You might also like
- Welding NotesDocument5 pagesWelding NotesRakesh RanjanNo ratings yet
- Arc WeldingDocument30 pagesArc WeldingEngineersEDGE CoimbatoreNo ratings yet
- A Guide to Electronic Maintenance and RepairsFrom EverandA Guide to Electronic Maintenance and RepairsRating: 4.5 out of 5 stars4.5/5 (7)
- Island Supply Welding Co A Basic Guide of Arc Welding ElectrodesDocument3 pagesIsland Supply Welding Co A Basic Guide of Arc Welding ElectrodesLuis CoronaNo ratings yet
- Electrode IDentificationDocument3 pagesElectrode IDentificationAmit AgarwalNo ratings yet
- Can A E6013 Welding Rod Be Used On A 110 Volt Arc Welder?Document7 pagesCan A E6013 Welding Rod Be Used On A 110 Volt Arc Welder?sunilsunny317No ratings yet
- A Basic Guide of Arc Welding ElectrodesDocument4 pagesA Basic Guide of Arc Welding Electrodespradeepmanu6527No ratings yet
- Welding ElectrodesDocument19 pagesWelding Electrodesraju100% (1)
- Types of Welding ElectrodesDocument34 pagesTypes of Welding ElectrodesAileen May Caminero SumampaoNo ratings yet
- Electrode Selection LPDocument9 pagesElectrode Selection LPRehan sheikhNo ratings yet
- 5.arc WeldDocument40 pages5.arc Weldalinader20022No ratings yet
- Underwater Welding WeldingDocument10 pagesUnderwater Welding Weldingarun9446959008No ratings yet
- Welding Electrode S (PecificationDocument15 pagesWelding Electrode S (PecificationprashantNo ratings yet
- AWS Electrode ClassificationsDocument3 pagesAWS Electrode ClassificationsUsamaIjazNo ratings yet
- The Classification of Welding ElectrodesDocument3 pagesThe Classification of Welding ElectrodesesamxNo ratings yet
- How To Select Welding ElectrodesDocument6 pagesHow To Select Welding ElectrodesRobert DelafosseNo ratings yet
- Basic Guide of Arc Welding ElectrodesDocument25 pagesBasic Guide of Arc Welding ElectrodesrajuNo ratings yet
- SMAW WELDING PresentasiDocument20 pagesSMAW WELDING PresentasiAlfian Hari Gunawan100% (2)
- Shielded Metal Arc Welding Manual Metal Arc Welding Stick WeldingDocument50 pagesShielded Metal Arc Welding Manual Metal Arc Welding Stick WeldingRafli RamadhaniNo ratings yet
- AWS ClassificationsDocument6 pagesAWS ClassificationsSubbarayan SaravanakumarNo ratings yet
- A Short Guide, Discussions Are Welcomed in CommentsDocument10 pagesA Short Guide, Discussions Are Welcomed in CommentsNavarin TvkNo ratings yet
- Welding: Training Partner-Chameli Devi Group of Institutions, Indore QP Name-Welding Technician Lavel-4Document14 pagesWelding: Training Partner-Chameli Devi Group of Institutions, Indore QP Name-Welding Technician Lavel-4Bouzaida MaherNo ratings yet
- SMAW ElectrodesDocument2 pagesSMAW ElectrodesAsaad MohamedNo ratings yet
- SMAW (Common Questions)Document2 pagesSMAW (Common Questions)SuzetteBragaSamuelaNo ratings yet
- Arc WeldingDocument48 pagesArc WeldingSumma ThanNo ratings yet
- Principle of WeldingDocument9 pagesPrinciple of WeldingCarolina Acibar AcquiatNo ratings yet
- Welding Rods Compared - 6010, 6011, 6013, 7018 & 7024Document12 pagesWelding Rods Compared - 6010, 6011, 6013, 7018 & 7024romeo baveraNo ratings yet
- Arc Welding Power SourceDocument22 pagesArc Welding Power SourceMayank SinglaNo ratings yet
- Expt 5 Welding ShopDocument6 pagesExpt 5 Welding Shopvivoyseries21No ratings yet
- Essential Variables of SmawDocument7 pagesEssential Variables of SmawAbdallah Mansour100% (6)
