You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Vibration Isolation - SimmonsDocument12 pagesVibration Isolation - SimmonsJoão Cavalcanti100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Pipeline Lowering CalculationDocument5 pagesPipeline Lowering CalculationRagh88% (16)
- Procedure: Technical Bid Evaluation For Catodic ProtectionDocument6 pagesProcedure: Technical Bid Evaluation For Catodic ProtectionPer Bagus Handoko100% (1)
- PRPP-10-PR-0004 Trenching & Back Filling Procedure Rev 1Document27 pagesPRPP-10-PR-0004 Trenching & Back Filling Procedure Rev 1Per Bagus Handoko100% (1)
- Piping Stress Analysis Using CAESAR II PDFDocument37 pagesPiping Stress Analysis Using CAESAR II PDFPer Bagus HandokoNo ratings yet
- Procedure: Technical Bid Evaluation For Catodic ProtectionDocument6 pagesProcedure: Technical Bid Evaluation For Catodic ProtectionPer Bagus HandokoNo ratings yet
- Engineering Sharing DIP (BP Tangguh Proj)Document12 pagesEngineering Sharing DIP (BP Tangguh Proj)Per Bagus HandokoNo ratings yet
- Format Berita AcaraDocument1 pageFormat Berita AcaraPer Bagus HandokoNo ratings yet
- PRPP 30 RFQ 0008 RFQ HDD ConstructionDocument12 pagesPRPP 30 RFQ 0008 RFQ HDD ConstructionPer Bagus HandokoNo ratings yet
- Sow Subcon Hot Tap Construction CheckDocument2 pagesSow Subcon Hot Tap Construction CheckPer Bagus HandokoNo ratings yet
- Aziz HermawanDocument1 pageAziz HermawanPer Bagus HandokoNo ratings yet
- Format Berita AcaraDocument1 pageFormat Berita AcaraPer Bagus HandokoNo ratings yet
- Binder1 - Detail Crossing PDFDocument23 pagesBinder1 - Detail Crossing PDFPer Bagus Handoko100% (1)
- List Auger Boring HDDDocument25 pagesList Auger Boring HDDPer Bagus HandokoNo ratings yet
- Perubahan ElbowDocument11 pagesPerubahan ElbowPer Bagus HandokoNo ratings yet
- Master Form CODocument32 pagesMaster Form COPer Bagus Handoko100% (1)
- Api 5l 2004Document30 pagesApi 5l 2004Per Bagus Handoko100% (1)
- Cal Cy LationDocument6 pagesCal Cy LationPer Bagus Handoko100% (1)
- Tbe Field Joint Coating For TialDocument3 pagesTbe Field Joint Coating For TialPer Bagus HandokoNo ratings yet
- Prpp-10-Mto-0001 Mto Main Line Rev 1Document5 pagesPrpp-10-Mto-0001 Mto Main Line Rev 1Per Bagus Handoko100% (1)
- Superseal: Heat Shrinkable Sleeve For Protection of Pre-Insulated Pipe JointsDocument2 pagesSuperseal: Heat Shrinkable Sleeve For Protection of Pre-Insulated Pipe JointsPer Bagus HandokoNo ratings yet
- Technical Bid Evaluation SheetDocument3 pagesTechnical Bid Evaluation SheetPer Bagus HandokoNo ratings yet
- Prpp-10-Dw-pl-002-02 - Drawing For Road Crosing Detail Section A - 19-12-2018-Detail Road Crosing 13 - AbDocument1 pagePrpp-10-Dw-pl-002-02 - Drawing For Road Crosing Detail Section A - 19-12-2018-Detail Road Crosing 13 - AbPer Bagus HandokoNo ratings yet
- PRPP-10-DW-PL-002 - Drawing For Road Crosing Detail Section B - 19-12-2018-River Crossing 1 - ABDocument1 pagePRPP-10-DW-PL-002 - Drawing For Road Crosing Detail Section B - 19-12-2018-River Crossing 1 - ABPer Bagus HandokoNo ratings yet
- Technical Bid Evaluation Sheet: Item RFQ Requirement Gesit Nazelo Protection Bidders DescriptionDocument1 pageTechnical Bid Evaluation Sheet: Item RFQ Requirement Gesit Nazelo Protection Bidders DescriptionPer Bagus HandokoNo ratings yet
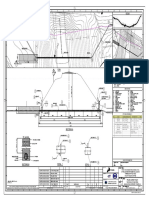
- Pipeline Alignment Sheets River Crossing 02 - AB ( - CIJERUK RIVER) KM 146+200Document1 pagePipeline Alignment Sheets River Crossing 02 - AB ( - CIJERUK RIVER) KM 146+200Per Bagus HandokoNo ratings yet
- Prpp-10-Dw-pl-002-02 - Drawing For Road Crosing Detail Section A - 19-12-2018-Detail River Crosing 3 - AbDocument1 pagePrpp-10-Dw-pl-002-02 - Drawing For Road Crosing Detail Section A - 19-12-2018-Detail River Crosing 3 - AbPer Bagus HandokoNo ratings yet
- Procedure: Technical Bid Evaluation For Auger BoringDocument6 pagesProcedure: Technical Bid Evaluation For Auger BoringPer Bagus Handoko100% (1)
- Prpp-10-Dw-pl-002-02 - Drawing For Road Crosing Detail Section A - 19-12-2018-Detail Road Crosing 14 - AbDocument1 pagePrpp-10-Dw-pl-002-02 - Drawing For Road Crosing Detail Section A - 19-12-2018-Detail Road Crosing 14 - AbPer Bagus HandokoNo ratings yet