You might also like
- PEMBANGUNAN KAPALDocument19 pagesPEMBANGUNAN KAPALHabib SusiloNo ratings yet
- Artikel Tug BoatDocument5 pagesArtikel Tug Boatsuhendra_kapalNo ratings yet
- Survey 6 (Ropax 300) Scantling Dan Welding CheckDocument3 pagesSurvey 6 (Ropax 300) Scantling Dan Welding CheckBima Ade Maulana100% (1)
- TEKNOLOGI KAPALDocument3 pagesTEKNOLOGI KAPALdiasporaNo ratings yet
- 02 Metode Manajemen K3L & CycleDocument10 pages02 Metode Manajemen K3L & Cyclehadiprasetyo91No ratings yet
- 5 PTK 016 2007 Sistem Manajemen Keselamatan Dan Kesehatan Kerja Kontraktor KKS PDFDocument175 pages5 PTK 016 2007 Sistem Manajemen Keselamatan Dan Kesehatan Kerja Kontraktor KKS PDFherupatriaNo ratings yet
- Pemodelan Sistem Biologi Menggunakan Partial Least Square2Document4 pagesPemodelan Sistem Biologi Menggunakan Partial Least Square2Ai Phantomhive100% (1)
- Pelabuhan LembarDocument10 pagesPelabuhan LembarVidi Virman HidayatNo ratings yet
- SMK3-OHSASDocument20 pagesSMK3-OHSASIvandy 99No ratings yet
- Contoh Kebijakan K3 PerusahaanDocument1 pageContoh Kebijakan K3 PerusahaandaruNo ratings yet
- APD Pada Pekerjaan Konstruksi BangunanDocument7 pagesAPD Pada Pekerjaan Konstruksi BangunanZyaban Dorayakiez CuphuwNo ratings yet
- Preesentasi Sistem Manajemen K3Document28 pagesPreesentasi Sistem Manajemen K3Pandhu Kharisma PratamaNo ratings yet
- PTLT III - Kelompok 1 - PErtemuan 9-10Document23 pagesPTLT III - Kelompok 1 - PErtemuan 9-10Filipus TantoNo ratings yet
- Propsal PT. IKIDocument68 pagesPropsal PT. IKIwilliam100% (1)
- PneumatikDocument26 pagesPneumatikRestu ArrasyidinNo ratings yet
- Klasifikasi Bidang Dan Sub Bidang Usaha Jasa Pelaksana KonstruksiDocument2 pagesKlasifikasi Bidang Dan Sub Bidang Usaha Jasa Pelaksana KonstruksiM Aris DaudNo ratings yet
- Resum Perawatan Fasilitas Pada Galangan Kapal. MerciaDocument6 pagesResum Perawatan Fasilitas Pada Galangan Kapal. Merciamercia gargutNo ratings yet
- Laporan PKL Ak3 Muda Konstruksi.Document20 pagesLaporan PKL Ak3 Muda Konstruksi.Tata ZahraNo ratings yet
- Peran Dan Aplikasi Ilmu Teknik Pengairan Dalam Industri PertambanganDocument10 pagesPeran Dan Aplikasi Ilmu Teknik Pengairan Dalam Industri PertambanganAriz BobNo ratings yet
- K7. Tgs4pemeliharaan Dan Perawatan PelabuhanDocument8 pagesK7. Tgs4pemeliharaan Dan Perawatan PelabuhanAfif BarcaNo ratings yet
- Spektrum GelombangDocument18 pagesSpektrum GelombangsyahrunNo ratings yet
- Alat Angkat Di PelabuhanDocument9 pagesAlat Angkat Di PelabuhanRahmad FajarNo ratings yet
- Bandar UdaraDocument5 pagesBandar UdaraulfatmasariNo ratings yet
