Professional Documents
Culture Documents
Cost-Effective Process Plant Operations Starts From Day One
Cost-Effective Process Plant Operations Starts From Day One
Uploaded by
ganeshdhage0 ratings0% found this document useful (0 votes)
9 views20 pagesCost-Effective Process Plant Operations Starts from Day One
Original Title
Cost-Effective Process Plant Operations Starts from Day One
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCost-Effective Process Plant Operations Starts from Day One
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
9 views20 pagesCost-Effective Process Plant Operations Starts From Day One
Cost-Effective Process Plant Operations Starts From Day One
Uploaded by
ganeshdhageCost-Effective Process Plant Operations Starts from Day One
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 20
Cost-Effective Process Plant
Operating Reliability
Starts From Day One
Vincent Carueci
Carmagen Engineering, Inc.
Madison, NJ
‘th International
Process Plant Reliability
Conference and Exhibition
Marriott Westside Hotel
Houston, Texas
October 25-30, 1998
Organized by
Gulf Publishing Company
and
Hydrocarbon Processing
ight © 1998 by Gal obling Compans, Mouton, TX. Allrighs rior. Ths desimont may
mot be reproduced in any form without permission om the copprightoxner.
Cost-Effective Process Plant
Stas
By Vincent A. Carucci
Carmagen Engineering, Inc.
Madison, NJ 07940
How much is one-day delay in the startup of a new unit worth, or one extra day of unplanned unit
downtime? Have maintenance expenses increased without any apparent improvement in unit
reliability? Much has been written about design details, operating and maintenance procedures
that focus on improving the operating reliability of individual types of equipment. This
presentation, however, discusses process plant reliability in a broader sense.
‘To minimize the total life cycle costs of a process plant, maintenance needs and operating
reliability must be considered at the beginning of a project and during project execution. Three
aspects of this are:
Process design specifications that consider maintenance and operational needs,
+ Development and application of owner-company engineering standards.
© Performing engineering quality control on process plant capital projects.
Plant maintenance and reliability needs have always been considered to some extent in
developing process design specifications; however, the advent of more formal and computerized
‘maintenance data collection and management systems have provided the means to utilize this
information in “front-end” project activities. Owner-company engineering standards, when
focused on items that could significantly affect unit reliability, safety, the environment,
‘maintenance, and/or operations, prove their worth several times over during the operating life of
aplant. Systematic engineering quality control done by experienced owner-company engineers
during the course of project execution helps ensure adherence to project requirements, and helps
avoid project delays and unit startup or operational problems.
‘The increased project costs associated with implementing these techniques are minor when
compared to the costs associated with project delays, unplanned unit downtime, and increased
maintenance expenses. When taken together, these three techniques are essential ingredients to
improving the long-term reliability of process plants while reducing the overall cost of
ownership.
Overview
‘The Hydrocarbon Processing Industry (HPI) is a competitive and cost conscious environment,
‘Therefore, isn’t it good business for owner companies to minimize “special” engineering
requirements and let the engineering contractors and equipment manufacturers do their work
‘with minimal owner company involvement?
‘Applying the information gathered as part of established maintenance and reliability programs 10
process design specifications just makes practical sense, Owner-company engineering standards
and a systematic procedure for engineering quality control (EQC) on capital projects were
always necessary ingredients to achieve reliable long-term and cost-effective operation of
process plants. They are more necessary today because of the changes that the industry has
undergone in recent years and continues to undergo, and because the business environment is
‘extremely cost competitive. Employing these techniques will increase the owner company’s “up
front” engineering costs. However if properly implemented, the increased costs are small when
compared to what will be saved over the life of the plant. These techniques will help minimize
technical difficulties and delays during project execution, avoid new unit startup delays, and
achieve more reliable and less costly long-term plant operation.
‘The examples used in this presentation relate to piping systems and fixed mechanical equipment
(€g. pressure vessels, heat exchangers, and storage tanks) because the author deals with these
items. However, the basic concepts discussed generally apply to all process plant equipment and
systems as well (e.g., machinery, process heaters, instrumentation, electrical systems, etc.).
Process Design Specifications That Consider Maintenance and Reliability
“Front-end engineering” is the general term used to describe the first step in developing any
engineering design. It includes identifying and preparing the data needed to take the next step
and prepare the detailed engineering design. The end result of the front-end engineering activity
‘for major process plant projects is the process design specification. This specification is used by
the engineering contractor and the selected equipment suppliers to perform the necessary detailed
engineering.
Historically, process design specifications considered maintenance needs primarily by providing
adequate access and spared equipment where necessary. Maintenance and operations personnel
normally provide input to these design specifications, but time constraints and insufficient plant
maintenance data often limit this effort. Consequently, maintenance considerations are generally
‘based on what was done before. This does not necessarily consider if capital spending could be
irected to help reduce long-term maintenance and operating expenditures while improving long-
‘Owner-companies have come to realize that process plant reliability can be increased and
significant profit improvements achieved by paying greater attention to maintenance practices
and procedures, Risk-based inspection and maintenance, reliability-centered maintenance
(RCM), and computerized maintenance management systems (CMMS) have allowed companies
to focus limited inspection and maintenance resources on areas that give the greatest return. The
next logical step is to take the information and procedures developed from these programs and
apply them to front-end project development activities. Such maintenance needs assessments,
require more interactions among operating plant, engineering, and project management
personnel; however, the result can be improved plant reliability at reduced total cost.
