Professional Documents
Culture Documents
Gestion de Mantenimiento PDF
Uploaded by
Jose RV0 ratings0% found this document useful (0 votes)
21 views95 pagesOriginal Title
gestion-de-mantenimiento.pdf
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
21 views95 pagesGestion de Mantenimiento PDF
Uploaded by
Jose RVCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 95
a,
SENATI
PROGRAMA DE FORMACION
DE FORMADORES
GESTION DE MANTENIMIENTO
Elaborado por:
ING. CIRO 1. TERAN DIANDERAS
INGENIERO MECANICO.
ag te Cag
MANTENIMIENTO
"Cuando todo va bien, nadie recuerda que existe"
“Cuando algo va mal, dicen que no existe"
“Cuando es para gastar, se dice que no es necesario"
“Pero cuando realmente no existe, todos concuerdan en que
deberia existir
A.SUTE
Speer
PROGRAMA DE FORMACION DE FORMADORES 3
SENaAn GESTION DE MANTENIMIENTO
GESTION DE MANTENIMIENTO.
GESTION DE MANTENIMIENTO
CAPITULOI: MANTENIMIENTO INDUSTRIAL
CONSIDERACIONES FUNDAMENTALES
1. Importancia de! mantenimiento . 9
2. Evolucién y tipos de mantenimiento 10
3. Caracteristicas del mantenimiento del pasado 12
4, Estado actual del mantenimiento 13
5. Terminologia de mantenimiento 14
CAPITULO II: MANTENIMIENTO Y PRODUCTIVIDAD
1, El proceso productivo y la Productividad 19
2. El Mantenimiento y la Productividad . 20
3, _ EI Mantenimiento y el buen funcionamiento de la Organizacién 21
4, Mantenimiento, nuevas tecnologias y enfoques gerenciales... 23
CAPITULO III: ORGANIZACION DEL MANTENIMIENTO
1. Funciones y objetivos del mantenimiento 25
2. Organizacion del mantenimiento 27
3. Sistema de informacién de mantenimiento (SIM) .. 30
4, Inventario y codificacién de equipos .. 39
5. Logistica, repuestos y materiales de mantenimiento a1
CAPITULO IV: MANTENIMIENTO CORRECTIVO (MC)
1. Fall 47
2. Andlisis de fallas. 47
3. Causas de falas... 48
4. Sistema de importancia critica. 49
5. La gestién productiva del Mantenimiento ... as
PROGRAMA DE FORMACION DE FORMADORES.
GESTION DE MANTENIMIENTO.
CAPITULOV: MANTENIMIENTO PREVENTIVO (MP)
1. Determinacién del sistema de mantenimiento preventive 51
2, Técnicas de MP..... 55
3. Como desarroliar e instalar un buen sistema de MP 57
4. Como planificar y programar el MP y medir sus resultados 60
5. Los secretos de un exitoso mantenimiento preventivo .. 63
CAPITULO VI: MANTENIMIENTO PREDICTIVO (MPd)
1, Consideraciones previas .. 65
2. Definicién de mantenimiento predictivo (mpd) 65
3. Monitoreo del estado de los equipos... ine 66
4. Técnicas de MPa, su aplicacién y los equipos empleados .. 66
5. Como organizarse para el MPd .. 67
6. Combinacién de MP y MPd para lograr un efecto global y reducir costos 68
7. Relaciones de MC, MP y MP4. ..... see 69
CAPITULO VII: MANTENIMIENTO PRODUCTIVO TOTAL (TPM)
1, Consideraciones previas .. 73
2. ~Como funciona el TPM?. .. 74
3. Metas fundamentales del TPM 7
4, Maximizacién de la efectividad de los equipo: 7
5. _ Introduccién del tpm en las empresas .. 76
6. Desarrollo de un plan maestro tpm 76
7. El programa de mantenimiento productivo total 76
8. _ Requisitos minimos para el desarrollo del TPM ese 7
CAPITULO VIII: COSTOS DE MANTENIMIENTO
1. Importancia de los costos de mantenimiento.. 81
2. _ Tipos de costos involucrados en el mantenimiento. 83
3. Aeciones basicas para una buena gestion de costos... 86
4, Presupuestos y su contro! 87
5. Determinacién de tarifas de los elementos de costos 90
6. Métodos de control y evaluacidn de costos 91
7. _ Indice de clasificacién para los gastos de mantenimiento (ICGM) 4
8. Modelo de calculo del costos ot
—_—
PROGRAMA DE FORMACION DE FORMADORES,
o
SENATI GESTION DE MANTENIMIENTO
a SESTION DE MANTENIMIENTO
CAPITULO IX: REEMPLAZO DE EQUIPOS
95
95
96
98
98
CAPITULO X: CONTROL DE LA GESTION DEL
MANTENIMIENTO
1. Consideraciones previa 101
2, Sistemas de medicié 102
3. Indices de mantenimiento.. 102
PROGRAMA DE FORMACION DE FORMADORES.
GESTION DE MANTENIMIENTO-
CAPITULO I:
MANTENIMIENTO INDUSTRIAL
CONSIDERACIONES
FUNDAMENTALES
1. IMPORTANCIA DEL MANTENIMIENTO
Enel contexto de “desarrollo continuo” de las organizaciones se puede
afirmar que “ino tener problema es un problema”.
Las necesidades de cambio de la competitividad industrial ya no son
novedades ni causan sorpresas., cada vez que se hacen referencias
aello.
