You might also like
- Heavy and Extra-heavy Oil Upgrading TechnologiesFrom EverandHeavy and Extra-heavy Oil Upgrading TechnologiesRating: 4 out of 5 stars4/5 (2)
- Modeling, Control, and Optimization of Natural Gas Processing PlantsFrom EverandModeling, Control, and Optimization of Natural Gas Processing PlantsRating: 5 out of 5 stars5/5 (1)
- Optimising hydrogen production and use processesDocument12 pagesOptimising hydrogen production and use processeskreutzNo ratings yet
- HydrogenDocument17 pagesHydrogenPRET1971No ratings yet
- Npra Paper FinalDocument10 pagesNpra Paper FinalМихаил ПолковниковNo ratings yet
- Technologies For Enhancing Refinery Gas Value Aiche 2010 Spring ProceedingsDocument10 pagesTechnologies For Enhancing Refinery Gas Value Aiche 2010 Spring ProceedingsJitendra PatidarNo ratings yet
- 49 2 Philadelphia 10-04 1055 PDFDocument3 pages49 2 Philadelphia 10-04 1055 PDFDia Fatima MaguikayNo ratings yet
- Isotherming - A New Technology For Ultra Low Sulfur FuelsDocument20 pagesIsotherming - A New Technology For Ultra Low Sulfur FuelsGarry DavidNo ratings yet
- Refinery Hydrogen Management For Clean Fuels ProductionDocument18 pagesRefinery Hydrogen Management For Clean Fuels ProductionQadoori BinsahelNo ratings yet
- The Role of Oxygen and Hydrogen in Refining - tcm17-416854Document8 pagesThe Role of Oxygen and Hydrogen in Refining - tcm17-416854alhag alhebirNo ratings yet
- Hydrogen ManagementDocument6 pagesHydrogen ManagementpsshnkrNo ratings yet
- Uop Hydrogen Managment Services BrochureDocument4 pagesUop Hydrogen Managment Services BrochureDriss EddeniaNo ratings yet
- Special Report: Hydrogen Perspectives For 21st Century RefineriesDocument5 pagesSpecial Report: Hydrogen Perspectives For 21st Century Refineriespsnmurthy333No ratings yet
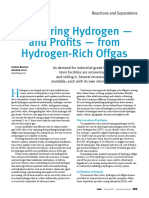
- Recovering Hydrogen - and Profits - From Hydrogen-Rich OffgasDocument6 pagesRecovering Hydrogen - and Profits - From Hydrogen-Rich OffgasEvminidaNo ratings yet
- Economic Bottom of the Barrel Processing to Minimize Fuel Oil ProductionDocument5 pagesEconomic Bottom of the Barrel Processing to Minimize Fuel Oil Productionfisco4rilNo ratings yet
- Ph4-24 Hydrogen in Nat GasDocument104 pagesPh4-24 Hydrogen in Nat GasLazar PetkovicNo ratings yet
- Treating Technologies of Shell Global Solutions For Natural Gas and Refinery Gas StreamsDocument19 pagesTreating Technologies of Shell Global Solutions For Natural Gas and Refinery Gas StreamsPrasad ChakkrapaniNo ratings yet
- Consider New Technology To Produce Clean DieselDocument9 pagesConsider New Technology To Produce Clean DieselCarlos ReNo ratings yet
- New Methods For Bottom of The Barrel ProcessingDocument8 pagesNew Methods For Bottom of The Barrel ProcessingKannanGKNo ratings yet
- Cb&i HcuDocument4 pagesCb&i HcuPrithikalulu KishoreNo ratings yet
- Ibp1502 12Document9 pagesIbp1502 12Marcelo Varejão CasarinNo ratings yet
- Novel Hydrotreating Technology For Production of Green Diesel - Haldor TopsoeDocument21 pagesNovel Hydrotreating Technology For Production of Green Diesel - Haldor Topsoebalarie100% (2)
- Cipc 2009-056Document4 pagesCipc 2009-056Ralf JonesNo ratings yet