One of the objectives of an RCM program is not necessarily to avoid the failure of equipment. It
is to minimize the likelihood of unacceptable consequences resulting from such a failure. With
this approach, the maintenance program does not necessarily focus on performing ro
overhauls, extensive condition monitoring, or inspections just to avoid a failure. It is much less
expensive to repair an item only after it has failed, provided thatthe failure consequences are
acceptable. This is where the link between the “back-end” maintenance and reliability
requirements and the “front-end” engineering design comes in.
Once maintenance and reliability plans and targets are developed, and the potential consequences
of various options evaluated, then this information can be considered during front-end.
engineering. The process design specification then considers these in the equipment and systems
that are specified. The following simple examples illustrate this concept:
‘* The consequences of some failures might only be the actual repair or replacement cost of the
particular item, and there are no unacceptable safety, environmental, or operational
consequences. The maintenance organization might then decide not to spend money
maintaining the item (ic., wait until it fails). The project management organization might
also then consider using less expensive design alternatives that would still provide adequate
performance.
© The planned unit tumaround schedules, durations, and work plans should be considered in
specifying particular design details. For example, assume that itis desired to have a five year
‘tumaround schedule for a particular unit. Then any equipment or design details whose
failure would force an earlier shutdown must be of high enough quality to last at least five
years. Therefore, higher quality (and somewhat more expensive) designs may be appropriate
for these critical items
‘+ Every effort must be made to avoid failures that could have unacceptable safety or
environmental consequences. Equipment and systems with a high degree of reliability and/or
redundancy must then be used for these cases.
‘+ Equipment or systems whose failure would lead to unacceptable operational risks must have
ahigh degree of reliability. This may be achieved by giving them greater maintenance
attention, incorporating condition monitoring systems in the design, using more reliable (and
perhaps more expensive) designs, or a combination of these alternatives.
This approach to design specification development requires more effort and cooperation from
different parts of a company, each with its own priorities. Therefore, to be successful, upper
‘management must provide direction to implement this approach and set the operations,
maintenance, and risk targets to aim for.
‘Why Owner Company Engineering Standards?
‘There are many “industry standards” (e.g., the ASME Boiler and Pressure Vessel Code") that
provide design requirements for mechanical equipment used in the HPI. The best engineers in
the business write industry standards. So—- why aren’t these standards good enough to use
without supplementing them with additional owner-company requirements? ‘There are several
reasons.
‘+ Industry standards are “consensus” documents (i.e., requirements with which all involved
parties can agree). Individual owner-companies may have special requirements that they wish
to apply to their particular situation, For example, they may have had poor service
experience with particular design details. They may also be willing to perhaps make a
slightly higher initial capital investment and use more conservative designs to achieve a
smoother new unit startup, more reliable operation, and a lower total life cycle cost.
‘+ Fewer experienced engineers are available to participate in developing and updating industry
standards for a variety of reasons (e.g. retirement, smaller budget from their employers to
‘support industry activities, leaving the industry, ec.). Thus, the industry standards are not
necessarily as up-to-date as they should be.
'* Industry standards generally have broad applicability and must be tailored to suit specific
applications. For example, the ASME Code Section VIII, Division 1, applies to all pressure
vessels, from small air or gas cylinders that are used at ambient temperature to major refinery
reactors that operate at elevated temperatures and pressures. Applying reactor design
requirements to ambient temperature air cylinders is excessive, but design details that are
acceptable for the air cylinder are not necessarily acceptable for a process plant reactor.
© Particular service applications in process plants may require special material or design
‘considerations that the industry standard does not address. For example, the ASME Code
Section VIII does not address stress relief requirements that may be necessary due to process
‘considerations (e.g., caustic or wet H,S services),
© Particular plant site locations may have extreme climatic conditions (e.g., very high or low
‘temperature extremes, high winds, etc.) that should be addressed in the engineering design in
more detail than is covered in the industry standard,
* Each owner-company (and often individual plant sites of the same owner company) has its
‘own philosophy of design and operation. They have concluded based on their experience
‘that their way of doing things is best for them. This individual corporate philosophy cannot
be reflected in a consensus industry standard. For example, a company may impose detailed
piping system design and installation requirements in their standards because of poor
experience with pump or compressor piping systems that caused significant startup delays.
‘© There is often more than one technically acceptable solution to particular engineering design
situations. For example, it may be equally acceptable to use either a sheet-type or a spiral
‘wound type gasket for a specific plant application. However, the owner-company may
decide to standardize on using spiral wound gaskets in all cases to eliminate the possibility
that a sheet gasket could be used in a service where it would not provide reliable service.
Such standardization also reduces the variety of gaskets that must be ordered and stored.
