You might also like
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Human Factor and Reliability Analysis to Prevent Losses in Industrial Processes: An Operational Culture PerspectiveFrom EverandHuman Factor and Reliability Analysis to Prevent Losses in Industrial Processes: An Operational Culture PerspectiveNo ratings yet
- 06 Process ReliabilityDocument12 pages06 Process ReliabilitySidney LinsNo ratings yet
- Functioning of Power ExchangesDocument36 pagesFunctioning of Power ExchangesMuqthiar AliNo ratings yet
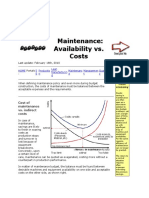
- Availability Vs CostsDocument29 pagesAvailability Vs CostsEbhamboh Ntui AlfredNo ratings yet
- Useful Key Performance Indicators For Maintenance PDFDocument8 pagesUseful Key Performance Indicators For Maintenance PDFfumerojr5164No ratings yet
- Cost of Quality AnalysisDocument8 pagesCost of Quality AnalysisDhairya M KajariaNo ratings yet
- MeasureDocument51 pagesMeasureAshwani KumarNo ratings yet
- FMEA Tig WeldingDocument10 pagesFMEA Tig WeldingGODHOT_69No ratings yet
- Maintenance Optimization: A Critical Aspect of The Equipment Reliability ProgramDocument28 pagesMaintenance Optimization: A Critical Aspect of The Equipment Reliability ProgramJose Carlos Sierra CiudadNo ratings yet
- Maintenance and Its Types-1Document33 pagesMaintenance and Its Types-1Xtylish RajpootNo ratings yet
- MHS 06. Statistical Process Control-KWODocument55 pagesMHS 06. Statistical Process Control-KWOKevin SinagaNo ratings yet
- SKF - Measuring Maintenance PerformanceDocument13 pagesSKF - Measuring Maintenance PerformanceGuilherme Chiminelli100% (2)
- Otal Roductive Aintenance: Designed by Danish Zakria Hafiz Abdul MananDocument11 pagesOtal Roductive Aintenance: Designed by Danish Zakria Hafiz Abdul MananManan IFtikharNo ratings yet
- TPMDocument32 pagesTPMmanolo6490No ratings yet
- TKEP Sample DownloadDocument37 pagesTKEP Sample DownloadLuis MotaNo ratings yet
- Cost of Poor MaintenanceDocument14 pagesCost of Poor MaintenanceSaulo CabreraNo ratings yet
- Plant Maintenance What Makes An Award Winning PDM Program 1615860831Document63 pagesPlant Maintenance What Makes An Award Winning PDM Program 1615860831Muhtiar DarjaNo ratings yet
- Barringer SMRP Houston 5-7-09 Reliability ToolsDocument16 pagesBarringer SMRP Houston 5-7-09 Reliability ToolsIvan Elias GavidiaNo ratings yet
- Ebook 9 Steps Reliability ProcessDocument33 pagesEbook 9 Steps Reliability ProcesstohemaNo ratings yet
- Process 3 - Select risk controls to improve plant reliabilityDocument30 pagesProcess 3 - Select risk controls to improve plant reliabilityrbdubey2020No ratings yet
- Equipment Critical Analysis - The Need For An Effective Maintenance ProgramDocument9 pagesEquipment Critical Analysis - The Need For An Effective Maintenance ProgramAle SanzNo ratings yet
- MAINTENANCE MANAGEMENT GUIDEDocument63 pagesMAINTENANCE MANAGEMENT GUIDEChoirul WahyuNo ratings yet
- GM 1927-16a PWT Gear Commodity AuditDocument5 pagesGM 1927-16a PWT Gear Commodity AuditSergio BoillosNo ratings yet
- Mainteance EffectivenessDocument8 pagesMainteance EffectivenessVictor Garcia VaraNo ratings yet
- Presentation On MSA by TS16949 Auditors From UL IndiaDocument16 pagesPresentation On MSA by TS16949 Auditors From UL Indiavish12321No ratings yet
- Assembly LinesDocument34 pagesAssembly LineshabtamuNo ratings yet
- Red Flags SurveyDocument6 pagesRed Flags Surveyhmp90No ratings yet
- Noria Ascend ChartDocument1 pageNoria Ascend ChartJohn YoungNo ratings yet
- Sec 04 Quality Control ProcessDocument37 pagesSec 04 Quality Control Processapi-3699912No ratings yet
- Maintenance Management - DR Attia Gomaa - 01!12!201 - 230606 - 232549Document185 pagesMaintenance Management - DR Attia Gomaa - 01!12!201 - 230606 - 232549George All-HallakNo ratings yet