- Refining Developments: Optimizing Hydrogen ManagementDocument5 pagesRefining Developments: Optimizing Hydrogen Managementonizuka-t2263No ratings yet
- Economic Evaluation and Sensitivity Analysis of Some Fuel Oil Upgrading ProcessesDocument11 pagesEconomic Evaluation and Sensitivity Analysis of Some Fuel Oil Upgrading ProcessesamitNo ratings yet
- FINAL Large H2 PLT ChallengeDocument4 pagesFINAL Large H2 PLT ChallengePedro JuanNo ratings yet
- Air Liquide 2022 Article On Off Gas Use in SMRDocument5 pagesAir Liquide 2022 Article On Off Gas Use in SMRKokil JainNo ratings yet
- Durable PD TechnologyDocument9 pagesDurable PD TechnologyMohammad IslamNo ratings yet
- Topsoe Large Scale Hydrogen ProducDocument20 pagesTopsoe Large Scale Hydrogen ProducAnonymous j9s0eQ0uNo ratings yet
- Maximising Molecular Sieve Performance in Gas ProcessingDocument18 pagesMaximising Molecular Sieve Performance in Gas ProcessingAhmed ElShora100% (1)
- CO2 RemovalDocument8 pagesCO2 RemovalVinh PhamthanhNo ratings yet
- 1 s2.0 S030626191400662X MainDocument14 pages1 s2.0 S030626191400662X MainPauline BLAISNo ratings yet
- Artificial Photosynthesis ProcessDocument36 pagesArtificial Photosynthesis ProcessAupendu KarNo ratings yet
- Optimization of H Production in A Hydrogen Generation UnitDocument6 pagesOptimization of H Production in A Hydrogen Generation UnitDidit Andhika SubrataNo ratings yet
- KBC White Paper - Maximising Margin in A Competitive EnvironmentDocument4 pagesKBC White Paper - Maximising Margin in A Competitive EnvironmentAndrew J RobertsNo ratings yet
- Acid Gas EnrichmentDocument7 pagesAcid Gas EnrichmentkusdiyantaNo ratings yet
- Hydrogen PresentationDocument26 pagesHydrogen PresentationAshwani KumarNo ratings yet
- India refinery configurations-Meeting future demand & regulationsDocument9 pagesIndia refinery configurations-Meeting future demand & regulationsphantanthanhNo ratings yet
- Convert Bottom-Of-The-Barrel Into Diesel and Light OlefinsDocument5 pagesConvert Bottom-Of-The-Barrel Into Diesel and Light OlefinsAmjad HaniNo ratings yet
- Design of Dieselmax UnitDocument168 pagesDesign of Dieselmax Unitengr_aqeel0% (1)
- Background And: Introducti OnDocument173 pagesBackground And: Introducti Onengr_aqeelNo ratings yet
- Delayed coking and LC-Fining technology — a winning combinationDocument10 pagesDelayed coking and LC-Fining technology — a winning combinationAnca DumitruNo ratings yet
- Clean Fuel TechnologyDocument7 pagesClean Fuel TechnologyGarry DavidNo ratings yet
- Recovery Enhancement of Liquid HydrocarbDocument9 pagesRecovery Enhancement of Liquid Hydrocarbsarkmank1No ratings yet
- Upgrading of Waste Oils Into Transportation Fuels Using Hydrotreating TechnologiesDocument3 pagesUpgrading of Waste Oils Into Transportation Fuels Using Hydrotreating TechnologiesMarcelo MisutsuNo ratings yet
- Simulation of bitumen upgrading processes modelling and optimisationDocument6 pagesSimulation of bitumen upgrading processes modelling and optimisationDonato MontroneNo ratings yet
- Distributed Hydrogen White PaperDocument6 pagesDistributed Hydrogen White Paperandrew1903No ratings yet