Las caracteristicas de las actividades econémicas experimentaron
modificaciones que impusieron diferentes ritmos de desarrollo, desde
la pos guerra, hasta el periodo actual en que, la competitividad
industrial dejé de ser definida por los ingresos de escala y de la
Producci6n seriada, tipificada por el modelo “fordista’, pasando a ser
decidida en los campos de la calidad y de la productividad. En este
escenario, el mantenimiento se destaca como la Unica funcién
operacional que influye y mejora los tres ejes determinantes de la
Performance industrial al mismo tiempo, o sea, costo, plazo y calidad
de productos y servicios, definida segun Mckinsey & Company como
la “Funcién Pivotante’: Costos, Precios y Calidad
En los ultimos afios, los ejecutivos ponen su atencién principalmente
en calidad de productos y servicios, frecuentemente asumiendo que
los costos estan bajo control; sin embargo la busqueda de ventajas
competitivas llev6 a la conciusién de que el costo de mantenimiento
no esta bajo control, y es un factor importante en el incremento del
desempefio global de los equipos.
Ena actualidad se observa que las empresas exitosas han adoptado
una vision prospectiva de gestién de mantenimiento, y el mejoramiento
continuo de las practicas de mantenimiento, asi como la reduccin
de sus costes, son resultados de la utilizacién del ciclo de la Calidad
Total como base en el proceso de gestion
Las empresas deben plantearse objetivos muy precisos buscando
administrar el activo fijo Productivo de una manera técnico-econémica,
estableciendo metas claras y concretas, meditando sobre el claro
mensaje de Wickham Skinner de la Universidad de Harvard.
PROGRAMA DE FORMACION DE FORMADORES 9
GESTION DE MANTENIMIENTO
———___ RCO
“Produccién es el eslabén perdido de la estrategia empresarial. La
gerencia deberia prestar una mayor atencién a la actividad que
concentra y es responsable del 75% de la inversién de la empresa,
del 80% de su personal, y del 85% o mas de los costos y cuyo
tratamiento deberia ser fundamentalmente estratégico, y no
meramente operacional.”
Asi, nuestra premisa es que, la estrategia optima de mantenimiento
8 aquelia que minimiza el efecto conjunto de los componentes de
Costos, es decir, identifica el punto donde el costo de reparacién es
menor que el costo de la pérdida de produccién. El costo total del
mantenimiento esta infiuido por el costo de mantenimiento regular
(costo de reparacién) y por el costo de la falla (pérdida de produccién)
EVOLUCION Y TIPOS DE MANTENIMIENTO
Presentamos una breve descripcién de la evolucién histdrica det
Mantenimiento, que consideramos fundamental para ubicar el
momento historico de su desarrollo y nuestra contribucion, en el
presente trabajo:
En 1975 la Organizacién de las Naciones Unidas caracterizaba la
actividad fin de cualquier entidad organizada como Produccién =
Operacién + Mantenimiento, correspondiendo al segundo elemento
las siguientes responsabilidades:
+ Reduccién de la paralizacién de los equipos que afectan a
Operacién;
+ Preparacion, en tiempo habil, de las ocurrencias que reducen el
potencial de ejecucién de los servicios:
* Garantia de funcionamiento de las instalaciones de forma que los
productos o servicios atiendan a criterios establecidos por el control
de cualidad y patrones pre-establecidos.
Al fin del siglo XIX, con la mecanizacién de las industrias, surgié la
necesidad de las primeras reparaciones. Hasta 1914, el
mantenimiento tenia importancia secundaria y era ejecutado por el
mismo personal de operacién. La historia del mantenimiento
acompafa el desarrolio técnico-industrial de la humanidad.
Con fo courrido en la primera Guerra Mundial y la implantacién de la
produccién en serie, instituida por Ford, las fabricas establecieron
Programas minimos de produccién y en consecuencia sintieron la
necesidad de crear equipos que pudiesen efectuar reparaciones en
el menor tiempo posible. Asi surgid un érgano subordinado a la
operacién, cuyo objetivo basico era de ejecucién del mantenimiento,
a
PROGRAMA DE FORMACION DE FORMADORES,
GESTION DE MANTENIMIENTO
STE MANTENIMIENTO
hoy conocida como Correctiva. En este tiempo la organizacién del
mantenimiento se daba a través de la direccién de la industria y en
linea recta jerarquica, luego operaciones y seguidamente
mantenimiento.
Hasta la década de 30 esa situacién se mantuvo, cuando, en funcion
Ge la segunda Guerra Mundial y de la necesidad de aumentar la
rapidez de produccién, la alta administracion industrial pasé a
Preocuparse, no solo en corregir fallas, sino evitar que ellas ocurriesen,
y el personal técnico de mantenimiento pasé a practicar el proceso
de Prevencion de averias que, juntamente con la correccién,
completaban el cuadro general de mantenimiento, formando una
estructura tan importante cuanto la de operacién. Es decir que luego
del director industrial, aparecen al mismo nivel, en la jerarquia de la
organizacion operaciones y mantenimiento.
Por el afio 1950, con el desarrollo de la industria para atender a los
estuerzos posguerra, la industria electronica y de la evolucién de la
aviacién comercial, se selecciona los equipos de especialistas para
componer un érgano de asesoramiento a la produccién que se llamo
“Ingenieria de Mantenimiento” y recibié los cargos de planear y
controlar el mantenimiento preventivo y analizar causas y efectos de
las averias,
A partir de 1966, con la difusion de las computadoras, el fortalecimiento
de las Asociaciones Nacionales de Mantenimiento, creadas al fin del
periodo anterior y la sofisticacion de los instrumentos de proteccién y
medicion, la ingenieria de Mantenimiento paso a desarrollar criterios
de prediccion 0 previsién de fallas, buscando la optimizacién de la
actuacién de las equipos de ejecucién de mantenimiento.
