You might also like
- Ferroline - Gases and Mixtures For MAG WeldingDocument4 pagesFerroline - Gases and Mixtures For MAG Weldingนัทธพงค์ วิชาชาญNo ratings yet
- Shell Corena S4 P 100 TDSDocument3 pagesShell Corena S4 P 100 TDSEdgar Leonel CortésNo ratings yet
- WA Applications For HydropowerDocument6 pagesWA Applications For Hydropowersuharto ekoNo ratings yet
- Shell Corena S4 P 100Document3 pagesShell Corena S4 P 100francisNo ratings yet
- Shell Corena S4 P 68 TDSDocument3 pagesShell Corena S4 P 68 TDSmuralisunNo ratings yet
- 19 32 - Schunk Products For Steel Industry - 01Document4 pages19 32 - Schunk Products For Steel Industry - 01Daniele QuinteiroNo ratings yet
- SF-0015.1 IGT HPT Abradables ENDocument8 pagesSF-0015.1 IGT HPT Abradables ENThanaraj SanmughamNo ratings yet
- Shell Corena S4 P 68 (Shell Corena AP)Document3 pagesShell Corena S4 P 68 (Shell Corena AP)MUHAMMAD LUTHFINo ratings yet
- Shell Rimula R6 LM 10W-40Document2 pagesShell Rimula R6 LM 10W-40MichaelNo ratings yet
- Thermodynamic and Kinetic Aspects of Secondary Steelmaking ProcessesDocument37 pagesThermodynamic and Kinetic Aspects of Secondary Steelmaking ProcessesHASSAN MUSHTAQNo ratings yet
- Properties of Cover Grades (As Per IS: 1891)Document2 pagesProperties of Cover Grades (As Per IS: 1891)Raja NarenderNo ratings yet
- Tubular and SMAW Selection GuidesDocument10 pagesTubular and SMAW Selection GuidesHuỳnh TrươngNo ratings yet
- Shell Turbo S4 X 32Document3 pagesShell Turbo S4 X 32Muhammad SaputraNo ratings yet
- Shell Corena S2 P 150 (Shell Corena P)Document3 pagesShell Corena S2 P 150 (Shell Corena P)MUHAMMAD LUTHFINo ratings yet
- Transformer Oil Shell DIALA-S4-ZX-IGDocument3 pagesTransformer Oil Shell DIALA-S4-ZX-IGAsim IbrahimNo ratings yet
- Shell Corena S2 P 100: Performance, Features & Benefits Main ApplicationsDocument3 pagesShell Corena S2 P 100: Performance, Features & Benefits Main ApplicationsNalin peirisNo ratings yet
- Shell Corena S4 P 100 (En) TDS v1Document3 pagesShell Corena S4 P 100 (En) TDS v1Anonymous oAbjbl4HNo ratings yet
- Brochure Syngas ClariantDocument9 pagesBrochure Syngas ClariantDiego Plana RobertNo ratings yet
- TDS Shell Corena S2 P 150Document3 pagesTDS Shell Corena S2 P 150Burhan AdnanNo ratings yet
- Clariant Brochure Catalysts and Adsorbents For Syngas 2017 ENDocument9 pagesClariant Brochure Catalysts and Adsorbents For Syngas 2017 ENAbdul Wasay100% (1)
- Topan MFF-B85: Zakłady Magnezytowe "ROPCZYCE" S.ADocument1 pageTopan MFF-B85: Zakłady Magnezytowe "ROPCZYCE" S.ADan SavinNo ratings yet
- RA SiC T CM EC PDFDocument2 pagesRA SiC T CM EC PDFDaniel RicartNo ratings yet
- CC 46 - Premium Quality Industrial Gas, Steam &combined Cycle Turbine OilDocument2 pagesCC 46 - Premium Quality Industrial Gas, Steam &combined Cycle Turbine OilRaden ArdyNo ratings yet
- Shell Morlina S2 BA 100Document3 pagesShell Morlina S2 BA 100francisNo ratings yet
- PTC 2021 GallonDocument10 pagesPTC 2021 GallonSaumitra Shankar GuptaNo ratings yet
- Shell Heat Transfer Oil S4 X: Performance, Features & BenefitsDocument2 pagesShell Heat Transfer Oil S4 X: Performance, Features & Benefitsrodrigonicolasdiaz1No ratings yet