For these reasons and others, using only industry standards may result in unacceptable plant
startup and operating experience. What is a one or two day delay in the startup of a new plant
worth? How much money is lost if pump maintenance costs are higher than they should be, or if
a plant is unexpectedly forced to shut down for repairs due to poor equipment reliability? How
‘much would it have cost at the beginning to avoid costly problems later?
‘Minimizing the Cost of Owner Company Engineering Standards
‘Adding owner-company engineering standards to the applicable industry standards will likely
result in some additional initial capital cost for a project. However, clearly defined engineering
requirements could potentially reduce some costs, atleast for projects contracted on @
reimbursable cost basis, by avoiding unnecessary contractor engineering design reviews and
studies. The amount of any potential cost increase caused by owner-company standards depends
on the particular requirements. Several things can be done to help minimize this increased cost.
‘+ Ensure that there is a clear benefit to each additional requirement, such as improved long-
term reliability, maintainability, operability, or safety. Additional engineering requirements
may also be needed to address environmental considerations. These benefits all provide cost
“credits” that help offset the initial increased capital cost, although in many cases, it is
difficult to quantify these credits.
Organize the additional requirements logically by topic and ensure that they are clear. For
‘example, each owner-company standard should generally contain the following”:
- Aclear title
- Scope
= Exceptions (if any) where the standard would not apply
= Defined terminology
= Reference to additional relevant documents (¢.g., industry standards)
= Clear description of requirements
= Standards for measuring quality
= Required documentation
+ Each owner-company standard should be based on existing industry standards to the extent
possible. ‘Then the owner’s requirements supplement the industry standards where
necessary.
‘+ Avoid “standards bloat.” Each supplementary item included in an owner-company standard
should be critically reviewed to ensure that itis necessary and cost effective. Do not specify
items that do not require standardization. Do not specify items in areas where the owner-
company does not have any special knowledge or experience that must be applied.
# Give the prime contractors and equipment suppliers all owner-company requirements at the
‘beginning of the job (ic., at the bidding stage) and ensure that they understand them, Ask
probing questions during bid conditioning to ensure that they have read and understand the
requirements and that their bid reflects these. This minimizes any cost increases that might
be incurred due to owner-company requirements because there is still a competitive bidding.
situation at this point, Certain owner-company requirements may not apply for specific
cases, and early discussions with the contractors and equipment suppliers will identify these
situations and avoid any unnecessary cost increases.
‘© Avoid imposing new requirements after the contract has been awarded. After contract
‘ward, the owner has less leverage for price negotiation. If requirements are changed ot
specified late, some contractor or supplier work might have to be redone.
‘The Case for Engineering Quality Control on Capital Projects
Quality control is normally thought of in terms related to the physical inspection process. Is the
correct material being used? Are the component dimensions and thicknesses correct?
Engineering quality control (EQC) is what should occur well before this physical inspection. The
‘major engineering and construction contractors and equipment manufacturers have been building
process plants and mechanical equipment for years and have a wealth of experience. So-- why
should owner companies review their work? Why is EQC necessary?
Depending on the particular owner company and the contractor involved, a case can sometimes
bbe made that the owner is over-participating and can actually be a contributing cause of problems
‘on major capital projects”, In these cases, the owner can inhibit the contractor from achieving a
high degree of engineering quality. For example:
+ The owner’s engineering standards may be outdated or unclear.
‘© The owner's engineering and project management staff may be uncomfortable with “trying
something new” that could save time and money, and perhaps be technically superior, even
‘when the contractor has proven experience with its use.
requirements for the contractor's manning of a project may force the contractor
into an inefficient mode of operation that would be more prone to making errors.
* Late design changes from the owner can disrupt project schedules and lead to technical
errors as everyone rushes to try to maintain the project schedule.
‘+ The owner may become too involved with supervision of the contractor and impose
unnecessary requirements.
While the owner is hardly blameless in many cases, several questions are worth considering.
‘+ Has your company ever had to solve basic mechanical equipment or system design problems
in the field during a presumed “turnkey” installation? For example, has piping system
installation caused compressor alignment problems?
‘+ Have you received systems that were adequate for the normal design conditions but were not
designed considering abnormal or upset conditions? For example, have the spring supports
in a reactor piping system been designed for the normal design conditions, but do not provide
adequate travel for a high temperature regeneration case?
© Areall your company standards followed in new equipment designs? For example, have you
found out later that a contractor's piping designers never saw your engineering standards
until after the job was bid and contract awarded?
+ Have you experienced an unacceptably high level of new equipment startup problems or low
unit service factors? For example, have high machinery vibration problems been caused by
‘poor piping field alignment?
+ Have design errors been made by equipment suppliers that were not identified by the
contractor's technical personnel? For example, were specified alternative operating
conditions ignored by a pressure vessel manufacturer? Were incorrect materials used? Were
brittle fracture considerations missed?
If you answer “yes” to these questions more often than you think is reasonable, then it might be
time to review how you are handling EQC on capital projects.
