You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Conversion of APAAN (α-phenylacetoacetonitrile) into BMK (benzylmethylketone)Document82 pagesConversion of APAAN (α-phenylacetoacetonitrile) into BMK (benzylmethylketone)tha_stiff77% (13)
- Astm A105 PDFDocument7 pagesAstm A105 PDFdantorrelio89No ratings yet
- Engineering Standar For Process Design of Solid Liquid Separators-IpsDocument31 pagesEngineering Standar For Process Design of Solid Liquid Separators-Ipsdantorrelio89100% (1)
- Astm A167 PDFDocument2 pagesAstm A167 PDFdantorrelio89No ratings yet
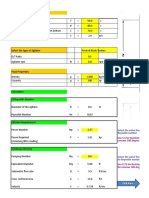
- Agitator Power Requirement and Mixing Intensity CalculationDocument26 pagesAgitator Power Requirement and Mixing Intensity CalculationWael Abdel-MageedNo ratings yet
- BS 4942-3Document12 pagesBS 4942-3dantorrelio89No ratings yet
- (Cambridge Series in Chemical Engineering) Arvind Varma, Massimo Morbidelli, Hua Wu - Parametric Sensitivity in Chemical Systems (Cambridge Series in Chemical Engineering) (2005, Cambridge UniverDocument358 pages(Cambridge Series in Chemical Engineering) Arvind Varma, Massimo Morbidelli, Hua Wu - Parametric Sensitivity in Chemical Systems (Cambridge Series in Chemical Engineering) (2005, Cambridge UniverhikaranakaraNo ratings yet
- ReactorsDocument19 pagesReactorsluisNo ratings yet
- PE and PD-section 1-4 RobertoDocument26 pagesPE and PD-section 1-4 RobertoJayvee FranciscoNo ratings yet
- Op. Center JOB N - Op. Center Doc. N - A 8474L-023 ML 001: Process Data SheetDocument216 pagesOp. Center JOB N - Op. Center Doc. N - A 8474L-023 ML 001: Process Data SheetBùi Hữu SơnNo ratings yet
- 8.3 - Packed-Bed ReactorsDocument20 pages8.3 - Packed-Bed ReactorsDotaKINGNo ratings yet
- IAV PAPYR 4031 HYDROCRACKING in BIORES TECH V 100 ISS 12 PP 3036 3042 Y 2009 PDFDocument7 pagesIAV PAPYR 4031 HYDROCRACKING in BIORES TECH V 100 ISS 12 PP 3036 3042 Y 2009 PDFdantorrelio89No ratings yet
- Optimise Hydrocracker Operations For Maximum DistillatesDocument8 pagesOptimise Hydrocracker Operations For Maximum Distillatesdantorrelio89No ratings yet
- ANSI C80.1 Rigid Steel Conduit For Zinc CoatedDocument13 pagesANSI C80.1 Rigid Steel Conduit For Zinc CoatedJuan Pablo Guaman AyalaNo ratings yet
- Process Cat Innov Hydrocrack PDFDocument21 pagesProcess Cat Innov Hydrocrack PDFdantorrelio89No ratings yet
- BS 1765 Part 2Document8 pagesBS 1765 Part 2dantorrelio89No ratings yet
- Astm A194 PDFDocument11 pagesAstm A194 PDFdantorrelio89No ratings yet
- Astm A325Document8 pagesAstm A325dantorrelio89No ratings yet
- 24 Ijecsmay PDFDocument11 pages24 Ijecsmay PDFHarshaNo ratings yet
- 1st Lect Fertilizers (1) - 2Document162 pages1st Lect Fertilizers (1) - 2saeed hassanNo ratings yet
- Omega Final GasDocument2 pagesOmega Final GaskishorNo ratings yet
- Isothermal Reactor DesignDocument99 pagesIsothermal Reactor DesignabrhshNo ratings yet
- TAYLOR Process Step ScoringDocument9 pagesTAYLOR Process Step ScoringAmgadNo ratings yet
- Synthesis of Carbon Nanotubes by Chemical Vapor DepositionsDocument24 pagesSynthesis of Carbon Nanotubes by Chemical Vapor DepositionsGovarthananNo ratings yet
- Dynamic Process Monitoring of An Ammonia Synthesis Fixed-Bed ReactorDocument11 pagesDynamic Process Monitoring of An Ammonia Synthesis Fixed-Bed ReactorAbdulrahman MuabberNo ratings yet
- Feedstock Recycling of Polyethylene in A Two-Step Thermo-Catalytic Reaction SystemDocument9 pagesFeedstock Recycling of Polyethylene in A Two-Step Thermo-Catalytic Reaction SystemZahid FarooqNo ratings yet
- Intership 1Document28 pagesIntership 1Abhishek KhandekarNo ratings yet
- Sulfur Production: Presented By: 21BCH009 21BCH012 21BCH013 21BCH014Document28 pagesSulfur Production: Presented By: 21BCH009 21BCH012 21BCH013 21BCH014Avani TaiwadeNo ratings yet
- Batch CSTR ExperimentDocument5 pagesBatch CSTR ExperimentNaeem YounisNo ratings yet
- Probset3. MaterialbalancesDocument8 pagesProbset3. MaterialbalancesAbi MukundNo ratings yet
- Problem Set PLUG Flow ReactorDocument1 pageProblem Set PLUG Flow ReactorTri WidayatnoNo ratings yet
- ODE Solver For PFRDocument4 pagesODE Solver For PFRNikhil Kumar ChennuriNo ratings yet
- Anilina PlantaDocument23 pagesAnilina PlantaDiego ForeroNo ratings yet
- CENG 122 Project StatementDocument11 pagesCENG 122 Project StatementRosalyne Artho-PhanNo ratings yet
- 01 Introduction To Chemical Process + Plant Design PDFDocument40 pages01 Introduction To Chemical Process + Plant Design PDFRonald Baldago100% (1)
- Explosion X Reaccion Descontr de Polimero Acrilico FGyS - 9 Ago 07 PDFDocument17 pagesExplosion X Reaccion Descontr de Polimero Acrilico FGyS - 9 Ago 07 PDFjuan_balderramaNo ratings yet
- FormaldehydeDocument123 pagesFormaldehydeHu Hin Ang50% (2)
- The Properties of Cobalt Oxide Catalyst For Ammonia Oxidation Szalowki Et Al. Appl. Catal. 1998Document11 pagesThe Properties of Cobalt Oxide Catalyst For Ammonia Oxidation Szalowki Et Al. Appl. Catal. 1998juan davidNo ratings yet
- 27.koutinas Et Al 2016Document11 pages27.koutinas Et Al 2016Mary Grace VelitarioNo ratings yet
- Process Control Assignment Roll No-492IC07Document13 pagesProcess Control Assignment Roll No-492IC07akulNo ratings yet
- PCI Minor 1Document2 pagesPCI Minor 1Omprakash VermaNo ratings yet