You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5809)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (843)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Essential English For Journalists, Editors and Writers (PDFDrive)Document332 pagesEssential English For Journalists, Editors and Writers (PDFDrive)Megan Addae100% (1)
- HGM BerettaDocument7 pagesHGM BerettaJonny SassarisNo ratings yet
- The Ecology and Behavior of Chickadees and Titmice - An Integrated ApproachDocument344 pagesThe Ecology and Behavior of Chickadees and Titmice - An Integrated ApproachgabrielwerneckNo ratings yet
- Annotated BibliographyDocument12 pagesAnnotated Bibliographyapi-283415527No ratings yet
- PDFDocument63 pagesPDFR Cautela0% (1)
- Solutions To Linear First Order ODE's 1. First Order Linear EquationsDocument6 pagesSolutions To Linear First Order ODE's 1. First Order Linear EquationsJuan Gutier CcNo ratings yet
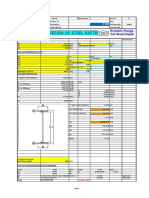
- AISC2005 V (r1.025) - LRFDDocument17 pagesAISC2005 V (r1.025) - LRFDJuan Gutier CcNo ratings yet
- Specwise PDFDocument3 pagesSpecwise PDFJuan Gutier CcNo ratings yet
- V 8 e Bridge Details SetDocument25 pagesV 8 e Bridge Details SetJuan Gutier CcNo ratings yet
- Steel WiseDocument3 pagesSteel WiseJuan Gutier CcNo ratings yet
- The Answer Is: and Pressure Vessel Code and The AWS Steel, Are Separate, Stand-Alone CodesDocument2 pagesThe Answer Is: and Pressure Vessel Code and The AWS Steel, Are Separate, Stand-Alone CodesJuan Gutier CcNo ratings yet
- Speaking The Same LanguageDocument3 pagesSpeaking The Same LanguageJuan Gutier CcNo ratings yet
- One StopshopDocument5 pagesOne StopshopJuan Gutier CcNo ratings yet
- Answered by Kenneth Erickson & Kip Mankenberg: 30 - Inspection TrendsDocument2 pagesAnswered by Kenneth Erickson & Kip Mankenberg: 30 - Inspection TrendsJuan Gutier CcNo ratings yet
- Answered by Kenneth Erickson & Kip Mankenberg: 36 - Inspection TrendsDocument4 pagesAnswered by Kenneth Erickson & Kip Mankenberg: 36 - Inspection TrendsJuan Gutier CcNo ratings yet
- 1999v01 QuizDocument1 page1999v01 QuizJuan Gutier CcNo ratings yet
- Concrete Rod Hanger Testing ResultsDocument9 pagesConcrete Rod Hanger Testing ResultsJuan Gutier CcNo ratings yet
- Answer: Answered by Kenneth Erickson & Kip MankenbergDocument2 pagesAnswer: Answered by Kenneth Erickson & Kip MankenbergJuan Gutier CcNo ratings yet
- ML12153A412 Fisuras PDFDocument62 pagesML12153A412 Fisuras PDFJuan Gutier CcNo ratings yet
- Answer: Answered by Kenneth Erickson and Kip MankenbergDocument2 pagesAnswer: Answered by Kenneth Erickson and Kip MankenbergJuan Gutier CcNo ratings yet
- Adventures of LoloDocument6 pagesAdventures of LoloIhsan1991 YusoffNo ratings yet
- Discourse Analysis Summary PDFDocument11 pagesDiscourse Analysis Summary PDFRaja Salaris67% (3)
- Module 1Document20 pagesModule 1catalin gabrielNo ratings yet
- Orthodontics in 3 Millennia.Document6 pagesOrthodontics in 3 Millennia.ningNo ratings yet
- LW ArticlesDocument110 pagesLW Articlesfury46No ratings yet
- Prelims Yoga TimeTable - 1stJan-16thJanDocument3 pagesPrelims Yoga TimeTable - 1stJan-16thJansuryaNo ratings yet
- Nef Elem Progresstest 1-4 B PDFDocument4 pagesNef Elem Progresstest 1-4 B PDFPeter Torok KovacsNo ratings yet
- Communication DepartmentDocument2 pagesCommunication DepartmentStephen Williams Sr100% (1)
- Marta Baena CVDocument2 pagesMarta Baena CVMarta Baena SanzNo ratings yet
- Toc 4060-10Document2 pagesToc 4060-10Minh ChungNo ratings yet
- Civilwarscrapbookproject Description and RubricDocument6 pagesCivilwarscrapbookproject Description and Rubricapi-324634716No ratings yet
- Magnatas Gregos (Greek Tycoons)Document4 pagesMagnatas Gregos (Greek Tycoons)Jacob KingNo ratings yet
- Build The Barnaby Paper AeroplaneDocument7 pagesBuild The Barnaby Paper Aeroplanebmspam3913No ratings yet
- FEM 3101 Developmental Psychology: Children & Adolescents: APA Guideline NotesDocument16 pagesFEM 3101 Developmental Psychology: Children & Adolescents: APA Guideline Notesinsan94No ratings yet
- Structure 40 Questions TestDocument7 pagesStructure 40 Questions TestDefender proNo ratings yet
- Online Genealogy Research ResourcesDocument77 pagesOnline Genealogy Research ResourcesGenealogyBank100% (3)
- Final Imc PlanDocument53 pagesFinal Imc Planapi-272322895No ratings yet
- Computer Ulagam June 2010Document32 pagesComputer Ulagam June 2010Venkat ChinniahNo ratings yet
- Master Media List - Healthcare and PharmaDocument36 pagesMaster Media List - Healthcare and PharmaRiya ShahNo ratings yet
- Chi Rho - A LegacyDocument2 pagesChi Rho - A LegacyRoxy GarciaNo ratings yet
- Cyber Defense Magazine March 2024Document225 pagesCyber Defense Magazine March 2024Rick JonesNo ratings yet
- I Had Another Dream of My Former Life: JournalDocument8 pagesI Had Another Dream of My Former Life: JournalcaspiancalothNo ratings yet
- Sample Learning Plan English 8, Fourth Grading, 12 Days Content StandardDocument10 pagesSample Learning Plan English 8, Fourth Grading, 12 Days Content Standardcathline austriaNo ratings yet
- Facets of Modern Ceylon History Through The Letters of Jeronis PierisDocument129 pagesFacets of Modern Ceylon History Through The Letters of Jeronis PierisAPEPOTH100% (2)
- Bibliography TaiwanDocument6 pagesBibliography Taiwan13leejNo ratings yet