- Technical Datasheet: Pacific®CSV Cast Steel ValvesDocument16 pagesTechnical Datasheet: Pacific®CSV Cast Steel ValvesAnderson SiqueiraNo ratings yet
- 4 Refrigeration Oil S4 FR-V 68Document2 pages4 Refrigeration Oil S4 FR-V 68dnoaisapsNo ratings yet
- Shell Morlina S2 B 220 - TDSDocument4 pagesShell Morlina S2 B 220 - TDSFandemen AdintaNo ratings yet
- FG16 (O) R16 Rev008Document6 pagesFG16 (O) R16 Rev008Andres SorinNo ratings yet
- Shell Refrigeration Oil S4 FR-V 68: Performance, Features & Benefits Specifications, Approvals & RecommendationsDocument2 pagesShell Refrigeration Oil S4 FR-V 68: Performance, Features & Benefits Specifications, Approvals & RecommendationsMUHAMMAD LUTHFINo ratings yet
- Shell Naturelle Transformer Fluid S4 IDocument2 pagesShell Naturelle Transformer Fluid S4 IEdgar Leonel CortésNo ratings yet
- Renolin CLP - PIDocument6 pagesRenolin CLP - PIDương LêNo ratings yet
- Syngas CatalystDocument16 pagesSyngas CatalystTarun ChandraNo ratings yet
- Shell Rimula R4 L 15W-40: Performance, Features & Benefits Specifications, Approvals & RecommendationsDocument2 pagesShell Rimula R4 L 15W-40: Performance, Features & Benefits Specifications, Approvals & RecommendationsAMITNo ratings yet
- 0 0750 0043 02 WebDocument2 pages0 0750 0043 02 WebisaacNo ratings yet
- Shell Corena S2 P - TDS PDFDocument3 pagesShell Corena S2 P - TDS PDFAnonymous oAbjbl4H100% (1)
- FG16R16 FG16OR16: - 0,6/1 KV - 0,6/1 KVDocument6 pagesFG16R16 FG16OR16: - 0,6/1 KV - 0,6/1 KVEmre DalgicNo ratings yet
- Shell Omala S2 G 2202 PDFDocument2 pagesShell Omala S2 G 2202 PDFSholhan AzizNo ratings yet
- Shell Turbo: Premium Based Industrial Steam, Gas and Combined Cycle Turbine LubricantDocument2 pagesShell Turbo: Premium Based Industrial Steam, Gas and Combined Cycle Turbine Lubricantfaisalnadim100% (1)
- HPDC v2 For VIBE ItaDocument10 pagesHPDC v2 For VIBE Itaİsmail Süleyman ŞentürkNo ratings yet
- DSMTS-0010.6 ZN WireDocument4 pagesDSMTS-0010.6 ZN WireMario Cortes FariasNo ratings yet
- Material Product Data Sheet Amdry 400 Braze Filler Metal: Quick FactsDocument3 pagesMaterial Product Data Sheet Amdry 400 Braze Filler Metal: Quick FactsJ. BangjakNo ratings yet
- AeroShell Grease 22Document2 pagesAeroShell Grease 22Anonymous oAbjbl4HNo ratings yet
- TDS Shell Omala S4 GXV 220Document2 pagesTDS Shell Omala S4 GXV 220Nokiabhre WijayaNo ratings yet
- Omala S2 GX 68Document2 pagesOmala S2 GX 68Kieran MañalacNo ratings yet
- Shell Morlina s2 B 320Document4 pagesShell Morlina s2 B 320Aep HidayatNo ratings yet
- K65 FitingDocument6 pagesK65 FitingJevgenijs KoževnikovsNo ratings yet
- Automig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060Document1 pageAutomig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060satnamNo ratings yet
- Shell-Morlina-S2-BL-10 (TDS) PDFDocument2 pagesShell-Morlina-S2-BL-10 (TDS) PDFOtjpag NizarNo ratings yet
- Shell Corena Oil P 150Document2 pagesShell Corena Oil P 150Secundar UtilizatorNo ratings yet
- High Quality Products For Welding and CladdingDocument25 pagesHigh Quality Products For Welding and Claddingsanketpavi21100% (1)