A partir de 1980 y hasta la época actual, con el desarrollo de ias
computadoras personales, a costs reducidos y lenguajes simples,
os drganos de mantenimiento pasaron a desarrollar y procesar sus
Propios programas, eliminando los inconvenientes de la dependencia
de disponibilidad humana y de equipos para la atencién a sus.
Prioridades de procesamiento de las informaciones por el computador
central, ademas de las dificultades de comunicacion en la transmision
de sus necesidades para el analista de sistemas, no siempre
familiarizado con la area de mantenimiento. Sin embargo es
recomendable que esas computadoras personales hagan parte de la
red de computadoras de la empresa , posibilitando que sus
informaciones queden disponibles para los otros érganos de | a
Empresa., asi como recibir informaciones de otros sistemas de gestion
(materiales, compras, contabilidad, finanzas, control patrimonial,
recursos humanos, control de calidad, nuevos proyectos y seguridad
industrial)
parr aengsSpareaeeeeeee ee
PROGRAMA DE FORMACION DE FORMADORES W
Saw GESTION DE MANTENIMIENTO
ETE ANTENIMIENTO.
3. CARACTERISTICAS DEL MANTENIMIENTO DEL
PASADO
Altos Inventarios: Producto de la Ignorancia y la “Seguridad” para
evitar paros.
Formacién Artesanal: Por falta del suficiente nive! técnico y por la
orientaci6n a la reparacién y al reemplazo de componentes.
Especializacin por area: Debido a la creacién de “Republicas
Independientes", segmentadas y disgregadas, con falta de
coordinaci6n y de integracién.
Mantenimiento como funcién: "Yo dafo, ti reparas" parecié el principal
vinculo entre Mantenimiento y sus clientes durante mucho tiempo,
en donde el mutuo respeto no hizo primordial ef equipo.
Falta de Sentido de pertenencia, baja autoestima y posicionamiento:
Ocasionado por la falta de resultados concretos 0 por lo menos la
falta de evidencia de los mismos.
Excelente atencién a emergencias: Lo que originé un exceso de
confianza en el cliente y por lo mismo un descuido en la coordinacion
y programacién y un deterioro paulatino de las condiciones de
teparaci6n por la falta de atencidn al entorno y las consecuencias de
{08 retrabajos.
Lenta contratacién y adquisicién de Recursés : Exceso de tramites y
falta de expertos en las areas encargadas de estos procesos
Desconocimiento de Gesticn: Ei no manejar cifras debido a la presién
de tiempo y el funcionamiento de los equipos, hizo que las mediciones,
valores, costos e indices pasaran a segundo plano
Ambiente no importante: “Si el equipo funciona es suficiente", hizo
que se descuidara el medio ambiente y el ruido; las emisiones de
Particulas y los afluentes pasaron a segundo plano.
Esfuerzos aislados con motivacién personal: Si se ha querido cambiar
el Mantenimiento, pero si no es apoyado el proceso por la gerencia y
direccisn de la empresa el éxito es remoto.
Alta carga de datos para procesar: Mantenimiento genera muchos
datos que mal procesados o sin procesar dificultan el analisis y toma
de decisiones.
—_—_——
12 PROGRAMA DE FORMACION DE FORMADORES
GESTION DE MANTENIMIENTO
ETON DE MANTENIMIENTO
Grandes cuadrillas: EI problema en Mantenimiento no es el nmero
Ge personas, sino su coordinacién que generaré productividad y
rendimientos superiores,
ESTADO ACTUAL DEL MANTENIMIENTO
Se debe manejar el Mantenimiento como una unidad de negocio para
Ser rentable, teniendo la opcién de compararse con posibles
Proveedores de! mismos servicio y a través de esta competencia
‘superar los niveles de calidad Y oportunidad de los servicios, que se
brinde
Las técnicas aplicadas ai mantenimiento han evolucionado y se han
logrado nuevas herramientas basicas, entre otras, los Sistemas de
Informacion, capaces de facilitar la toma de decisiones a través del
suministro de informacion sobre aspectos técnicos y econémicos,
Programas de mantenimiento, control de trabajos, diagnéstico de
Condicién de equipos y estadisticas de comportamiento y falla
En la busqueda de costos menores ha sido necesario replantear la
funcién del Mantenimiento orientandolo a hacerlo mas efectivo y asi
hacer que su influencia en los costos totales se minimice y estabilice,
'o que obliga a mayores exigencias en el desempefio de las actividades
Gel mantenimiento, debiendo tenerse presente que las nuevas
tecnologias han ampliado las tareas, responsabilidades y exigencias.
en cuanto a tiempos, calificacién, exactitud en la ejecucién y
organizacion de las tareas de mantenimiento.