- Oxygen Economics: by Larry Farmer, Marie Kistler and Paul Yanisko, Air Products and Chemicals Inc, USADocument4 pagesOxygen Economics: by Larry Farmer, Marie Kistler and Paul Yanisko, Air Products and Chemicals Inc, USALa Ode AdhanNo ratings yet
- Creating Value Through Refinery Hydrogen ManagementDocument18 pagesCreating Value Through Refinery Hydrogen ManagementBarry KostinerNo ratings yet
- Hydro Cracking Tech For Middle DistDocument34 pagesHydro Cracking Tech For Middle Distapi-3709413100% (1)
- Hydrogen Production Steam Methane ReformingDocument4 pagesHydrogen Production Steam Methane ReformingrhyantoNo ratings yet
- Increasing Oil Pump Efficiency Reduces CO2 EmissionsDocument4 pagesIncreasing Oil Pump Efficiency Reduces CO2 EmissionsDon LorimerNo ratings yet
- Hydrogen Purchasing Guide, Considerations by Green MarketsDocument3 pagesHydrogen Purchasing Guide, Considerations by Green MarketsThe GravelsNo ratings yet
- Refinery Configurations For Maximising Middle Distillates Lc-FinerDocument8 pagesRefinery Configurations For Maximising Middle Distillates Lc-Finergweberpe@gmailcomNo ratings yet
- New Hydroprocessing Approaches Increase Petrochemical ProductionDocument11 pagesNew Hydroprocessing Approaches Increase Petrochemical ProductionnishilgeorgeNo ratings yet
- Consider New Methods For Bottom of The Barrel ProcessingDocument8 pagesConsider New Methods For Bottom of The Barrel ProcessingCarlos ReNo ratings yet
- 10.1007@s13399 011 0004 4 PDFDocument7 pages10.1007@s13399 011 0004 4 PDFJaydeep PatelNo ratings yet
- Gathering and Processing Design Options For Unconventional Gas Web1Document6 pagesGathering and Processing Design Options For Unconventional Gas Web1Cris RuizNo ratings yet
- Hydrogen: A renewable energy perspectiveFrom EverandHydrogen: A renewable energy perspectiveNo ratings yet
- WP PH Control in Crude Desalting e LR HCProcessingDocument5 pagesWP PH Control in Crude Desalting e LR HCProcessingmdeffanNo ratings yet
- Econ Globe Valves Forged Steel Stainless Steel Trim ANSI Class 800Document1 pageEcon Globe Valves Forged Steel Stainless Steel Trim ANSI Class 800ChristianGuerrero0% (1)
- Econ Globe Valves Carbon Steel Stainless Steel Trim ANSI Class 150 and 300Document1 pageEcon Globe Valves Carbon Steel Stainless Steel Trim ANSI Class 150 and 300ChristianGuerreroNo ratings yet
- BAC SR8 Ball Valves Forged Steel Stainless Steel Full Bore ANSI Class 800Document1 pageBAC SR8 Ball Valves Forged Steel Stainless Steel Full Bore ANSI Class 800ChristianGuerreroNo ratings yet
- Econ Check Valves Tilting Disc Type ANSI Class 150: ApplicationDocument1 pageEcon Check Valves Tilting Disc Type ANSI Class 150: ApplicationChristianGuerreroNo ratings yet
- Econ Globe Valves Carbon Steel Stainless Steel Trim ANSI Class 150 and 300Document1 pageEcon Globe Valves Carbon Steel Stainless Steel Trim ANSI Class 150 and 300ChristianGuerreroNo ratings yet
- Econ Y-Pattern Globe and Check Valves Forged Steel Stainless Steel TrimDocument1 pageEcon Y-Pattern Globe and Check Valves Forged Steel Stainless Steel TrimChristianGuerreroNo ratings yet