- History and Statistics of Different Maintenance StrategiesDocument23 pagesHistory and Statistics of Different Maintenance StrategiesRaj BoligorNo ratings yet
- Intro To DMAICDocument40 pagesIntro To DMAICsamfisher8989No ratings yet
- 12 TPMDocument50 pages12 TPMGatut SulianaNo ratings yet
- Are You Doing To Much Preventive MaintenanceDocument16 pagesAre You Doing To Much Preventive Maintenancemello06No ratings yet
- 10 Steps To Asset CareDocument13 pages10 Steps To Asset CareDamianNo ratings yet
- GM 1927 36 Quality System Basic Marzo 2009 Lpas PDFDocument26 pagesGM 1927 36 Quality System Basic Marzo 2009 Lpas PDFmedi38No ratings yet
- Benchmarks Maintenance Organization Effectiveness - Ricky Smith - LCEDocument6 pagesBenchmarks Maintenance Organization Effectiveness - Ricky Smith - LCEJorge FracaroNo ratings yet
- Switchyard Jishu Hozen Fugai SheetDocument8 pagesSwitchyard Jishu Hozen Fugai SheetAnonymous vcadX45TD7No ratings yet
- Attachment 06 - API 18LCM Report Out Aug 2015Document10 pagesAttachment 06 - API 18LCM Report Out Aug 2015Erika MaraNo ratings yet
- EMYL Method: Maintenance analysis and benchmarkingDocument12 pagesEMYL Method: Maintenance analysis and benchmarkingEng.Bassam - UltraMedicaNo ratings yet
- How To Conduct A Measurement Systems AnalysisDocument5 pagesHow To Conduct A Measurement Systems AnalysisNavnath TamhaneNo ratings yet
- Week 7 - Adaptable Kanban System Maintains JIT ProductionDocument36 pagesWeek 7 - Adaptable Kanban System Maintains JIT ProductionQuynh Chau TranNo ratings yet
- Supplier Apqp Basic TrgudhayDocument39 pagesSupplier Apqp Basic TrgudhayVasudev DevNo ratings yet
- Direct and Indirect MaterialsDocument19 pagesDirect and Indirect MaterialsKraziegyrl LovesUtoomuch0% (1)
- Maintenance Planning and Scheduling Masterclass - Student HandoutDocument161 pagesMaintenance Planning and Scheduling Masterclass - Student Handoutsabrina samuelsNo ratings yet
- 5-Session 5 Quality Management Tools & TechniquesDocument51 pages5-Session 5 Quality Management Tools & TechniquesDinusha RathnayakaNo ratings yet
- Asset Failure Analysis ProcessDocument7 pagesAsset Failure Analysis ProcessApirat WhannurakNo ratings yet
- Maint W Reliability ConceptDocument20 pagesMaint W Reliability ConceptAbiodun IloriNo ratings yet
- TPM-Quality MaintenanceDocument6 pagesTPM-Quality Maintenanceamie indraNo ratings yet
- Supplier Benchmarking Tool EnglishDocument11 pagesSupplier Benchmarking Tool EnglishAnonymous hAiENTeytNo ratings yet
- Lean ProductionDocument17 pagesLean ProductionTahir Naeem JattNo ratings yet
- Introductory Concepts: Basics of MaintenanceDocument47 pagesIntroductory Concepts: Basics of Maintenancetewodros mihretNo ratings yet
- TPMDocument32 pagesTPMvignesh_sundaresan_1No ratings yet
- Lecture 8 Run-to-Failure Management, PM EtcDocument16 pagesLecture 8 Run-to-Failure Management, PM EtcMinhaj UllahNo ratings yet
- Barden Bearing Failures Us enDocument15 pagesBarden Bearing Failures Us enIbrahimElKelany100% (1)
- Sizing Conductors and Selecting Protection Devices: Power Guide 2009 / Book 04Document71 pagesSizing Conductors and Selecting Protection Devices: Power Guide 2009 / Book 04zbyszko201234No ratings yet
- 857 enDocument14 pages857 enThivanka Nirushan WithanageNo ratings yet
- 45RPHSDocument8 pages45RPHSborix69No ratings yet
- Ciruit Breaker Selection ChartDocument1 pageCiruit Breaker Selection ChartThivanka Nirushan WithanageNo ratings yet
- Surfaceb Finish Meterology TutorialDocument162 pagesSurfaceb Finish Meterology TutorialChristian Barnard100% (1)
- MaintenanceDocument9 pagesMaintenanceKumar GaneshNo ratings yet
- InertiaDocument3 pagesInertiaThivanka Nirushan WithanageNo ratings yet
- MO11Document12 pagesMO11Thivanka Nirushan WithanageNo ratings yet
- Calculate Leakage AmountDocument2 pagesCalculate Leakage AmountThivanka Nirushan Withanage100% (1)
