You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Board Diagnostic-OBDDocument12 pagesOn Board Diagnostic-OBDPHÁT NGUYỄN THẾ100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- 2000 BMW Z3 - M Roadster - Z3 - M Coupe Electrical Troubleshooting ManualDocument382 pages2000 BMW Z3 - M Roadster - Z3 - M Coupe Electrical Troubleshooting ManualShelli Godfrey100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- CIMAC WG08 2014 05 Guideline Fuel Scenarios Impact LubricationDocument19 pagesCIMAC WG08 2014 05 Guideline Fuel Scenarios Impact LubricationozakyusNo ratings yet
- Triumph Repair Manual 63 70Document236 pagesTriumph Repair Manual 63 70mivanguadalupe100% (3)
- Stewart Warner Catalog-2016Document104 pagesStewart Warner Catalog-2016scribdfourmeNo ratings yet
- F4EAT (F4AEL) Sonnax BulletinDocument2 pagesF4EAT (F4AEL) Sonnax BulletinAndrés Caleb Blanco Guzman100% (4)
- SAF-11 Emergency Shut Down, Isolation and DepressuringDocument7 pagesSAF-11 Emergency Shut Down, Isolation and DepressuringlukeNo ratings yet
- Grove RT700E: Product GuideDocument20 pagesGrove RT700E: Product GuidecherifNo ratings yet
- Introducing The HB335/HB365-1 Hybrid Hydraulic ExcavatorsDocument8 pagesIntroducing The HB335/HB365-1 Hybrid Hydraulic ExcavatorslionkinghdNo ratings yet
- I Stand All Amazed (Piano)Document2 pagesI Stand All Amazed (Piano)Richard ThrippNo ratings yet
- MHPS Large Frame F Series Gas Turbine PDFDocument8 pagesMHPS Large Frame F Series Gas Turbine PDFI Wayan Arimbawa100% (1)
- Treatment of Crude Oil ProcessDocument11 pagesTreatment of Crude Oil Processmahmoud100% (1)
- E813 04-2009 90 Hyster XMsDocument630 pagesE813 04-2009 90 Hyster XMsManutenção Base AnápolisNo ratings yet
- Manual L3-56 15521 Deno, Deno Compressors L3-56 INSTALLATION, OPERATION & MAINTENANCE MANUAL L3-SeriesDocument47 pagesManual L3-56 15521 Deno, Deno Compressors L3-56 INSTALLATION, OPERATION & MAINTENANCE MANUAL L3-Seriestm5u2r100% (1)
- DrydockDocument8 pagesDrydockRavindar AnandanNo ratings yet
- Project ReportDocument39 pagesProject ReportMd Sahanawaz100% (2)
- HEMICELLULOSE BIOREFINERY FOR FURFURAL PRODUCTION ENERGY REQUIREMENT ANALYSIS AND MINIMIZATION Destilacion Azeot Furfural PDFDocument6 pagesHEMICELLULOSE BIOREFINERY FOR FURFURAL PRODUCTION ENERGY REQUIREMENT ANALYSIS AND MINIMIZATION Destilacion Azeot Furfural PDFDori SequeiraNo ratings yet
- Solar DistillationDocument6 pagesSolar DistillationEmy MathewNo ratings yet
- 1 s2.0 019689049598901X MainDocument10 pages1 s2.0 019689049598901X MainDori SequeiraNo ratings yet
- Standard Scope of Supply Langford Power Lgi RangeDocument2 pagesStandard Scope of Supply Langford Power Lgi RangesaiyedasadNo ratings yet
- Literature Review of Implemented Polymer Field Projects - JPSE 2014Document15 pagesLiterature Review of Implemented Polymer Field Projects - JPSE 2014Wilmer ArcosNo ratings yet
- Thermodynamics ProjectDocument4 pagesThermodynamics Projectapi-352243139No ratings yet
- N2kmQ5 - 0521644895 - 0521642779engines PDFDocument268 pagesN2kmQ5 - 0521644895 - 0521642779engines PDFvalles_1168100% (2)
- Description of Parameters, Engine Control Module (ECM)Document19 pagesDescription of Parameters, Engine Control Module (ECM)rahmat sanusiNo ratings yet
- ActSafe PME Manual ENGDocument32 pagesActSafe PME Manual ENGpnsanatNo ratings yet
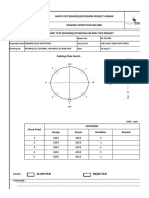
- M-12C-003 Padding Plate Fuel Gas Cold Vent StackDocument4 pagesM-12C-003 Padding Plate Fuel Gas Cold Vent StackYurizal FirmansyahNo ratings yet
- Development High-Efficiency Turbocharger Met-MaDocument3 pagesDevelopment High-Efficiency Turbocharger Met-Macristobal_tl2277No ratings yet
- ThermalbarriercoatingDocument18 pagesThermalbarriercoatingArun kumarNo ratings yet
- BIR Form 0605Document3 pagesBIR Form 0605rafael soriao0% (1)
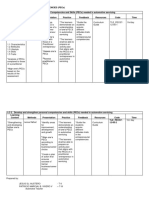
- Automotive Grade 9 10 Session Plan by Patricio Vivero Jesus AusteroDocument18 pagesAutomotive Grade 9 10 Session Plan by Patricio Vivero Jesus AusteroLouiel Marcellano VargasNo ratings yet
- Air Condition 1,9l TDI (AHF)Document5 pagesAir Condition 1,9l TDI (AHF)ghitacrainicNo ratings yet
- CementingDocument3 pagesCementingaidaNo ratings yet
- Specification Sheet - Kohler Gas GeneratorDocument4 pagesSpecification Sheet - Kohler Gas GeneratorDayo Idowu0% (1)