EI Mantenimiento Moderno debe considerar basicamente
* Participacion en la toma de decisiones
+ Mantenimiento como gestion: Responsabilidad compartida y no
como funcién
+ Inmediata atencién al cliente
+ Parlicipacisn en la seleccion de tecnologia
+ Definicién de politicas de reposicién de equipo
+ Procedimientos estandarizados
* Sistema de Informacién apropiado
+ Planeacién y programacién de actividades
* Control presupuestal: Iniciativa antes que normas
+ Inspecciones Sistematicas
+ Documentacién Apropiada
* Personal capacitado y convencido
* _Mantenimiento de primera linea por el operario
PROGRAMA DE FORMACION DE FORMADORES
13
GESTION DE MANTENIMIENTO
5. TERMINOLOGIA DE MANTENIMIENTO
Consideramos importante desarrollar previamente algunas
definiciones de téminos que se usan regularmente en la practica
diaria del mantenimiento, existiendo innumerables tentativas de
establecimiento de una terminologia patron de mantenimiento, las
que no han teniendo siempre la acogida esperada.
En el deseo que se use la terminologia adecuada en el conjunto de
industrias de los diversos ramos y con mayor razén las de un mismo
ramo, utilizaremos los conceptos en uso por la mayoria de las
empresas, americanas, europeas, lo que tendremos en cuenta para
el efecto de aplicacién en los capitulos siguientes.
5.1. Pieza
‘Todo y cualquiera elemento fisico no divisible de un mecanismo.
Es la parte del equipo donde, de una manera general, seran
desarrollados los cambios y, eventualmente, en casos mas
especificos, las reparaciones: Ejemplo: rotor, muela, tornillo.
5.2. Componente
Elemento esencial para el funcionamiento de una actividad
mecanica, eléctrica 0 de otra naturaleza fisica que, conjugado
a otro(s), crea(n) el potencial de realizar un trabajo. Ejemplos:
Un motor a explosion; una caja de transmision; el rotor de una
bomba de aceite; el rotor de un compresor de aire, etc.
5.3. Equipo
Conjunto de componentes interligados con que se realiza
materialmente una actividad de una instalaci6n. Ejemplos: Un
Puente rodante; un disyuntor; un molino, etc.
5.4. “Familia de equipos”
Equipos con las mismas caracteristicas constructivas (mismo
fabricante, tipo y modelo)
5.5. Item de Mantenimiento (o simplemente “Item”)
Equipo, obra o instalacion.
14
PROGRAMA DE FORMACION DE FORMADORES
GESTION DE MANTENIMIENTO.
—_—_—————————— EEE Eee
5.6.
5.7.
5.8.
Defecto
Ocurrencias en los items que no impiden su funcionamiento,
mientras tanto pueden a corto o largo plazo, acarrear su
indisponibilidad.
Falla
Termino de la habilidad de un item para desempefiar una
funcién requerida.
Definiciones de Mantenimiento segtin Normas
Técnicas:
1, MIL-STD-721 C : &
“Todas las acciones necesarias para conservar un item en
un estado especificado o restablecerio a él*
2. ORGANIZACION EUROPEA DE MANTENIMIENTO:
“ Funcién empresarial a la que se encomienda el control
Constante de las instalaciones asi como el conjunto de ios
trabajos de reparacion y revision necesarios para garantizar
el funcionamiento regulary el buen estado de conservacién
Ge las instalaciones productivas, servicios e instrumentacion
de los establecimientos".
3. AFNOR NF X 60-010: ©
“ Conjunto de acciones que permiten conservar o
festablecer un bien a un estado especificado 0 a una
situaci6n tal que pueda asegurar un servicio determinado".
4 BS 3811: ices eas
“ Combinacién de todas las acciones técnicas y
administrativas asociadas tendientes a conservar un item
Orestablecerio a un estado tal que pueda realizar la funcion
requerida’ ( La funcién requerida puede ser definida como
una condicién dada).
PROGRAMA DE FORMACION DE FORMADORES.
15
SENAT GESTION DE MANTENIMIENTO.
a ee eee
5.9. Nuestras definiciones
1, Mantenimient
Todas las acciones necesarias para que un item sea
restaurado 0 conservado asegurando su permanencia en
funcionamiento regular de acuerdo con una condicién
especificada y cumplir el servicio requerido.
2. Mantenimiento correctivo:
Conjunto de acciones tendientes a solucionar o corregir un
item con falla 0 averia, con el fin de restituir su disponibilidad.
Mantenimiento Preventivo
Todas las actividades sistematicamente predefinidas y
repetitivas de mantenimiento responsables por la
continuidad del servicio de un item, englobando,
inspecciones, ajustes, conservacién y eliminacién de
defectos, cuyo destino final es evitar o reducir fallas en los
equipos, mejorar la confiabilidad de los equipos y la calidad
de produccién.
4. Mantenimiento Predictivo o Previsivo
Servicios debido al desgaste de una o mas piezas o
componentes de equipos prioritarios a través de la medici6n,
elandlisis de sintomas y tendencias de parametros tisicos,
empleando varias tecnologias que determinan la condicién
del equipo o de los componentes, o estimacin hecha por
evaluacién estadistica, extrapolando el comportamiento de
esas piezas 0 componentes con el objeto de determinar el
punto exacto de cambio o reparacién, antes que se
produzea la falia.
5.10. Mantenimiento Sistematico
Servicios de Mantenimiento Preventivo, donde cada equipo
para después de un periodo de funcionamiento, para que sean
hechas mediciones, ajustes y, si es necesario, cambio de
piezas, en tuncién de un programa preestablecido a partir de
experiencia operativa, recomendaciones de los fabricantes 0
referencias externas.