In an ideal world, an owner company should be able to give an engineering contractor or
equipment manufacturer a technical specification and expect everything to be designed correctly,
installed, start-up, and operate smoothly with minimal owner company technical intervention.
However, this is not an ideal world. Sometimes, corners are cut that should not be in the interest
of saving time or money. Mistakes are made (we are all human). Misunderstandings occur.
Inexperienced personnel sometimes have inadequate supervision.
‘These factors were always present and needed to be guarded against. However, the potential for
these situations to occur has increased in the era of corporate downsizing/restructuring that all
portions of the HPI have experienced, and these corporate changes continue. For example, “the
US petroleum industry faces a looming shortage of qualified personnel because the job insecurity
of the past 15 years has made it a career to avoid, ‘There are no twenty-somethings to pass the
torch to.” Owner companies, contractors, and equipment manufacturers do not have the same
depth and average experience level that they once had, but they still must produce cost-
competitive results in short time frames. When problems are uncovered, the result is that both
time and money are lost.
‘What Is Engineering Quality Control?
Engineering quality control (EQC) is a periodic sampling of a contractor's or equipment
manufacturer's performance during the course of a project. EQC is done by an owner company’s
technical specialists in support of their project management team (PMT). Typical technical
specialty areas included in an EQC program are:
Pressure vessels
Piping systems
Heat exchangers
Storage tanks
Structures and foundations
Machinery
Process heaters and boilers
Instrumentation
Electrical
Safety
EQC begins soon after contract award and continues throughout the course of the project. This
EQC by the owner is not intended to duplicate the contractor's or equipment manufacturer's
engineering work and check everything. That is both unrealistic and unnecessary.
‘The objective of EQC is to check enough of the engineering using a sampling procedure to make
1 judgment regarding its overall quality. In other words, are the contractor and equipment
suppliers adhering to the technical requirements of the job? The amount of sampling done is
increased or decreased based on the results that are seen, or other action taken as appro
The ideal situation is to confirm that the contractor's personnel are doing exactly what is
expected of them and there is minimal need for further owner technical oversight. The following
actual examples illustrate what proper EQC can achieve, and the end result of not doing effective
EQC.
‘+ Affer spot checking a sampling of the vessels on a major project, I concluded that the
contractor's lead pressure vessel engineer was doing an excellent job ensuring that the design
requirements were being met by the vessel suppliers. I therefore stopped checking the vessel
drawings and calculations and advised our PMT that they could rely on the contractor in this
area. [ only needed to become involved if problems arose and significant decisions were
needed.
‘+ While checking piping design calculations and details, I ost confidence in the work of one
particular piping designer based on a large number of errors found in his stress calcula
| therefore recommended to our PMT that the contractor be asked to completely review all
the work done by that particular designer. They did this, found additional errors, and redid
‘many system designs. Note that I did not do the contractor's work in this case. Instead, I
‘demonstrated based on the technical facts (not personalities) that the contractor had a serious
problem to resolve, and this problem was uncovered by focused spot checks.
+ Onone project, I was not asked to perform EQC until the contractor had already completed
over 80% of his piping design and stress analysis and was already reducing his design team.
Design deviations were found in his calculations that resulted in needing a significant
number of recalculations and some design changes. The owner paid for most of this rework.
In hindsight after things had calmed down, both sides agreed that it would have been simpler
and much less costly if EQC discussions and reviews were started before significant piping
stress analyses were done.
‘+ An inexperienced contractor compounded by late EQC involvement resulted in changes
being required on several pressure vessels. ‘The contractor did not understand the material
requirements for brittle fracture or wet H,S considerations, As a result, after several vessels
were already fabricated, one vessel required stress relief, and nozzles had to be replaced on
several others. Other vessels that had not been fabricated yet required material changes.
+ Atwo week delay in plant completion occurred because the erection contractor did not
follow the installation procedures specified for a large diameter piping system for a
centrifugal compressor. If EQC had been done, the importance of these procedures would
have been emphasized to the contractor and a delay probably avoided.
+ Inanother case where no EQC was performed, carbon steel baffles were used for a shell-and-
tube heat exchanger in corrosive service. Alloy material was used for the pressure-
containing parts. The bundle required replacement due to corroded baffles after a short time,
at a cost of over 300 kS. The rest ofthe exchanger was in excellent condition,
There will obviously be a cost associated with EQC (ic, the owner company’s internal
‘accounting for the technical specialist's time and expenses). However when done in a systematic.
and timely manner, this cost is small when compared to that associated with project delays, field
problems, and unit downtimes that can occur when errors are made during engineering. EQC
‘must be started early in the project's design cycle to achieve the maximum cost benefits. Starting
EQC too late (i.e. after significant engineering has been done) is not cost effective and can cause
project difficulties that could have been avoided.
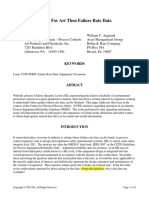
‘Where EQC Fits Into A Project
Figure 1 illustrates the major phases of a capital project, starting from the initial planning
through final plant start-up. Most of the EQC activity takes place during the contractor detailed
engineering/design phase of a project. The EQC engineer will certainly review the basic process
design specification to become familiar with the project; however, he would not necessarily
participate in preparing the design specification. The EQC engineer might also be used as an
additional technical resource during plant erection and start-up, but would not necessarily have a
lead role during these project phases.