- Rimula R4 L 15W-40 - TDS - enDocument2 pagesRimula R4 L 15W-40 - TDS - enviktor chervonenkoNo ratings yet
- Stainless Steels: Alloy 904L (UNS N08904)Document1 pageStainless Steels: Alloy 904L (UNS N08904)MV ABNo ratings yet
- 13 Omala S4 GX 220 PDFDocument2 pages13 Omala S4 GX 220 PDFthanhhuyenNo ratings yet
- Nitrogen Generators Membrane TechnologyDocument10 pagesNitrogen Generators Membrane TechnologyVenkata Krishnan Ramanujam100% (1)
- Guida Coprax Eng 2015 LightDocument82 pagesGuida Coprax Eng 2015 Lightairsys7projec100% (1)
- WP I FCAW Sept 2010Document99 pagesWP I FCAW Sept 2010jhas988No ratings yet
- Konsep Negara Hukum Dalam Perspektif Hukum IslamDocument11 pagesKonsep Negara Hukum Dalam Perspektif Hukum IslamSiti MasitohNo ratings yet
- SUNGLAO - TM PortfolioDocument60 pagesSUNGLAO - TM PortfolioGIZELLE SUNGLAONo ratings yet
- Benchmark Leadership Philosphy Ead 501Document5 pagesBenchmark Leadership Philosphy Ead 501api-494301924No ratings yet
- What Is Public RelationsDocument52 pagesWhat Is Public RelationsMarwa MoussaNo ratings yet
- Historical Roots of The "Whitening" of BrazilDocument23 pagesHistorical Roots of The "Whitening" of BrazilFernandoMascarenhasNo ratings yet
- Dark Energy Survey DES CollaborationDocument38 pagesDark Energy Survey DES CollaborationgeorgcantorNo ratings yet
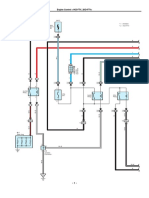
- Diagrama Hilux 1KD-2KD PDFDocument11 pagesDiagrama Hilux 1KD-2KD PDFJeni100% (1)
- Diffrent Types of MapDocument3 pagesDiffrent Types of MapIan GamitNo ratings yet
- Teks Pengacaraan Majlis Perpisahan PerpindahandocDocument8 pagesTeks Pengacaraan Majlis Perpisahan PerpindahandocTom O Hard JoNo ratings yet
- Bomba Manual Hidraulica - P 19 LDocument2 pagesBomba Manual Hidraulica - P 19 LBruno PachecoNo ratings yet
- Ebook Computer Forensics Principles and Practices 1St Edition Volonino Test Bank Full Chapter PDFDocument29 pagesEbook Computer Forensics Principles and Practices 1St Edition Volonino Test Bank Full Chapter PDFmundifycoucheefnhgl100% (10)
- Sample TRM All Series 2020v1 - ShortseDocument40 pagesSample TRM All Series 2020v1 - ShortseSuhail AhmadNo ratings yet
- Chapter 2.2 Quantitative Analysis NewDocument44 pagesChapter 2.2 Quantitative Analysis NewMinase TilayeNo ratings yet
- Ugtt April May 2019 NewDocument48 pagesUgtt April May 2019 NewSuhas SNo ratings yet
- End Points SubrogadosDocument3 pagesEnd Points SubrogadosAgustina AndradeNo ratings yet
- Bus105 Pcoq 2 100%Document9 pagesBus105 Pcoq 2 100%Gish KK.GNo ratings yet
- AURTTA104 - Assessment 2 Practical Demonstration Tasks - V3Document16 pagesAURTTA104 - Assessment 2 Practical Demonstration Tasks - V3muhammaduzairNo ratings yet
- Ojt Evaluation Forms (Supervised Industry Training) SampleDocument5 pagesOjt Evaluation Forms (Supervised Industry Training) SampleJayJay Jimenez100% (3)
- DocsDocument4 pagesDocsSwastika SharmaNo ratings yet
- Milestone BillingDocument3 pagesMilestone BillingJagadeesh Kumar RayuduNo ratings yet
- Concise Beam DemoDocument33 pagesConcise Beam DemoluciafmNo ratings yet
