You might also like
- Subsea Rigid Pipelines – Methods of InstallationFrom EverandSubsea Rigid Pipelines – Methods of InstallationRating: 5 out of 5 stars5/5 (1)
- ONGC Commissioning ProceduresDocument27 pagesONGC Commissioning Proceduresachmadh_2010100% (10)
- Commissioning and Start-UpDocument113 pagesCommissioning and Start-Upjujuroyale100% (5)
- Offshore Projects and Engineering ManagementFrom EverandOffshore Projects and Engineering ManagementRating: 5 out of 5 stars5/5 (2)
- Introduction To Hook-Up & CommissioningDocument25 pagesIntroduction To Hook-Up & CommissioningHazwan Jamhuri100% (5)
- Commissionning of Oil and Gas Processing PlantsDocument40 pagesCommissionning of Oil and Gas Processing PlantsOmeoga Obinna100% (3)
- Bosch Diesel Injection Pump RebuildDocument26 pagesBosch Diesel Injection Pump Rebuildjoana13r100% (3)
- Commisioning Plant CourseDocument25 pagesCommisioning Plant CoursePoncho RmzNo ratings yet
- Commissioning of Offshore Oil and Gas Projects: The Manager’S HandbookFrom EverandCommissioning of Offshore Oil and Gas Projects: The Manager’S HandbookRating: 4.5 out of 5 stars4.5/5 (3)
- Commissioning Training v1Document19 pagesCommissioning Training v1yanblade100% (4)
- Commissioning of Offshore Oil & Gas ProjectsDocument232 pagesCommissioning of Offshore Oil & Gas Projectsmarktanner100% (13)
- Pre Commissioning ManualDocument44 pagesPre Commissioning ManualMahmoud Tobala83% (24)
- Commissioning Procedures & Performance TestsDocument28 pagesCommissioning Procedures & Performance TestsLuis Enrique Peñuela V.100% (9)
- Pre-Commissioning Checklists PDFDocument1 pagePre-Commissioning Checklists PDFrajimuruganNo ratings yet
- Testing & Commissioning ExampleDocument12 pagesTesting & Commissioning Examplemikeo2100% (1)
- Commissioning Test Procedure Overhead LinesDocument10 pagesCommissioning Test Procedure Overhead LineshusnikhalilNo ratings yet
- Guide 9 Bitumen Emulsions Storage and Handling PDFDocument21 pagesGuide 9 Bitumen Emulsions Storage and Handling PDFViswalal ViswanathanNo ratings yet
- Process Design of Spray Chamber or Spray Tower Type AbsorberDocument12 pagesProcess Design of Spray Chamber or Spray Tower Type Absorbersatish_shah_1592% (26)
- Commissioning StrategyDocument95 pagesCommissioning StrategyArjun Shantaram Zope100% (7)
- Commissioning Engineering & Execution Plan - Rev2 - 20160302-97Document93 pagesCommissioning Engineering & Execution Plan - Rev2 - 20160302-97richardyke83% (6)
- Process Plant Commissioning and Start UpDocument75 pagesProcess Plant Commissioning and Start UpAhmed Khamees Shatla100% (7)
- FPSO Commissioning Presentation 3Document31 pagesFPSO Commissioning Presentation 3javeedscrib100% (2)
- Commissioning ProceduresDocument24 pagesCommissioning ProceduresJoseph Chambers71% (7)
- Completions ManagementDocument7 pagesCompletions ManagementRavi ValiyaNo ratings yet
- CommissioningDocument33 pagesCommissioningAbhiyan Anala Arvind100% (9)
- Start-Up and CommissioningDocument10 pagesStart-Up and Commissioningsandystays100% (1)
- Pre CommissioningDocument2 pagesPre CommissioningFrancisco Pires Tavares100% (2)
- Precommissioning ProcedureDocument68 pagesPrecommissioning ProcedureBui Khoi Nguyen100% (7)
- Precommisioning and CommissioningDocument24 pagesPrecommisioning and CommissioningPablo Quiroga L.100% (3)
- Engineering & Operations Group Instructions Plant CommissioningDocument9 pagesEngineering & Operations Group Instructions Plant CommissioningMiko Quijano100% (2)
- AEI Pre-Commissioning & CommissioningDocument15 pagesAEI Pre-Commissioning & CommissioningSlim Kanoun100% (1)
- Mechanical Completion & ComissioningDocument56 pagesMechanical Completion & ComissioningRustam Riyadi100% (1)
- FGP WPMP BrochureDocument12 pagesFGP WPMP BrochureArbiMuratajNo ratings yet
- Commissioning Plan ExampleDocument59 pagesCommissioning Plan Examplemikeo285% (13)
- Pre Commissioning Manual PDFDocument44 pagesPre Commissioning Manual PDFMira Reda100% (2)
- 06 FEED Development - Onshore and OffshoreDocument2 pages06 FEED Development - Onshore and Offshorezdq02No ratings yet