- Econ Gate Valves Bronze Union Bonnet NPT Threaded Ends: Pressure/temperature RatingDocument1 pageEcon Gate Valves Bronze Union Bonnet NPT Threaded Ends: Pressure/temperature RatingChristianGuerreroNo ratings yet
- Bronze check valves ANSI Class 150 NPT endsDocument1 pageBronze check valves ANSI Class 150 NPT endsChristianGuerreroNo ratings yet
- Econ Gate Valves Forged Steel Stainless Steel Trim ANSI Class 800Document1 pageEcon Gate Valves Forged Steel Stainless Steel Trim ANSI Class 800ChristianGuerreroNo ratings yet
- 248 PDFDocument1 page248 PDFChristianGuerreroNo ratings yet
- Econ Gate Valve Cast Iron Bronze Trim ANSI Class 125 Fig. 1800Document1 pageEcon Gate Valve Cast Iron Bronze Trim ANSI Class 125 Fig. 1800ChristianGuerreroNo ratings yet
- Econ Globe Valves Forged Steel Stainless Steel Trim ANSI Class 800Document1 pageEcon Globe Valves Forged Steel Stainless Steel Trim ANSI Class 800ChristianGuerrero0% (1)
- ANSI Class 125 Econ Gate Valve for Oil TankersDocument1 pageANSI Class 125 Econ Gate Valve for Oil TankersChristianGuerreroNo ratings yet
- AbrivationsDocument1 pageAbrivationsArkhan KhanNo ratings yet
- ANSI Flange DimensionsDocument1 pageANSI Flange DimensionsFabio GoncalvesNo ratings yet
- Econ Gate Valve Cast Iron Bronze Trim ANSI Class 125 Fig. 1800Document1 pageEcon Gate Valve Cast Iron Bronze Trim ANSI Class 125 Fig. 1800ChristianGuerreroNo ratings yet
- Linear Conversion Table Inches - Millimetres: (1 Inch 25.4 Millimeter)Document1 pageLinear Conversion Table Inches - Millimetres: (1 Inch 25.4 Millimeter)ChristianGuerreroNo ratings yet
- Flow Resistance of Water Through PipelinesDocument1 pageFlow Resistance of Water Through PipelinesChristianGuerreroNo ratings yet
- Temperature Conversion Table Degrees Centigrades - FahrenheitDocument1 pageTemperature Conversion Table Degrees Centigrades - FahrenheitChristianGuerreroNo ratings yet
- 366 PDFDocument1 page366 PDFChristianGuerreroNo ratings yet
- Sizing of Pipelines For Saturated Steam: Section 21 Technical DataDocument1 pageSizing of Pipelines For Saturated Steam: Section 21 Technical DataChristianGuerreroNo ratings yet
- 376 PDFDocument1 page376 PDFChristianGuerreroNo ratings yet
- Flange Dimensions and Drilling To DIN 2501: Section 21 Technical DataDocument1 pageFlange Dimensions and Drilling To DIN 2501: Section 21 Technical DataChristianGuerreroNo ratings yet
- 374Document1 page374ChristianGuerreroNo ratings yet
- JIS B 2210 flange dimensions and drilling chartDocument1 pageJIS B 2210 flange dimensions and drilling chartChristianGuerreroNo ratings yet
- 367Document1 page367ChristianGuerreroNo ratings yet
- 367Document1 page367ChristianGuerreroNo ratings yet
- Steam Table For Saturated Steam: (Continued)Document1 pageSteam Table For Saturated Steam: (Continued)ChristianGuerreroNo ratings yet
- Ws - No. C Si MN P S CR Mo Ni NB Ti Ws - No. DIN BS Astm / Aisi Gost % % % % % % % % % % Germany Great Britain USA RussiaDocument1 pageWs - No. C Si MN P S CR Mo Ni NB Ti Ws - No. DIN BS Astm / Aisi Gost % % % % % % % % % % Germany Great Britain USA RussiamengineeringNo ratings yet
- FOB Rotterdam Zenth ND Preston 05 23 2015 PDFDocument2 pagesFOB Rotterdam Zenth ND Preston 05 23 2015 PDFamir.workNo ratings yet