[ 7 1 I geas Contractor |
| Planning i Design cal Erection PI Start-up
Eac
Figure 1
‘Where EQC Fits
EQC Implementation
With the concept of EQC introduced, the next step is to provide some suggestions for how to
effectively implement it on major capital projects. The overall approach applies to all technical
areas, but the particular examples used come from the fixed equipment mechanical engineering
discipline (i., pressure vessels, heat exchangers, storage tanks, and piping systems).
Lines of Communication and Engineering Quality Control
‘An owner-company will typically have a project management team (PMT) assigned to a major
capital project. Depending on the size of the project, this PMT may consist of only a project
manager. On large projects, the PMT may be quite large, include several project engineers, cost
and schedule engineers, and perhaps even permanently assigned technical specialists. The
primary work of the PMT isto perform a project management function (i.e., cast control,
execution planning, scheduling, etc.). Overall quality control is also a part of project
management, and the PMT will be generally knowledgeable in the primary technical specialty
areas. However, the PMT will typically not have the depth and experience to adequately assess
the technical capabilities and performance of all the contractor's and equipment manufacturer's
engineering specialty areas, nor adequately perform its quality control function, without
additional technical assistance.
‘The owner-company can provide the necessary technical assessment capability to the PMT by
assigning appropriate technical specialists to it, on either a part time or a full time basis. In most
situations, itis not necessary (and generally not cost effective) for the technical specialists to be
assigned to the PMT full time, These owner-company technical specialists act as consultants to
the PMT in their specialty areas, and provide recommendations based on their assessments of
contractor and equipment supplier performance.
It is essential that the lines of communication among the PMT, contractor, equipment suppliers,
and owner company technical specialists be clearly established and understood by all so that
there is no confusion. The owner company technical specialists could certainly get information
from their contractor counterparts, but should not give official directions. Official direction must
only come from the PMT to the contractor. Similarly, formal communication with the
equipment suppliers should only be by the contractor PMT since the contractor has engaged
them and is the only one who should give them instructions. With this approach, the lines of
responsibility are kept distinct and misunderstandings are minimized. Figure 2 illustrates this
concept of lines of communication.
7
Equipment
Owner PMT Contractor PMT Suppliers. |
owner |
Technical Technical
Specialists Specialists
Figure?
Lines of Communication on a Capital Project
Procedures for Effective Engineering Quality Control
Effective EQC does not duplicate or take over the work of the contractor. In fact, these “traps”
‘must be avoided. For example, when a problem arises on a project, the PMT and technical
specialist should generally first ask the contractor for his assessment and how he proposes to
resolve the problem and why. The contractor is being paid to do this. The PMT can then choose
an appropriate response (with support from the technical specialist if needed). Of course, if the
‘owner's PMT or technical specialist can resolve the problem with little effort, there is nothing to
bbe gained by waiting for the contractor to arrive at the answer. However, the contractor must not
automatically assume that the owner will take the problem-solving lead in al cases.
Effective EQC uses a “spot-check” of the contractor's work to develop an assessment of his
overall performance. It also involves spot-checking the work of major equipment suppliers to
assess both their performance and that ofthe contractor in his checking of theit work. The ideal
situation isto be in a position to tell the owner's PMT that itis no longer necessary to check the
contractor's work because he is doing everything that you expect of him, In this writer's
experience, this does not happen very often.
The following provides overall guidelines for performing effective EQC on major capital
projects.
‘+ Review the process design specification for the project to develop a good understanding of
the equipment and design conditions involved. This is the starting point for deciding which
items to concentrate on for the spot-checks.
‘Review the owner-company engineering standards that apply for the project. Understand
why the specific requirements are there, which ones are especially important for the project,
and which ones have less relevance. It may be possible to waive some standard
requirements that are not necessary in a particular case, provided the established owner-
company review and approval procedures for such a waiver are followed.
‘© Based on this initial review, prepare a list of equipment and systems to include in the spot-
checks (i., an EQC checklist). This checklist includes items that have the most severe
design conditions, unusual design features, are especially critical to the operation of the
plant, or have been troublesome on prior projects or in operation on similar units. Also
include a small number of “routine” items for completeness.
For example in the pressure vessel area, perhaps 10-20% of the total number of vessels
might be in the list. At least one vessel from each supplier should also be included in the
checklist to assess the performance of each supplier.
Figure 3 provides a sample EQC checklist for the fixed equipment mechanical engineering,
area. The checklist for an actual project would have specific equipment item numbers listed.
‘Other engineering specialties would have similar checklists.
‘+ Provide the EQC checklist to the owner PMT so that they know what items the technical
specialist will intially concentrate on. Review the checklist with the PMT so that they
understand what is being requested, why, and the extent of review anticipated. Ideally, this
list is not given to the contractor to avoid the temptation for him to give these items any
“special” treatment. Such extra attention reduces the effectiveness of the spot-checking
process.