- ICAPS Engineering Manual R3 10 PDFDocument19 pagesICAPS Engineering Manual R3 10 PDFAnyanele Nnamdi FelixNo ratings yet
- Method Statement For Decommissioning of Existing Gas ScrubberDocument8 pagesMethod Statement For Decommissioning of Existing Gas ScrubberAzeta RobertNo ratings yet
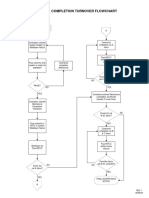
- Visio-MECHANICAL COMPLETION FLOWCHARTDocument1 pageVisio-MECHANICAL COMPLETION FLOWCHARTVRalphFG0% (1)
- Subsea Control System For All-Electric TreesDocument74 pagesSubsea Control System For All-Electric TreesZadeh Norman100% (2)
- CommissioningDocument2 pagesCommissioningian84100% (1)
- Presentation CompletionsDocument34 pagesPresentation Completionsian84No ratings yet
- Summary Mechanical CompletionDocument14 pagesSummary Mechanical Completionzat572000No ratings yet
- 01 Overview of Offshore PlatformDocument25 pages01 Overview of Offshore Platformojooreo100% (1)
- Offshore Operation Facilities: Equipment and ProceduresFrom EverandOffshore Operation Facilities: Equipment and ProceduresRating: 3 out of 5 stars3/5 (2)
- Commissioning GuidanceDocument18 pagesCommissioning GuidanceApriadi Simon Harianja100% (1)
- Presentation 1Document20 pagesPresentation 1Rahil Tasawar100% (1)
- GS 101Document32 pagesGS 101Anonymous ZcrLZQ100% (1)
- Precommissioning SOPDocument5 pagesPrecommissioning SOPAitzaz Hussain100% (1)
- Scope of Comminioning TeamDocument24 pagesScope of Comminioning TeamAzam Khan100% (1)
- CommissioningDocument22 pagesCommissioningMary Grace D. Almiranez100% (1)
- Commissioning Start UpDocument22 pagesCommissioning Start Upmostafa_1000No ratings yet
- Example Rig Commissioning PlanDocument19 pagesExample Rig Commissioning PlanMouResNo ratings yet
- Subramanian Karunanithi,: Curriculum VitaeDocument5 pagesSubramanian Karunanithi,: Curriculum VitaePazhamalairajan KaliyaperumalNo ratings yet
- Tahir Hussain: ObjectiveDocument20 pagesTahir Hussain: Objectivetahir HussainNo ratings yet
- Construction Pre-Commissioning Commissioning: Project ManagementDocument37 pagesConstruction Pre-Commissioning Commissioning: Project Managementrams789100% (1)
- Instrumentation QC JobDocument7 pagesInstrumentation QC JobShabeer CVNo ratings yet
- PTT Public Company Limited Ratchaburi World Cogeneration Company LimitedDocument49 pagesPTT Public Company Limited Ratchaburi World Cogeneration Company LimitedzhangjieNo ratings yet
- Work Method StatementDocument7 pagesWork Method StatementBOUZAIDANo ratings yet
- Commissioning of Combined Heat and Power PlantsDocument27 pagesCommissioning of Combined Heat and Power PlantscmdcscribdNo ratings yet
- AWI 412 Commissioning GuidelinesDocument7 pagesAWI 412 Commissioning GuidelinesJoel AlcantaraNo ratings yet
- Commissioning Broch PDFDocument2 pagesCommissioning Broch PDFrrcardoso230No ratings yet
- Supplier's Documentation of EquipmentDocument32 pagesSupplier's Documentation of Equipmentrenjithv_4No ratings yet
- Section 16900 Systems Integration: Summary - This Section IncludesDocument6 pagesSection 16900 Systems Integration: Summary - This Section Includesrenjithv_4No ratings yet
- Self-Assessment Guide: ELCICS306-0510 1 Instrumentation and Control Servicing NC IIIDocument2 pagesSelf-Assessment Guide: ELCICS306-0510 1 Instrumentation and Control Servicing NC IIIrenjithv_4No ratings yet
- New LV Cable ScheduleDocument13 pagesNew LV Cable Schedulerenjithv_4No ratings yet
- General Plant Cost EstimatingDocument27 pagesGeneral Plant Cost EstimatingAnand Gupta73% (11)
- Ball Valves Versus Gate ValvesDocument4 pagesBall Valves Versus Gate Valvesrenjithv_4No ratings yet
- Process Industries Data Handover Procedure 8Document2 pagesProcess Industries Data Handover Procedure 8renjithv_4No ratings yet
- MOS For InstrumentationDocument6 pagesMOS For Instrumentationrenjithv_4100% (2)
- QA&QC - Installation of Field InstrumentationDocument4 pagesQA&QC - Installation of Field InstrumentationMuhammadZahirKhan100% (1)
- QA&QC - Installation of Field InstrumentationDocument4 pagesQA&QC - Installation of Field InstrumentationMuhammadZahirKhan100% (1)