PROGRAMA DE FORMACION DE FORMADORES,
SENAN GESTION DE MANTENIMIENTO.
a SESTION DE MANTENIMIENTO
5.11. Lubricacion
Servicios de Mantenimiento Preventivo, donde son hechas
adiciones, cambios, complementaciones, examenes y andlisis
de los lubricantes
5.12. Mantenibilidad
Facilidad de un item en ser mantenido o restablecido, en un
tiempo dado, en condiciones de ejecutar sus funciones
normalmente requeridas, cuando las operaciones de
mantenimiento se realizan con los medios dados, siguiendo
un programa determinado
5.13. Confiabilidad
Aptitud de un sistema de cumplir una funcién requerida, en
Condiciones dadas, durante un intervalo de tiempo determinado.
Expresado en otros términos diremos que es la probabilidad
que un equipo funcione ei maximo posible sin fallar operando
bajo condiciones estandar de trabajo, o sea es la probabilidad
de no falla de un equipo.
5.14. Disponibilidad
Aptitud de un sistema de estar en un estado de cumplir una
{uncién requerida, en condiciones dadas, en un instante dado
© durante un intervalo de tiempo determinado, suponiendo que
este asegurada la provision de los medios externos necesarios.
PROGRAMA DE FORMACION DE FORMADORES. 7
$i.
GESTION DE MANTENIMIENTO
GESTION DE MANTENIMIENTO
CAPITULO II:
MANTENIMIENTO Y
PRODUCTIVIDAD
1. EL PROCESO PRODUCTIVO Y LA
PRODUCTIVIDAD
Es particularmente importante considerar como un factor empresatial
de relevancia, la productividad, a la que convergen todas las
actividades del quehacer empresarial y del que no puede exonerarse
el mantenimiento, mas aun consideramos que es uno de los factores
que contribuye de manera fundamental a su logro y desarrolio en
todas las empresas; por esta razén hacemos una previo analisis
sintético, antes de explicar nuestro contenido central del
mantenimiento como gestién en todos sus alcances.
En el campo de la produccién industrial, la taylorizacién de los
Procesos manufactureros, a partir de la década del 60 tuvieron, su
maxima expansién al ser impulsado el reto de implementar
eficazmente las denominadas "cadenas productivas".
Una "Cadena Productiva’, tiende a establecer la existencia en todo
el proceso industrial, el poder caleular un standard de rendimiento.
El manejo del standard de rendimiento permite que se pueda medir
&n forma eficaz, los costos operacionales, la identificacién, andlisis y
Teduocin de errores, variables con las cuales se pueden obtener
una certera informaci6n de la *Productividad” y pianificar la tendencia
hacia su optimizacién.
Con la finalidad de dominar la armonica evolucién de la "cadena
Productiva’, tiene que trabajarse ordenada y estratégicamente con
excelencia y calidad, siendo esto dificuttoso en la optimizacion de los
procesos.
Selectivas industrias, impulsados por estos desafios han logrado
optimizar sus procesos, con lo cual han llegado a garantizar una
elevada eficacia de su produccién.
Grandes corporaciones industriales, paralelamente a la evolucién de
su automatizacion industrial, han ido dandole sesgos definidos a la
concepcién de “Cadena Productiva’, con lo cual se fueron acercando
exitosamente al dominio de la "Continuidad Productiva’.
PROGRAMA DE FORMACION DE FORMADORES
19
GESTION OE MANTENIMIENTO
—————————— OO EEO err ve
El conjunto de las modemas técnicas buscadoras de “Cero Fallas.
Cero Defectos” en su entorno conceptual apuntan hacia lograr esta
necesaria concatenacién productiva.
EL MANTENIMIENTO Y LA PRODUCTIVIDAD
EI inglés Lewis Yacker. en su estudio *Perfiles de la Productividad"
(1992) realiz6 un anélisis detallado de los factores que intervienen en
un proceso productive industrial. Realizé un analisis, simulando un
modelo industrial clasico, que atravesaba una serie de etapas en su
Productividad (partiendo desde una excelente - aceptable - regular y
deficiente condicién)
A través del estudio logro identificar en forma precisa, el elevado rol
que le correspondia en esta evolucién a la funcién "Mantenimiento".
Vacker, logré apreciar que, a lo largo de. los afios de manufactura
ocurria sobre el factor mantenimiento un curioso fenémeno de
“Incremento continuo en la responsabilidad productiva" con un ritmo
acelerado, que no se detectaba en los otros factores que intervenian
en el proceso productivo; el mismo que se incrementaba, a medida
que aumentaba el envejecimiento de las instalaciones, los equipos y
maquinas y no se realizaban oportunamente las reposiciones técnicas.
Esta indeseable situacion operativa, que puede ser generada por una
"mala administracion" 0 por una “errada politica empresarial", tiene
una sintomatologia que es muy comdn verlas en las industrias de los
paises menos desarrollados, tales como el nuestro.
Esta situacién genera como resultado, la necesidad de potenciar las
labores de mantenimiento, de lo contrario se produce la asfixia de los
procesos productivos, por tanto la disminucién de los ingress con lo
cual debia iniciarse las inversiones de reposicién, y al no producirse
se ingresa inevitablemente a un circulo vicioso de baja calidad y/o
reducci6n en el volumen de productos manufacturados.