- I. Welding: (What About Flux Cored Arc Welding??)Document4 pagesI. Welding: (What About Flux Cored Arc Welding??)Ravi PoudelNo ratings yet
- Igcse 24 ElectricalresistanceDocument21 pagesIgcse 24 ElectricalresistanceHany ElGezawyNo ratings yet
- Welding Shop Lab ManualDocument13 pagesWelding Shop Lab Manualcijiv82077No ratings yet
- CH06 SmawDocument33 pagesCH06 Smawakmalisyraf9No ratings yet
- Basics of Electricity/Electronics: Description Get It FromDocument12 pagesBasics of Electricity/Electronics: Description Get It FromMohammed Abu SufianNo ratings yet
- Sptve Smaw 8 Las 2Document8 pagesSptve Smaw 8 Las 2Howell ConsueloNo ratings yet
- Dinlasan - Electric Arc Safety WeldingDocument9 pagesDinlasan - Electric Arc Safety Weldingshin deiruNo ratings yet
- Shield Metal Arc WeldingDocument4 pagesShield Metal Arc Weldingகோகுல் இராNo ratings yet
- Correct Arc Length, Correct Travel Speed and Correct Electrode AngleDocument6 pagesCorrect Arc Length, Correct Travel Speed and Correct Electrode AngleFelix MilanNo ratings yet
- TehgjdDocument23 pagesTehgjdAditya YewleyNo ratings yet
- 2 WeldingDocument24 pages2 WeldingpriyanshuvraoNo ratings yet
- Project Components 1.diode: Pin ConfigurationDocument20 pagesProject Components 1.diode: Pin ConfigurationMahesh UgalmugaleNo ratings yet
- Arc Welding: By: John TempletonDocument30 pagesArc Welding: By: John TempletonA K SinghNo ratings yet
- WeldingDocument9 pagesWeldingDebanjali MajumderNo ratings yet
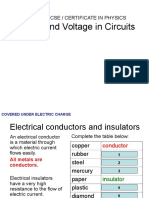
- IGCSE 23 Current&VoltageInCircuitsDocument31 pagesIGCSE 23 Current&VoltageInCircuitsleena100% (1)
- Electrode Classification by Aws A 5.1 PDFDocument1 pageElectrode Classification by Aws A 5.1 PDFVenkatesh NatlaNo ratings yet
- WWS Group An Introduction To Manual Metal Arc Stick WeldingDocument11 pagesWWS Group An Introduction To Manual Metal Arc Stick WeldingnamkvalNo ratings yet
- Smaw and Tig WeldingDocument46 pagesSmaw and Tig WeldingRajesh Kumar Ravi100% (1)
- Voltage Supply Control Device LoadDocument37 pagesVoltage Supply Control Device LoadSyed Foysol IslamNo ratings yet
- MCW Arc WeldingDocument28 pagesMCW Arc WeldingNeelove SharmaNo ratings yet
- GCSE 25 CurrentElectricityDocument58 pagesGCSE 25 CurrentElectricityHafsa JalisiNo ratings yet
- Set-Up Welding EquipmentsDocument37 pagesSet-Up Welding EquipmentsEvan Jared L. GalvezNo ratings yet
- 2.2 Shielded Metal Arc WeldingDocument4 pages2.2 Shielded Metal Arc WeldingMat SerabaiNo ratings yet
- Electronics Workshop Manual 2Document141 pagesElectronics Workshop Manual 2Manu Yadav100% (1)
- 6.3. - Esr TceDocument3 pages6.3. - Esr TceRamiro Alonso Bruz SilvaNo ratings yet
- STEM: Science, Technology, Engineering and Maths Principles Teachers Pack V10From EverandSTEM: Science, Technology, Engineering and Maths Principles Teachers Pack V10No ratings yet
- Passive and Discrete Circuits: Newnes Electronics Circuits Pocket Book, Volume 2From EverandPassive and Discrete Circuits: Newnes Electronics Circuits Pocket Book, Volume 2No ratings yet
- Auto Reset Over or Under Voltage Cutout: Electronics & Communication EngineeringDocument66 pagesAuto Reset Over or Under Voltage Cutout: Electronics & Communication EngineeringSai Krishna KodaliNo ratings yet
- Activity 1.1.2 Investigating Basic Circuits (DMS) : Part A: Creating A Circuit and Measuring A Circuit's PropertiesDocument9 pagesActivity 1.1.2 Investigating Basic Circuits (DMS) : Part A: Creating A Circuit and Measuring A Circuit's PropertiesNick SNo ratings yet