- Quality Assurance Protocol-2Document1 pageQuality Assurance Protocol-2renjithv_4No ratings yet
- Quality Assurance Protocol-3Document1 pageQuality Assurance Protocol-3renjithv_4No ratings yet
- Sample Work PackDocument24 pagesSample Work PackRoozbeh PNo ratings yet
- Quality Assurance Protocol-1Document1 pageQuality Assurance Protocol-1renjithv_4No ratings yet
- Boiler AnnexDocument66 pagesBoiler Annexrenjithv_4No ratings yet
- Tie in PointsDocument1 pageTie in Pointsrenjithv_4No ratings yet
- Turbine Supervisory Instrumentation Upgrade For STG Unit 1 & 2Document2 pagesTurbine Supervisory Instrumentation Upgrade For STG Unit 1 & 2renjithv_4100% (1)
- QapDocument9 pagesQaprenjithv_4No ratings yet
- Construction Phase Plan 3Document1 pageConstruction Phase Plan 3renjithv_4No ratings yet
- Turbine Supervisory Instrumentation Upgrade For STG Unit 1 & 2Document1 pageTurbine Supervisory Instrumentation Upgrade For STG Unit 1 & 2renjithv_4No ratings yet
- Sheet Metal Forming PDFDocument8 pagesSheet Metal Forming PDFAlpha WolfNo ratings yet
- WKM Dynaseal 310 Metal Seated Ball Valves 2Document2 pagesWKM Dynaseal 310 Metal Seated Ball Valves 2Khai HuynhNo ratings yet
- HOME INTERIROS 03-10-2022 GG 02ssssDocument3 pagesHOME INTERIROS 03-10-2022 GG 02ssssMOHAMMED KHIZARNo ratings yet
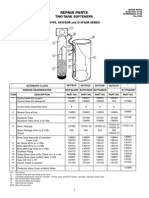
- Star S07FS32DR Water Softener Repair PartsDocument1 pageStar S07FS32DR Water Softener Repair PartsBillNo ratings yet
- Nondestructive Testing of Welds and Their Strength: The Society of Naval Architects of JapanDocument2 pagesNondestructive Testing of Welds and Their Strength: The Society of Naval Architects of JapanjakkyntoNo ratings yet
- Excel ChemistryDocument14 pagesExcel ChemistrySumathi GanasenNo ratings yet
- QRP SuperRM Assembly ManualDocument26 pagesQRP SuperRM Assembly ManualBenjamin DoverNo ratings yet
- Off Shore 1300-1800Document2 pagesOff Shore 1300-1800Irwin JoseNo ratings yet
- Warpage Dimensional Inconsistencies: Defect Causes SolutionsDocument3 pagesWarpage Dimensional Inconsistencies: Defect Causes SolutionsKirk Patrick H. GENOVANo ratings yet
- Imo Rotary Pump HandbookDocument2 pagesImo Rotary Pump HandbookOreolNo ratings yet
- CM Practical Sieve Tube TestDocument20 pagesCM Practical Sieve Tube TestChan Xing KhuanNo ratings yet
- Draft Ansi z26 11Document32 pagesDraft Ansi z26 11Nilesh MahajanNo ratings yet
- DGKCCL Plant ReportDocument33 pagesDGKCCL Plant ReportNusrat Abbas AwanNo ratings yet
- Basics of Motor Control CentersDocument72 pagesBasics of Motor Control CentersBabar Saleem100% (1)
- Wind2012 CatalogDocument106 pagesWind2012 CatalogGerman GaitanNo ratings yet
- Ceramics, Glass, Graphite, Diamond, and Nanomaterials: Structure, General Properties, and ApplicationsDocument26 pagesCeramics, Glass, Graphite, Diamond, and Nanomaterials: Structure, General Properties, and ApplicationsReal MeNo ratings yet
- White Paper Leidenfrost EffectDocument148 pagesWhite Paper Leidenfrost EffectLúcio ChagasNo ratings yet
- EL01 - FS-Oil Filled Transformer Power and DistributionDocument9 pagesEL01 - FS-Oil Filled Transformer Power and DistributionBinu ManiNo ratings yet
- New Import Prohibition ListDocument9 pagesNew Import Prohibition ListPaul CowanNo ratings yet
- b097 Banhart2007.pdfertrtDocument11 pagesb097 Banhart2007.pdfertrtGarvit GoelNo ratings yet
- DM Technical Guideline No.11 - Transportation-and-Handling-of-Hazardous-WasteDocument14 pagesDM Technical Guideline No.11 - Transportation-and-Handling-of-Hazardous-WastekatageriguruNo ratings yet
- Natuurrubber CompoundingDocument4 pagesNatuurrubber Compoundingjeyaselvanm100% (1)
- Seminar (30-10-2022)Document36 pagesSeminar (30-10-2022)Faris JasimNo ratings yet
- Aqua ContourDocument2 pagesAqua Contourcvl1983100% (1)
- FilterClear Brochure Rev9Document2 pagesFilterClear Brochure Rev9Shashi BhushanNo ratings yet
- Materials Letters: Yuwen Liu, Yongping Pu, Zixiong SunDocument4 pagesMaterials Letters: Yuwen Liu, Yongping Pu, Zixiong SunSamah SamahNo ratings yet
- Acups DBDocument4 pagesAcups DBRitaban222No ratings yet