- Revisi Reparasi Lambung KapalDocument17 pagesRevisi Reparasi Lambung Kapalchoirul dwiyonoNo ratings yet
- MP PELABUHAN PETI KEMAS MOROWALIDocument22 pagesMP PELABUHAN PETI KEMAS MOROWALIDina Nurul LitaNo ratings yet
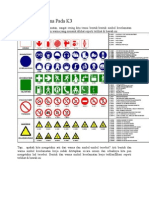
- Arti Bentuk Warna Pada K3Document3 pagesArti Bentuk Warna Pada K3sopyanNo ratings yet
- Tujuan K3 ListrikDocument2 pagesTujuan K3 ListrikYessy Dwi YuliantiNo ratings yet
- LB_ALGORITMADocument3 pagesLB_ALGORITMAAurora Atma NirmalaNo ratings yet
- 160 - Nomor - Kursi - No - Nim - 20201027-Tahap 1Document16 pages160 - Nomor - Kursi - No - Nim - 20201027-Tahap 1Tedi PrayogaNo ratings yet
- Fault Tree Analysis Sop Keselamatan KerjaDocument6 pagesFault Tree Analysis Sop Keselamatan KerjaMarrry FlorenciaNo ratings yet
- Mercia Gargut - Pembahasan, Penarapan Dan Identifikasi K3 PT. PalDocument5 pagesMercia Gargut - Pembahasan, Penarapan Dan Identifikasi K3 PT. Palmercia gargutNo ratings yet
- Balok Baja KastelaDocument7 pagesBalok Baja KastelaEra Agita KabdiyonoNo ratings yet
- Business RoadmapDocument20 pagesBusiness RoadmapEka AriefinNo ratings yet
- PENCEGAHAN RISIKO K3Document14 pagesPENCEGAHAN RISIKO K3YolandazhNo ratings yet
- PERANCANGAN SISTEM PENCEGAHAN FLOODING DATA PADA JARINGAN KOMPUTER (Studi Kasus Chevron Geothermal Indonesia Ltd. Darajat)Document151 pagesPERANCANGAN SISTEM PENCEGAHAN FLOODING DATA PADA JARINGAN KOMPUTER (Studi Kasus Chevron Geothermal Indonesia Ltd. Darajat)Sekolah Tinggi Teknologi Garut100% (6)
- PKL PelindoDocument30 pagesPKL PelindoYONATHAN42No ratings yet
- Prosedur BMBBDocument13 pagesProsedur BMBBAnchuNo ratings yet
- (1.15) IK Pengendalian Dokumen Rekaman Kegiatan (Ketentuan Teknis)Document26 pages(1.15) IK Pengendalian Dokumen Rekaman Kegiatan (Ketentuan Teknis)Adrian ZheaghoNo ratings yet
- Modul Manajemen Pelatihan Dan Kompetensi PDFDocument40 pagesModul Manajemen Pelatihan Dan Kompetensi PDFMeldy RondoNo ratings yet
- 10 Proses Riksa UjiDocument28 pages10 Proses Riksa UjiAsmul MuhammadNo ratings yet
- STRUKTUR JETTYDocument4 pagesSTRUKTUR JETTYedhiNo ratings yet
- kpk3 SPBUDocument12 pageskpk3 SPBURetnopujiNo ratings yet
- Dokumen RK3K - Kelompok 2 - (Nama Kalian)Document45 pagesDokumen RK3K - Kelompok 2 - (Nama Kalian)DenaEkaPutriNo ratings yet
- Pelaksanaan Kerja Praktik Sebagai Design Trailer Pada Proyek Asphalt Mixing Plant (Amp) Yang Dikerjakan Oleh Pt. Gorga Marga MandiriDocument43 pagesPelaksanaan Kerja Praktik Sebagai Design Trailer Pada Proyek Asphalt Mixing Plant (Amp) Yang Dikerjakan Oleh Pt. Gorga Marga MandiriYuniarNo ratings yet