Since the technical specialist is normally not a direct member of the PMT, itis typically the
PMT's responsibility to advise when particular checklist items are available for review.
Depending on the type and quantity of material available for review, the specialist can either
schedule a visit to the contractor's office or have the material sent to him at his “home
office.”
* Soon afier contract award, the owner’s technical specialists should have inital “kickoff
meetings” with their contractor counterparts. To be most effective, hold the meetings after
the contractor's personnel have become familiar with the project and the owner's
engineering requirements but before they have done a significant amount of engineering.
‘These meetings are important in achieving effective results and should include the following:
~ _ Review specific engineering requirements (especially those that have been troublesome
in the past)
= Provide any needed clarifications.
~ Probe the contractor's engineers to ensure that they understand the job requirements.
- _ Establish basic design philosophies to be applied.
Although the owner's technical specialists are checking the contractor's work, there should
not be an adversarial relationship. Start developing a working relationship with the
contractor's technical specialists. Teamwork is essential to complete a major capital project
‘on time, within budget, and that meets all the specified technical requirements. Developing
‘good personal rapport, although not essential, certainly helps achieve these goals.
Like a project planning workshop(5), EQC kickoff meetings are an early expenditure of time
‘that must occur, although those involved have little time available. However, these meetings
‘more than pay for themselves through enhanced team performance, better cooperation, less
chance for misunderstandings, and reduced likelihood that important technical requirements
are overlooked.
Review the engineering specifications that the contractor has prepared for general equipment
categories (e.g, pressure vessels, heat exchangers, pumps, compressors, etc.) to ensure that
they contain all relevant owner-company requirements. Also, review the detailed technical
specifications and manufacturer bid conditioning documentation for critical and/or long-
delivery equipment items (¢.g., heavy wall pressure vessels, major compressors, etc.) 0
identify potential problems early. Participate in the bid conditioning and manufacturer
selection process for these critical equipment items.
During the course of the job, review the submitted manufacturer information after the
contractor has done his review and has provided his comments. For example in the pressure
vessel area, you should see the vendor drawings and calculations.after the contractor has
already edited them with his comments. Remember, you are checking the contractor's work,
not doing it for him,
Adjust the number of items on the EQC checklist based on what is found in the review (e.g,
decrease the number or extent of review if you have developed confidence in the contractor's
work).
Remember that even for the items being reviewed, you are not completely redoing the
contractor's work. Your intent is to concentrate on the most critical details, features, and
calculations in each situation. For example, in reviewing pressure vessel information,
concentrate on the ASME Code calculations, supplementary calculations for specific
components, important design details, adherence to owner requirements, and internal
consistency. Do not look at items such as nozzle orientations, platforms and ladders, etc.
PMT members will generally spot-check these latter items.
‘¢ Aste project and EQC checking progress, update the checklist showing what reviews are
complete and communicate this to the PMT In this way, the PMT always knows the status
of the EQC review.
‘© Provide the PMT with written memos documenting the results of the periodic reviews, and
sequentially number the memos for convenient future reference. These memos should
typically be in two parts.
= The first partis a short transmittal memo or letter that highlights what was reviewed and
when, any findings that could have a significant project impact, and (perhaps) comment
on the performance of contractor personnel. The information contained here,
supplemented by the second part discussed below, concisely provides the PMT with a
sense of how things are going and if they should take some action.
= The second part is attached to the first. It should deal strictly with the technical
‘comments resulting from the EQC review and not contain any confidential information
‘or comments about the contractor's personnel or performance. If constructed in this
‘way, the owner PMT can give the second part directly to the contractor for review,
comment, and action.
‘© The contractor should provide a timely, written response to each EQC memo to the owner
PMT. The PMT should give the contractor's response to the technical specialist for review.
Any areas of disagreement should be identified and ultimately resolved,
The Cost of EQC
One way of looking at the cost of EQC is the cost of not doing it at all or doing it ineffectively.
This cost can be composed of several items.
© Additional engineering or design changes identified during the course of project execution
that could have been avoided or minimized by effective EQC.
Project execution delays.
Start-up delays.
Decreased plant operating reliability and increased maintenance.
Although these potential costs are real, itis difficult to put hard dollar figures on them unless a
conscious effort was made to identify and track them. Even companies that have taken EQC
seriously generally do not have this kind of data. Based on their experience, they have
concluded that EQC will save them much more than they will spend, and they automatically
include it in their budget planning. While this is nice philosophically, assigning technical staff to
perform project EQC has a real cost associated with it, This cost must be considered and
included in project engineering budgets.
This presentation cannot present any universal “rules of thumb” or equations that can be used to
estimate EQC budget needs. Once a company has done EQC for several projects of varying size,
type, and complexity, it should have sufficient data to develop internal budget estimating tools
When these data are available, EQC budgets can be estimated based on “X” engineering man-
hours per “Y” million dollars capital project cost, allocate budgets to the various engineering.
disciplines involved, and further adjust these budgets based on project type.
