1)
- Technical Data Sheet For The HUS3 Screw AnchorDocument21 pagesTechnical Data Sheet For The HUS3 Screw AnchorZerekkuNo ratings yet
- As Applied Unit 7 Kinematics 1 (Constant Acceleration) QPDocument2 pagesAs Applied Unit 7 Kinematics 1 (Constant Acceleration) QPKelvinNo ratings yet
- CDPL EEL SNM PUMP MEC 0002 - Pump Allowable Nozzle Force and Moment Data - 4NF 47938 - R0Document4 pagesCDPL EEL SNM PUMP MEC 0002 - Pump Allowable Nozzle Force and Moment Data - 4NF 47938 - R0Amit KumarNo ratings yet
- Lab 1Document35 pagesLab 1Mamoon KhiljiNo ratings yet
- Dodge Passport: Selecting A Belted Drive: Information NeededDocument5 pagesDodge Passport: Selecting A Belted Drive: Information Neededdave chaudhuryNo ratings yet
- 0915.1.0 - Flow Measurement InstrumentsDocument15 pages0915.1.0 - Flow Measurement InstrumentsAlvaro VelardeNo ratings yet