- User Guide Teman K3 Bagi PJK3 Ver 1.2Document27 pagesUser Guide Teman K3 Bagi PJK3 Ver 1.2Priyo SuswantoNo ratings yet
- Ergonomi ManajemenDocument7 pagesErgonomi ManajemenGita DermawantiNo ratings yet
- Modul 1. Undang-Undang, Standar Peraturan K3 PDFDocument54 pagesModul 1. Undang-Undang, Standar Peraturan K3 PDFYusraKhairunnisaqNo ratings yet
- Rekayasa - Upgrade Jetty AbbyDocument12 pagesRekayasa - Upgrade Jetty AbbyYan YudhistiraNo ratings yet
- Persetujuan Bangunan Gedung PBGDocument8 pagesPersetujuan Bangunan Gedung PBGburhann rachmanNo ratings yet
- Ojt Pt. SpilDocument40 pagesOjt Pt. SpilNaufarNo ratings yet
- Kuliah-3 TBK Ukuran Utama KapalDocument25 pagesKuliah-3 TBK Ukuran Utama KapalFajar KurniawantoroNo ratings yet
- PM No. 60 Tahun 2012Document58 pagesPM No. 60 Tahun 2012Dody WidodoNo ratings yet
- Refisi FlushingDocument14 pagesRefisi FlushingjayaNo ratings yet
- PKM-K (OEMAH - Paint by Number)Document17 pagesPKM-K (OEMAH - Paint by Number)AnjeliNo ratings yet
- K3 Peralatan Konstruks-1iDocument65 pagesK3 Peralatan Konstruks-1iAbdul 007No ratings yet
- TUGAS UAS TEKNIK PRODUKSI DAN REPARASI KAPALDocument21 pagesTUGAS UAS TEKNIK PRODUKSI DAN REPARASI KAPALikusumaNo ratings yet
- Sistem Pembangunan Kapal UNSADA by Ridwan (2013320008)Document66 pagesSistem Pembangunan Kapal UNSADA by Ridwan (2013320008)MuhammadRidwan100% (2)
- Work Breakdown Structure (WBS) : Structure (WBS) - WBS Ini Diklasifikasikan Sebagai Sebuah Sistem. WBS UmumnyaDocument29 pagesWork Breakdown Structure (WBS) : Structure (WBS) - WBS Ini Diklasifikasikan Sebagai Sebuah Sistem. WBS UmumnyaZaidy IrawannNo ratings yet
- Tahap Pembuatan KapalDocument12 pagesTahap Pembuatan KapalHabibah Dwi SalmaNo ratings yet
- Jalur ProduksiDocument29 pagesJalur ProduksiEndarNo ratings yet
- Cara Memasang EA UsdPro D MT4Document4 pagesCara Memasang EA UsdPro D MT4febrian29No ratings yet
- Nokia 5070 PDFDocument108 pagesNokia 5070 PDFfebrian29No ratings yet
- Materi Mirror TerbaruDocument13 pagesMateri Mirror Terbarufebrian29No ratings yet
- BVB Trading Style Ver 1Document11 pagesBVB Trading Style Ver 1Muhammad Al BattarNo ratings yet
- MATERI HIGER LOWER VOLATILITYDocument3 pagesMATERI HIGER LOWER VOLATILITYfebrian29100% (1)
- Panduan Forex KomprehensifDocument122 pagesPanduan Forex KomprehensifDarel Gorondu100% (1)
- 6 Pola Candlestick Yang Paling Menguntungkan Dalam Perdagangan Saham Di Bursa Efek IndonesiaDocument33 pages6 Pola Candlestick Yang Paling Menguntungkan Dalam Perdagangan Saham Di Bursa Efek IndonesiaAgustin Eliasta Ginting100% (28)
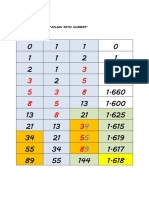
- Teknik Angka EmasDocument8 pagesTeknik Angka Emasfebrian290% (1)