- Hydraulic Seals LinearDocument154 pagesHydraulic Seals LinearThivanka Nirushan WithanageNo ratings yet
- ch02Document13 pagesch02Jonathan AnastacioNo ratings yet
- Sand CastingDocument31 pagesSand CastingRodrigo Cruces100% (1)
- Centrifugal Pump Troubleshooting GuideDocument2 pagesCentrifugal Pump Troubleshooting GuideFahad MaqsoodNo ratings yet
- Safe Use of Cylinder Gases: ©consultnet LimitedDocument29 pagesSafe Use of Cylinder Gases: ©consultnet LimitedAhmad Mensa100% (1)
- Gr3 Wk4 Waves and Currents PDFDocument2 pagesGr3 Wk4 Waves and Currents PDFAirah SantiagoNo ratings yet
- Xtra Ordi Xtra Ordinary: Ublished by Authorit Ublished by AuthorityDocument2 pagesXtra Ordi Xtra Ordinary: Ublished by Authorit Ublished by Authoritypawan kumar raiNo ratings yet
- Basic Terms For Mechanical EngineeringDocument9 pagesBasic Terms For Mechanical EngineeringnaveenNo ratings yet
- Virtavia T-34C Manual DTGDocument81 pagesVirtavia T-34C Manual DTGjhonny100% (2)
- Lovibond PFX995/950 Series: Operators Instruction ManualDocument19 pagesLovibond PFX995/950 Series: Operators Instruction Manuallisda AsmidaNo ratings yet
- 2.1 Mixtures, Solutions and Solvents: Solvent It DissolvesDocument6 pages2.1 Mixtures, Solutions and Solvents: Solvent It Dissolvesapi-282526559No ratings yet
- A Practical Method To Predict Performance Curves of Centrifugal Water PumpsDocument6 pagesA Practical Method To Predict Performance Curves of Centrifugal Water Pumps1940LaSalleNo ratings yet
- 175 140500Document2 pages175 140500Abu Anas M.SalaheldinNo ratings yet
- MTU Data SheetDocument2 pagesMTU Data SheetBidonsBidonsNo ratings yet
- UPS Cyber PowerDocument42 pagesUPS Cyber PowerTrongtai PhamNo ratings yet
- Photo DiodeDocument3 pagesPhoto DiodeAngga Wijaya KusumaNo ratings yet
- 9 Science TP 1 1Document3 pages9 Science TP 1 1Neelam AilaniNo ratings yet
- Long Line Application CARRIER-R22Document52 pagesLong Line Application CARRIER-R22Bruce OreNo ratings yet
- Danfoss - Compressor Case StudiesDocument5 pagesDanfoss - Compressor Case Studiesgpax42No ratings yet
- RE22R1KMR DatasheetDocument6 pagesRE22R1KMR DatasheetGustavo PérezNo ratings yet
- 01 Transformer Tutorial Solution Rev1Document7 pages01 Transformer Tutorial Solution Rev1Aruna KumarasiriNo ratings yet
- XG AC DC Annual Maint ScheduleDocument28 pagesXG AC DC Annual Maint ScheduleAnonymous YPx8ss48No ratings yet
- STD 162Document20 pagesSTD 162Saurav PatelNo ratings yet
- Biomass Gasification PDFDocument29 pagesBiomass Gasification PDFHotib PerwiraNo ratings yet
- (Sofia-Natalia Boemi, Olatz Irulegi, Mattheos SantDocument540 pages(Sofia-Natalia Boemi, Olatz Irulegi, Mattheos Santshawul gulilat100% (1)
- Soundbite: Amir Abolfathi, Sonitus Medical One of The Top Inventions of 2010 in Popular Science MagazineDocument5 pagesSoundbite: Amir Abolfathi, Sonitus Medical One of The Top Inventions of 2010 in Popular Science MagazineMatthew CuaNo ratings yet
- EI-LOTO Safety ProceduresDocument3 pagesEI-LOTO Safety ProceduresFabian Martin Nunes OrellanaNo ratings yet
- VH-VC4GD - SM Vulcan OvenDocument95 pagesVH-VC4GD - SM Vulcan OvenDilip SinghNo ratings yet
- Joola Rubber ComparisonDocument1 pageJoola Rubber ComparisonAmherst100% (1)
- Manual EkfcDocument12 pagesManual EkfcDavid GallardoNo ratings yet
- Type P8n, PQ8n, PN8n: Auxiliary RelayDocument7 pagesType P8n, PQ8n, PN8n: Auxiliary RelayDinesh ThevanNo ratings yet
- ChemistrySec4ExpressPreliminaryExam2011 P2Document213 pagesChemistrySec4ExpressPreliminaryExam2011 P2Madeleine AgiusNo ratings yet
- Benefits-Mech. Seal Over Gland PackingDocument7 pagesBenefits-Mech. Seal Over Gland PackingHarish NagwaniNo ratings yet
- Libya Power & Desalination: Report SampleDocument3 pagesLibya Power & Desalination: Report SamplecarolineabinaNo ratings yet