You might also like
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Costing FormatDocument3 pagesCosting FormatdavNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Cswip 3.1 Part 1Document7 pagesCswip 3.1 Part 1Emad Daghagheleh67% (3)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
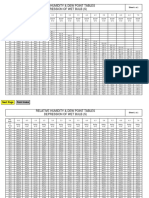
- Relative Humidity & Dew Point TableDocument2 pagesRelative Humidity & Dew Point Tabledav100% (2)
- Qualified Welders ListDocument3 pagesQualified Welders ListdavNo ratings yet
- Ultrasonic or MFL InspectionDocument4 pagesUltrasonic or MFL InspectionArjun Pratap Singh100% (3)
- Ameron Paint Products Relative Humidity & Dew PointDocument1 pageAmeron Paint Products Relative Humidity & Dew PointdavNo ratings yet
- ASME DeficionesDocument3 pagesASME DeficionesShegoNo ratings yet
- Vessel Coating Using Belzona.Document104 pagesVessel Coating Using Belzona.dav100% (1)
- Is 11804 1986Document16 pagesIs 11804 1986davNo ratings yet
- Quality Control Cert.Document3 pagesQuality Control Cert.davNo ratings yet
- OS E401 Helicopter DecksDocument26 pagesOS E401 Helicopter DecksdavNo ratings yet
- Outokumpu Steel Grades Properties Global StandardsDocument20 pagesOutokumpu Steel Grades Properties Global StandardsLance BlackstarNo ratings yet
- Bondstrand Assembly Instrutions.Document8 pagesBondstrand Assembly Instrutions.davNo ratings yet
- ASDYY 08 00090 0001rBDocument1 pageASDYY 08 00090 0001rBdavNo ratings yet
- ForgingDocument11 pagesForgingसन्नी राजाNo ratings yet
- 09 Mo1517Document2 pages09 Mo1517TombongNo ratings yet
- Stainless Steel Specification.Document3 pagesStainless Steel Specification.davNo ratings yet
- Temperature Measurement Test Report: 1. ObjectivesDocument37 pagesTemperature Measurement Test Report: 1. ObjectivesdavNo ratings yet
- Fire Test ReportDocument6 pagesFire Test ReportdavNo ratings yet
- Ball Valve Torque CalculationDocument1 pageBall Valve Torque CalculationdavNo ratings yet
- 8 Presentation - FairclothDocument41 pages8 Presentation - FairclothSıddık SarıcalarNo ratings yet
- Cob06331 Design and Development of Automatic Scanning Ultrasonic Inspection of PipelinesDocument7 pagesCob06331 Design and Development of Automatic Scanning Ultrasonic Inspection of PipelinesdavNo ratings yet
- GL Huyett EngineeringHandbookDocument95 pagesGL Huyett EngineeringHandbookSwetha PattelaNo ratings yet
- Business Planning For A Successful Project: Jason Karszes, Jeff Perry, Cathy Wickswat, Kyle Getty, Joan PetzenDocument29 pagesBusiness Planning For A Successful Project: Jason Karszes, Jeff Perry, Cathy Wickswat, Kyle Getty, Joan PetzenHira BashirNo ratings yet
- Studs Din938Document3 pagesStuds Din938davNo ratings yet
- Dairy Farming: Nsic Project ProfilesDocument3 pagesDairy Farming: Nsic Project Profilesrengachen100% (3)
- Lean Six Sigma Green Beltv1.2Document2 pagesLean Six Sigma Green Beltv1.2davNo ratings yet
- Action Taken To Eliminate Internal Casting DefectDocument1 pageAction Taken To Eliminate Internal Casting DefectdavNo ratings yet
- Get FileDocument4 pagesGet FiledavNo ratings yet