- Medium Voltage Underground Power Cables CatalogueDocument43 pagesMedium Voltage Underground Power Cables CatalogueAshutosh KumarNo ratings yet
- 5 Essentials of Shielded Metal Arc WeldingDocument13 pages5 Essentials of Shielded Metal Arc WeldingRyanM.PradelNo ratings yet
- Free Energy MultiplierDocument25 pagesFree Energy Multipliervikas kansal100% (1)
- 2015-12-06 Syllabus of IPhODocument5 pages2015-12-06 Syllabus of IPhOlordheisenbergpoirotNo ratings yet
- Substation GuideDocument78 pagesSubstation GuideJack Frost100% (4)
- Classic Car Electrics Tips Techniq PDFDocument294 pagesClassic Car Electrics Tips Techniq PDFTariq Angel100% (1)
- From Iec 60439 To Iec 61439Document10 pagesFrom Iec 60439 To Iec 61439zbyszko201234100% (1)
- Question Bank: E1153 - Basic Electrical & Electronics EngineeringDocument18 pagesQuestion Bank: E1153 - Basic Electrical & Electronics EngineeringAnanthilakaNo ratings yet
- Analysis of Ac Contactors Combining Electric Circuits, Time-Harmonic Finite Element Simulations and Experimental WorkDocument14 pagesAnalysis of Ac Contactors Combining Electric Circuits, Time-Harmonic Finite Element Simulations and Experimental Workluis900000No ratings yet
- FullDocument909 pagesFullVIMALKAUMAR0% (1)
- 1.2 Extra Losses Caused in High Current ConductorsDocument22 pages1.2 Extra Losses Caused in High Current Conductorsminh siNo ratings yet
- Dse8610 Manual PDFDocument119 pagesDse8610 Manual PDFabdeNo ratings yet
- Voltages Induced in Sheaths and Armour of Single Core CablesDocument2 pagesVoltages Induced in Sheaths and Armour of Single Core CablesHameedNo ratings yet
- Chapter 1 - Introduction To Machinery PrinciplesDocument51 pagesChapter 1 - Introduction To Machinery PrinciplesGopinath SubramaniNo ratings yet
- Ejemplo BusbarDocument118 pagesEjemplo BusbarJulen DurlanNo ratings yet
- EEEDocument290 pagesEEEfaizu_ibmNo ratings yet
- Japanese Reports Electrical Fire CausesDocument55 pagesJapanese Reports Electrical Fire Causesal bauerNo ratings yet
- Electric Motor Brake Horsepower Calculations 2Document7 pagesElectric Motor Brake Horsepower Calculations 2osamaNo ratings yet
- Application Guidelines For Aluminum Electolytic Capacitors PDFDocument19 pagesApplication Guidelines For Aluminum Electolytic Capacitors PDFPradeep_VashistNo ratings yet
- Bus Bar Selection 20338744 - 0606073419Document40 pagesBus Bar Selection 20338744 - 0606073419yac128No ratings yet
- Basic Electricity Training: Welcome TODocument40 pagesBasic Electricity Training: Welcome TOJL PaglinawanNo ratings yet
- Solar PV StandardDocument55 pagesSolar PV StandardDangQuangTrungNo ratings yet
- MoellerDocument39 pagesMoellerMilagros Arteaga GonzalezNo ratings yet
- Principles of Insulation TestingDocument10 pagesPrinciples of Insulation Testingm khNo ratings yet
- Phy 1Document10 pagesPhy 1Garlapati Srinivasa RaoNo ratings yet
- ETN10K 10kW 3-Phase PV Grid Connect Inverter Flyer PA en 6 2012Document2 pagesETN10K 10kW 3-Phase PV Grid Connect Inverter Flyer PA en 6 2012Emilio EscalanteNo ratings yet
- Flux Motor 2018Document29 pagesFlux Motor 2018caifanesvsjaguaresNo ratings yet
- (Electrical Engineer) Part I & II: Detailed Syllabus of Technician Membership ExaminationDocument20 pages(Electrical Engineer) Part I & II: Detailed Syllabus of Technician Membership ExaminationRavi BoparaiNo ratings yet