Por existir menores ingresos con las ventas, la consecuencia es que
se asigna menores presupuestos para la funcién de mantenimiento,
lo que desencadena una drastica evolucién negativa de la
produotividad con la tendencia al colapso de las empresas industriales,
De manera que es necesario efectuar el andlisis técnico-econémico
correspondiente que sustente las necesidades de inversién y el
desarrollo del mantenimiento mas productivo en cada una de las
etapas, esta posibilidad planteamos en el presente trabajo, haciendo
uso los conceptos, metodologias y técnicas, a través de lo que
estamos denominando el "Mix Competitivo de Mantenimiento"
EEE —————————
PROGRAMA DE FORMACION DE FORMADORES,
GESTION DE MANTENIMIENTO
ETON DE MANTENIMIENTO
Por otra parte para el logro de los mejores resultados, debe tenerse
en cuenta las nuevas tecnologias de automatizacion que procuran el
aumento de la productividad de los procesos de operacién y
mantenimiento, asi como la reduccién de los costos de
comercializacién y administracién que ya comienza a darse gracias
al desarrollo de la informatica y las telecomunicaciones; por lo que.
es necesario desarrollar las investigaciones que generenios cambios
€n procura de la optimizacién de tas actividades productivas, la
diminucion de cotos y generacién de mayor riqueza, debiendo para
esto contar con el capital humano correspondiente.
Por otra parte valorar adecuadamente la incidencia del Mantenimiento
enel buen funcionamiento y logro de los objetivos de la organizacion
es algo que debemos analizar en dos planos : el primero, aquel que
fos impone el funcionamiento cotidiano de la empresa y el segundo,
aquel que nos exige las nuevas realidades y tendencias mas recientes.
MANTENIMIENTO Y EL BUEN FUNCIONAMIENTO
DE LA ORGANIZACION
Al analizar la importancia de desempefiar la funcién mantenimiento
con criterios de productividad y calidad a los fines de alcanzar la
satistaccicn del cliente, nos encontramos con que el mantenimiento
tiene una influencia decisiva para que la empresa cumpla una
CANTIDAD de productos, con una CALIDAD determinada, en la
OPORTUNIDAD requerida, a un COSTO minimo y dentro de unas
condiciones de SEGURIDAD y de MORAL dei grupo iaboral. El
Mantenimiento es una de las variables claves para garantizar una
Produccién y reproduccién del ciclo de transformacion en la empresa
Los rubros de CANTIDAD, OPORTUNIDAD Y COSTOS, los
Confirmamos cuando garantizamos la disponibilidad de los equipcs,
Posibilitandonos una mejor planificacién y programacion de la
Produccin, aspecto esencial para la oportunidad de entrega y la
reduccion de inventarios. Lo cual a su vez, significa, entre otros,
disminucion de espacio y de manejo de materiales, mayor fluidez del
Proceso de produccién, reduccién del capital inmovilizado en
inventarios, menores conflictos en las relaciones del personal con la
empresa y los clientes,
A otro nivel, el aumento de disponibilidad evita sobrecostos y sobre
todo estuerzos organizativos causados por las emergencias de
Paradas no programadas, cuya cuantificacion no es solo el tiempo en
el cual se deja de Producir, sino también los esfuerzos que conlleva
la curva de arranque, hasta alcanzar nuevamente el ritmo normal de
Producci6n, asi como el remanente de problemas que ocasiona cada
Parada, por ejemplo los atrasos.
PROGRAMA DE FORMACION DE FORMADORES:
2
GESTION DE MANTENIMIENTO
eS
Dependiendo del tipo de produccién, el alcanzar de nuevo el ritmo
normal, puede ser muchas veces mas costoso.
EI otro importante a tener en cuenta a la hora de planificar
adecuadamente la programacién de produccién, la cual solo es posible
a través de una sana gesti6n de mantenimiento, esta representada
por su inherencia a la CALIDAD, la cual se evidencia en situaciones
como las de aumentos compulsivos del ritmo de produccién, los cuales
causan desajustes organizativos e, incluso, aumento de los niveles
de riesgo, que a su vez repercuten directa o indirectamente en la
incidencia de retrabajos, productos dafiados y errores en el proceso
productivo; asi como el despacho, transporte y entrega alos clientes.
Es de tener presente como responsabilidad del area de calidad, que
una buena gestién de mantenimiento vela por la adecuada calibracién
de los equipos, aspecto vital para la disminucién de los productos
fuera de tolerancia, que se convierten en productos de segunda,
retrabajos o sedechos, segiin sea ei caso.
Una caracteristica que debe influir en el juego del mercado, la imagen
y la competitividad, es la oportunidad: el cumplimiento con las fechas
de entrega prometida. Esto hace a un proveedor confiable, lo cual se
traduce en otras posibilidades de captar otros mercados (prestigio), y
en mejores precios para sus productos, ello respecto a los otros
productores que no tengan esa condicién. Esa visién adquiere mayor
relevancia en la medida que los mercados sean mas exigentes y que
la tecnologia de produccién y los requerimientos de mantenimientos
aumenten en complejidad.
Para Higiene y Seguridad de la empresa, el mantenimiento es uno
de los fundamentos, puesto que son equipos bien cuidados, con alta
disponibilidad, edificaciones e instalaciones seguras, provocan menos
accidentes, permiten un ritmo de trabajo fluide y sin sobre saltos,
claves para la prevencion de accidentes. Asimismo, un accidente de
trabajo seguro influye en el estado de animo de los trabajadores.
De tal manera, cuantificar la incidencia de mantenimiento para la
Productividad Integral de la empresa no es nada sencillo, una idea
cualitativa y grafica del gran peso que pueda desplegar la funcién
mantenimiento para el mejoramiento de la productividad, nos las dan
conocidos diagramas del tiempo de fabricacién de la O.1.T. en cuales
constatamos que la mayoria de los rubros B y C, el mantenimiento
puede intervenir, asi como también producto del mayor dominio
tecnolégico, retroalimentar a la funcién disefio influyen en los rubros
A
Finalmente la participacion de la gente de mantenimiento es clave
para mejorar la logistica de la empresa, y para cooperar en los
programas de sustitucién de importaciones de equipos y partes (
PROGRAMA DE FORMACION DE FORMADORES
SENATI
GESTION DE MANTENIMIENTO.