- The Petroleum System-Status of Research and Methods, 1992 PDFDocument108 pagesThe Petroleum System-Status of Research and Methods, 1992 PDFDaniela GavrilNo ratings yet
- Well Intervention IntroductionDocument43 pagesWell Intervention Introductionmissaoui100% (3)
- BW Series Brass Body Solenoid Pilot Diaphragm ValvesDocument10 pagesBW Series Brass Body Solenoid Pilot Diaphragm ValvesjadetorresNo ratings yet
- Fiesta ST 150 Manual de TallerDocument2,120 pagesFiesta ST 150 Manual de TallerEnrique Mendez75% (4)
- Areas Peligrosas PDFDocument15 pagesAreas Peligrosas PDFJagdish PalariyaNo ratings yet
- EPC Procurement Engineer: - DohaDocument1 pageEPC Procurement Engineer: - DohaRajesh Kumar RaviNo ratings yet
- Manual PC 5500 PDFDocument1,711 pagesManual PC 5500 PDFS.cornejoNo ratings yet
- Super TacDocument2 pagesSuper TacVelina MilevaNo ratings yet
- Unit Ii: Diesel Injection SystemsDocument49 pagesUnit Ii: Diesel Injection SystemsSapari VelNo ratings yet
- 01 Introduction - Integrated Reservoir ManagementDocument16 pages01 Introduction - Integrated Reservoir ManagementArchana Balikram R0% (1)
- CH TB Cu Aircooled Had 3 22Document28 pagesCH TB Cu Aircooled Had 3 22shank100No ratings yet
- Vacuum Testing of Fixed Roof Welded Storage Tanks As Per API 650,620Document7 pagesVacuum Testing of Fixed Roof Welded Storage Tanks As Per API 650,620Rakesh RanjanNo ratings yet
- ShakeDocument4 pagesShakesafak100% (2)
- Flow Scanner North Sea CsDocument2 pagesFlow Scanner North Sea Cshamed1725No ratings yet
- Manual For Suc Gomco 400 401 402 403 404Document6 pagesManual For Suc Gomco 400 401 402 403 404Juan Carlos Isaza GarciaNo ratings yet
- Waterco Ps HeatersDocument10 pagesWaterco Ps HeatersMarioEnriqueAlcocerÁvilaNo ratings yet
- Fire Technology GuideDocument140 pagesFire Technology GuideJulius ViodorNo ratings yet
- 2 Latest Improvement Middle Distillates CDDocument14 pages2 Latest Improvement Middle Distillates CDnareshpallaNo ratings yet
- Modul 1 (Answer) : "Jom Kimia A1" KimiaDocument5 pagesModul 1 (Answer) : "Jom Kimia A1" Kimiaangie0812No ratings yet
- For Impes With AsphalteneDocument11 pagesFor Impes With AsphalteneDavid ReyesNo ratings yet
- RBI-Javad HashemiDocument52 pagesRBI-Javad Hashemi전상문No ratings yet
- Myanmar's New Petroleum LawDocument3 pagesMyanmar's New Petroleum Lawကိုနေဝင်းNo ratings yet
- OCP For Welding Gas CuttingDocument2 pagesOCP For Welding Gas CuttingManu Sharma0% (1)
- Industrial Training Report On NTPC DADRIDocument74 pagesIndustrial Training Report On NTPC DADRIdigvijay singh65% (20)
- Publicly Traded Companies in Pakistan ListDocument7 pagesPublicly Traded Companies in Pakistan ListUmair GurmaniNo ratings yet
- Ger 3764 ADocument40 pagesGer 3764 AFernando Perez MugaNo ratings yet
- Introduction To Properties of Heavy Fuel OilDocument3 pagesIntroduction To Properties of Heavy Fuel Oilneo_nitinNo ratings yet
- Ashley Heater Manual Rev c2Document24 pagesAshley Heater Manual Rev c2Larry CurreriNo ratings yet
- Kubota V3600-T-E3B Diesel Engine Service Repair Manual PDFDocument17 pagesKubota V3600-T-E3B Diesel Engine Service Repair Manual PDFfjjsjekdmme0% (2)