To help put the potential level of EQC cost into perspective, the following examples are offered
based on the writer’s experience in performing mechanical engineering EQC on capital projects
‘over the last 20 years.
‘+ Inthe late 1970s time frame, EQC was simultaneously performed on one ~500 MS project.
and three other projects, each in the 50-100 MS cost range. This EQC effort consumed
approximately 75% of the available working hours over a two-year period.
‘+ Inthe late 1980s, EQC was simultaneously performed on one ~250 MS project and one ~100
MS project. This EQC effort consumed approximately 50% of the available working hours.
‘over an 18-month period.
‘+ In the mid-1990s, a~40 MS project was handled with an EQC effort of about 300 hours, and
a~4 MS project was handled in about 80 hours.
‘+ Using the above data with some adjustments to provide for budget contingencies, the
following may be used to help develop initial EQC budget planning estimates for just the
mechanical engineering discipline:
= For “world-class projects” (~250 MS +): Assume 25-40% of the specialist’s available
time for the one to two year period of detailed engineering. This could amount to 5-10
hours per MS capital investment.
- For “mid-sized” projects (~100-250 MS): 10-20 hours per MS capital investment.
= _ For smaller projects and revamps: 20-30 hours per MS capital investment.
“The following additional thoughts are offered to provide further guidance in EQC budget
planning.
* Smaller projects generally will cost more EQC hours per capital cost dollar than larger
projects. This is because for small projects, the number of items that are necessary to
provide sufficient sampling is a larger percentage of the total number of items on a project.
For example, if a small project (say 5 M$) has only two pressure vessels, you have to check
at least one of them, and that represents 50% of the total number of vessels on the project.
However, a larger project (say 50 MS) might have 20 pressure vessels, but you only need to
ccheck three or four of them to achieve adequate sampling. Thus, a project that is ten times
larger might only need three to four times the EQC effort in the pressure vessel area,
‘+ The level of EQC required is a function of the project size, type, and complexity. For
example:
~ Small, routine projects might require little more than kickoff meetings and spot
consulting to the PMT on an as-needed/as-requested basis.
= Major grass-roots projects will generally require a significant effort.
~ _ Revamp-type projects are generally the most difficult due to the significant interface
between new and existing facilities. These will generally have the highest cost in terms
of EQC hours per capital dollar cost.
+ Fixed equipment mechanical engineering (i, piping systems, pressure vessels, storage
tanks, and heat exchangers) requires the largest EQC effort for typical process plant projects.
© Recognize that the actual time spent performing EQC can vary among various projects. This
variability is accounted for by the range in the EQC cost estimating bases previously noted.
Several factors can cause this variation:
= EQC time expended can increase if significant problems are encountered and decrease if
the work proceeds smoothly and without difficulty.
= EQC time can increase if the assigned engineer is also performing a project management
function. This might occur if the engineer is assigned to the project team and is resident
‘with them in the contractor's office. For some major “world class” projects, mechanical
‘engineers have been assigned as full-time members of the PMT when personnel were
available.
Travel time can be a significant factor, depending on the number of visits that are needed
to contractor of vendor facilities and their proximity to the EQC engineer's home office.
© The manpower available to perform EQC and other work demands on the EQC engineer's
time affect the time spent performing EQC on a given project. Unfortunately, work tends to
fill in the available time. Thus, EQC performed during times of lower work demand in other
areas may tend to exceed the needs ofthe project and not be as efficient as it should be.
‘©The background and experience of the assigned EQC engineer affects the amount of time
that is spent.
Conclusion
Cost-effective, technically acceptable, on-time, on-schedule, major capital projects with superior
unit service factors do not just happen. They are the result of a cooperative effort among owner
‘companies and their personnel, their prime contractors, and equipment suppliers. A goal of the
restructuring and downsizing that has occurred and continues to occur in the HPI is to make the
‘companies more cost-effective and profitable. However, among the by-products of these efforts
‘are fewer experienced engineers working in all pars of the HPI and less technical depth in all the
‘companies. Those experienced engineers that are left appear to be working much longer hours
‘than in the past and have less time to supervise and mentor less experienced engineers. Thus,
errors are more likely to occur.
Utilizing available unit maintenance and reliability data while developing process design
specifications will help focus capital resources in areas that will have the most long-term cost
benefits. Well-written owner company engineering requirements that supplement industry
standards can help achieve design uniformity and increase long-term unit operating safety and
reliability. An EQC program that is an integral part ofthe project execution plan can help
achieve superior results by monitoring contractor and equipment supplier technical performance
during the course of a project. Such an EQC program, and the timely technical support that it
provides to the owner’s PMT, also helps a project avoid technical problems that could cause cost
eases or schedule delays. ‘Taken together, these three items go a long way towards
iproving process plant reliability and profitability.
References
i‘
ASME Boiler and Pressure Vessel Code Section VIII, American Society of Mechanical
Engineers
Structure Better Engineering Specs, Reddi, S. V.; Hydrocarbon Processing, July 1997.