GESTION DE MANTENIMIENTO
bienes de capital), asi como para el logro de mayor dominio de la
tecnologia de procesos y mejoramiento de los disefos de los
productos.
MANTENIMIENTO, NUEVAS TECNOLOGIAS Y
ENFOQUES GERENCIALES
Ante el avance de las nuevas tecnologias, el impacto y la relevancia
de la funcién mantenimiento es cada vez mayor, ello por dos razones:
la primera, porque al hacerse la empresa mas intensiva en capital (y
normalmente las nuevas asi los exigen) la sensibilidad a las paradas
#5 mucho mayor, ya que se multiplican los costos de las maquinas y
el lucro cesante. En segundo iugar, porque la tendencia de la
tecnologia es hacia la INTEGRACION DE LA MANUFACTURA, por
{o cual una falla aun en una parte secundaria del proceso resulta una
parada casi completa.
‘Todos sabemos que cuando decimos en la actualidad integracién de
la manufactura_nos referimos también a los sistemas de gestidn:
Ventas - Produccién - Logistica - Mantenimiento. Integracién que no
solo se da por las computadoras, sino por sistemas de produccién,
como el Justo a Tiempo.
Igualmente, los nuevos enfoques expuestos en los oriterios de gestién
para la competitividad, abogan por el Mantenimiento Productivo, en
el cual, se capacita a los operarios para que realicen las labores
tutinarias de Mantenimiento y aprendan a diagnosticar los posibles
Gefectos a partir del comportamiento dei equipo en operacion. Es
Claro que esto es una perspectiva que apoya a la calidad total y a la
Productividad Integral, por lo explicado en el punto anterior.
Un elemento adicional que comprueba la relevancia asignada a la
funcién de Mantenimiento, es la creciente participacién de! personal
de Mantenimiento en las actividades de pequerios grupos (circulos
de calidad, equipos de productividad y los planes de sugerencias)
Finalmente, al Mantenimiento pasa a ser pieza fundamental para e!
dominio tecnolégico en conjunto con la aplicacién de técnicas de
ingenieria del valor. Puede y debe ser una pieza angular para
Giversificar los negocios de la empresa, asumiendo el desarrollo de
bienes de capital 0 sencillamente para el desarrollo de patentes y
asistencia a olras empresas, en otras palabras, e! mantenimiento
puede y debe ser capitalizable
PROGRAMA OE FORMACION DE FORMADORES 23
GESTION DE MANTENIMIENTO.
CAPITULO III:
ORGANIZACION DEL
MANTENIMIENTO
INGENIERO MECANICO
os. Clog te ogen We
1. FUNCIONES Y OBJETIVOS DEL
MANTENIMIENTO
Las funciones y los objetivos del mantenimiento, deben considerarse
dentro de los de la organizacin que contempla fundamentalmente:
+ _ Propésitos socioeconémicos basicos o Valores:
Son las grandes finalidades de la organizacién y permiten expresar
alrededor de que se desenvuelve la empresa.
+ Misién del Negocio:
Contempia el pianteamiento concreto o definicién dei negocio, es
decir los productos © servicios que van dirigidos a mercados
espectficos.
Estos dos niveles de abjetivos son la FILOSOFIA CORPORATIVA de
‘a empresa, alrededor de los cuales es indispensable desarrollar las
labores creando el ambiente propicio.
Objetivos:
Expresan los lineamientos del Mantenimiento y sus logros se alcanzan
Con base en las necesidades de la organizacién
Metas:
Particularizando el area de mantenimiento existen metas, es decir
objetivos a corto, mediano y largo plazo cuya cuantificacion se revisa
periddicamente y que enmarcadas en el plan de desarrollo del
Mantenimiento se deben manejar por todos sin problemas de
compatibilidad.
La importancia del mantenimiento dentro de una empresa depende
de cinco aspectos fundamentales:
1. Las operaciones de la empresa, produccién de bienes y servicios:
PROGRAMA DE FORMACION DE FORMADORES, 25
GESTION DE MANTENIMIENTO-
end
2. Los procesos de transformacién, tecnolégica, volumen y
frecuencia de produccién:
3. La ubicacién organica y el dimensionamiento del area de
mantenimiento:
4. Laincidencia del entorno en la oferta de los recursos financieros.
materiales y humanos.
5. La politica organizacional sobre productividad empresarial
La politica de la alta gerencia con relacién a la gestién de
mantenimiento debe ser el resultado de estés cinco consideraciones,
orientando la decisién hacia un mantenimiento preventivo 0 correctivo,
buscar la prevencién con acciones tendientes a preveer y evitar
averias, o dejar que la averia ocurra para corregirla
Las principales funciones del Mantenimiento son las siguientes:
* Planear, desarrollar y ejecutar los programas de Mantenimiento
para el equipo ya existente, con los beneficios econémicos
ptimos,
* Seleccionar, instalar, operar, conservar y modiicar los servicios
de la planta, terrenos, edificios, lubricantes y equipos de control
ambiental.
+ Decigir porta reposicion y/o modernizacién de los equipos actuales
y llevadas a cabo si es necesario,
+ Supervisar las especificaciones estipuladas para la compra de
un equipo o proceso y asegurar que estan de acuerdo a las
condiciones de la empresa.