- Analog Electronics-2 PDFDocument20 pagesAnalog Electronics-2 PDFAbhinav JangraNo ratings yet
- MT Im For 2002 3 PGC This Is A Lecture About Politics Governance and Citizenship This Will HelpDocument62 pagesMT Im For 2002 3 PGC This Is A Lecture About Politics Governance and Citizenship This Will HelpGen UriNo ratings yet
- WKS 8 & 9 - Industrial Dryer 2T 2020-2021Document26 pagesWKS 8 & 9 - Industrial Dryer 2T 2020-2021Mei Lamfao100% (1)
- FDP VLSI Design at Deep Submicron Node PDFDocument2 pagesFDP VLSI Design at Deep Submicron Node PDFpraneethshubNo ratings yet
- Boq Cme: 1 Pole Foundation Soil WorkDocument1 pageBoq Cme: 1 Pole Foundation Soil WorkyuwonoNo ratings yet
- History of JavaDocument3 pagesHistory of JavaKyra ParaisoNo ratings yet
- Exam TimetableDocument16 pagesExam Timetablenyarko_eNo ratings yet
- Auditing Multiple Choice Questions and Answers MCQs Auditing MCQ For CA, CS and CMA Exams Principle of Auditing MCQsDocument30 pagesAuditing Multiple Choice Questions and Answers MCQs Auditing MCQ For CA, CS and CMA Exams Principle of Auditing MCQsmirjapur0% (1)
- Mass and Heat Balance of Steelmaking in Bof As Compared To Eaf ProcessesDocument15 pagesMass and Heat Balance of Steelmaking in Bof As Compared To Eaf ProcessesAgil Setyawan100% (1)
- Bulk Material Handling: Practical Guidance for Mechanical EngineersFrom EverandBulk Material Handling: Practical Guidance for Mechanical EngineersRating: 5 out of 5 stars5/5 (1)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (52)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Chasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItFrom EverandChasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItRating: 4 out of 5 stars4/5 (25)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionFrom EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionNo ratings yet
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- Basic Digital Signal Processing: Butterworths Basic SeriesFrom EverandBasic Digital Signal Processing: Butterworths Basic SeriesRating: 5 out of 5 stars5/5 (1)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Laminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataFrom EverandLaminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataNo ratings yet
- Cyber-Physical Systems: Foundations, Principles and ApplicationsFrom EverandCyber-Physical Systems: Foundations, Principles and ApplicationsHoubing H. SongNo ratings yet
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Safety Theory and Control Technology of High-Speed Train OperationFrom EverandSafety Theory and Control Technology of High-Speed Train OperationRating: 5 out of 5 stars5/5 (2)
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsFrom EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsRating: 4 out of 5 stars4/5 (9)
- Slow Violence and the Environmentalism of the PoorFrom EverandSlow Violence and the Environmentalism of the PoorRating: 4 out of 5 stars4/5 (5)
- Electrical (Generator and Electrical Plant): Modern Power Station PracticeFrom EverandElectrical (Generator and Electrical Plant): Modern Power Station PracticeRating: 4 out of 5 stars4/5 (9)