Let's Quit Blaming the E/Cs; Kertidge, A.E.; Hydrocarbon Processing, December 1994,
Industry's No. | Strategic Alliance; Williams, Bob; Oil and Gas Journal; March 31, 1997.
Team-Plan for Project Success; Kimmons, R. L.; Hydrocarbon Processing, January 1995.
vac
‘Mechanical Engineering
toms to be Reviewed Notes:
|contractor’s Design
contractor's Equipment
specifications
|contractor’s Bid Tabulation
lPurchase Order”
IManutacturer's Drawings
[Drawings and Cale
Jcontractor's Design
Specifications.
j
;
Pressure Voss T
Kickolf meeting wicontractor
(Discuss job requiremen
land standards
eral specification
['Special vessels (e.g., heavy
|wall reactors, lng delivery time| x
items, etc)
[Up to ~20% of ather vessels, to
include minimum of one from
leach vendor. Number and type
Ibased on pressure,
temperature, unusual
requirements, etc. Percentage
reduced for larger projects.
x il
*
x
x
Exchangers
[Kickoff meeting wicontractor T H [Discuss job requireme:
i land standards
[General specification x .
[Same as for pressure vessels t x
for each exchanger type
[Storage Tanks [ -
Kickoff mesting wicontractor ~ [biscuss ob requireme
land standards
[General specification x
[Up to ~10% of tankage with @ 7 4
minimum of one from each
|vendor. Selection based on
lsize and service conditions with | x | x
Ihe larger size and special
[service tanks being looked at
fist. IL
Figure 3 (Cont'd)
Discipline: Mechanical Enaineering
T
Piping
Kickoff resting wieontractor
[Discuss job requirements
land standards
[General material specification x
ral standards for suppor's, x
lauides, and anchors
[Expansion joints
eliminate wherever
possible
\Agree on basis for when
lsystoms. For example:
Flange boltup x | special” procedures must
philosophy /procedures | be followed
Piping analysis program x % Vetticaton requredit nt
variation fariiar with it
Review designs and T
calculations for selocted x
[°=50% of al compressor
include check of nozzle
lthose NPS 6 and above with
[design temperatures over 400F
S | ‘toads
20% of all pump and steam T Include check of nozaie
lurbine systems, including loads
|-=50% of al process heater
inet, cute, and decoking tines
| -20% of all air-cooled
lexchanger systems.
Include check of nozzle
loads
| Systems NPS 36 and above
10% sampling of other
Pc = Review partially completed
leystoms
LEGEND NoTES
X = Review required (1) Technical portion
C= Review completed @) With contractor’ comments shown
Biographic Note for
Vincent A. Carucci
Vincent A. Carucei is President and Owner of Carmagen Engineering, Inc., Madison, New
Jersey. Mr. Carucci holds BS and MS degrees in mechanical engineering from Stevens
Institute of Technology. He specializes in the mechanical engineering aspects of storage
tanks, pressure vessels, piping systems, and heat exchangers. In this work, Mr. Carucci has.
developed engineering standards and specifications for new equipment, performed design
audits of work done by contractors and equipment suppliers, provided field technical
support during the startup of new processing units, solved problems on operating equipment
and systems, and developed engineering training courses. He has extensive experience
‘worldwide in providing engineering quality control support on major process plant capital
projects, and providing technical consulting to operating process plants. Before forming
Carmagen Engineering, Inc. in 1986, Mr. Carucci was with Exxon Research and
Engineering Company for 16 years where he provided mechanical engineering consulting
support to Exxon's worldwide affiliates.
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (843)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- PERD Where For Art Thou Failure Rate Data PDFDocument10 pagesPERD Where For Art Thou Failure Rate Data PDFganeshdhageNo ratings yet
- Synergy H2Document97 pagesSynergy H2ganeshdhageNo ratings yet
- Engineering Systems HandbookDocument164 pagesEngineering Systems HandbookgaipatNo ratings yet
- Filter Pressure Drop & Oil Carryover CalculatorDocument7 pagesFilter Pressure Drop & Oil Carryover CalculatorganeshdhageNo ratings yet
- RAMPT Program PlanDocument39 pagesRAMPT Program PlanganeshdhageNo ratings yet
- Condition Based Reliability, Availability, Maintainability, and Safety (CB-RAMS) ModelDocument15 pagesCondition Based Reliability, Availability, Maintainability, and Safety (CB-RAMS) ModelganeshdhageNo ratings yet
- Failure Rate Data Analysis For High Technology ComponentsDocument9 pagesFailure Rate Data Analysis For High Technology ComponentsganeshdhageNo ratings yet
- Improving Equip Reliability Through Elearning PDFDocument13 pagesImproving Equip Reliability Through Elearning PDFganeshdhageNo ratings yet
- Process and Equipment Reliability PaperDocument12 pagesProcess and Equipment Reliability PaperganeshdhageNo ratings yet
- Case Study - Reliability at Chemical PlantDocument2 pagesCase Study - Reliability at Chemical PlantganeshdhageNo ratings yet
- Tenchijin Ryaku No MakiDocument6 pagesTenchijin Ryaku No MakiDyonatans AmorimNo ratings yet