+ Conservar en buen estado los dispositivos de seguridad y cuidar
que se cumplan las normas de seguridad en la operacién de los
equipos.
+ Seleccionar el personal adecuado para llevar a cabo estas
funciones.
+ Administra herramientas. Solicitar herramientas y repuestos,
coordinar la fabricacién y elaborar la solicitud de adquisicion de
los medios para el desarrollo de la gestién; ademas manejar o
asesorar su adecuado almacenamiento.
+ Impiementar programas y darlos a conocer al resto de |a empresa
con el fin de realizar evaluaciones periédicas.
PROGRAMA DE FORMACION DE FORMADORES,
GESTION DE MANTENIMIENTO.
SS ESTION DE MANTENIMIENTO
* Crear los mecanismos de control para el seguimiento del desarrollo.
de la funcién de Mantenimiento.
Los objetivos basicos de! Mantenimiento pueden resumirse en :
* Conservar los recursos fisicos, prolongando su vida econémica
* Reducir la depreciacién fisica y prolongar el momento de su
renovacién
+ Minimizar las fallas, averias y paros
+ Mejorar la productividad y efectividad
+ Garantizar la calidad de los productos
+ Garantizar seguridad y salud
+ Proporcionar y utilizar informacion
+ Mejorar eficiencia, eficacia y efectividad
+ Reducir los altos costos de los excesivos inventarios
* Reducir los costos de servicio de terceros
+ Reducir los costos de energia
* Racionalizar los costos
* Mantener la disponibilidad de los sistemas y sus maquinas
La importancia del Mantenimiento se relieva en cuanto contribuye en
los dos factores claves de la competitividad que las empresas tienen
hoy en dia: calidad y productividad. Sin embargo para que esto se
asegure a lo largo del tiempo es necesaria la existencia de un tercer
factor clave que es propio de! Mantenimiento : la confiabilidad.
2, ORGANIZACION DEL MANTENIMIENTO
2.1. Consideraciones preliminares
En lo referente a la organizacién de mantenimiento, las ideas
que se planteaban afios atrés y que hoy en muchas empresas
son una realidad son:
1, La organizacién como centro de lucros, es decir una
empresa dentro de ia empresa, y el desarrollo de la relacion
cliente-proveedor interna con el drea de operaciones:
PROGRAMA DE FORMACION DE FORMADORES 27
GESTION DE MANTENIMIENTO
2.2.
2. Integracién operaciones y mantenimiento, idea promovida
Por los impulsores del TPM;
3. Descentralizacién selectiva de lo servicios y actividades de
Mantenimiento.
Estas consideraciones son un indicador de la adaptacién de
las empresas a la transformacién y dindmica que exigen los
tiempos actuales, mas aun, si estan al dia con el uso de
tecnologia que ocasiona la mayor automatizacién de los
procesos, el mayor valumen de produccién, y el aumento de la
productividad.
La organizaci6n en el sistema de administracion
del mantenimiento
EI Sistema de Administracién de Mantenimiento debe
considerar los métodos que fuera comtn al conjunto de
departamentos en la empresa; ciertamente deberd ser el que
mejor se adapte a las caracteristicas propias de la organizacion
y que estuviera interrelacionado con el resto de sistemas de la
empresa a través de - en el mejor de los casos - un software.
El disefio de! modelo de Sistema de Administracién de
Mantenimiento, esta compuesto por tres partes fundamentales:
1. Los Principios Basicos, los Objetivos y las Politicas
2. Los Procedimientos
3. Los Indicadores y Metas
Para lograr los mejores resultados, en todos los casos
consideramos importante el apoyo de un sistema de
informacién mecanizada operado en linea y extendido por toda
la empresa; para lo que sera necesario contar basicamente
con los Formatos de sequimiento y control en la implementacién
de cualquier tipo de mantenimiento; presentamos algunos al
final de ios capitulos, ios mismos que son diversos seguin las
necesidades
PROGRAMA DE FORMACION DE FORMADORES:
SENAT GESTION DE MANTENIMIENTO
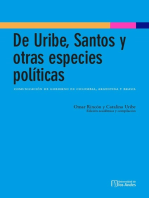
MANTENIMIENTO Y SUS RELACIONES
Monae Aeancounes
INGENZERTA) _ Cibo tropa scanenaeinwien
INGENTERIA re cacy “REERSNG E
Gee " 0
Tecnolégico
‘ Program deepen
Expanehe
Perfiles
RECURSO) Solihudesderaba0 “econo
HUMANO, + Caeg aborl
Nonmas idemeas
MANEIO Y. de almacenamiento
ECONOMIA DE ios Imporaciones
MATERTALES,
PLANIFICACT,
on
Tames
Horsrios
scangrvencis «Programas
PRODUCCION
‘CONTROL
OFERATIVO — [(-Presupueso
| Proouccrén | -Convot
VY
RECURSO
FINANCTERO
ahead OT
Desfases
|. tntormes de inten end
Seglicuad de inversion
Dennis Camplimvents
| + Estados anormates que
+ Solicndes de tray
Eeuipos
CONTROL
CALIDAD
Soliewudes ce Traban
= Programas
Resultados
Situacion de personal
eros de educacion
es de actividades
* Progeumas
Coster
MANTENIMI-
eNTO
Estado real de los
equipos e insta
RECURSO
FtSICO
= Objsivoe General
*Poltiens
Planeacion
=Complimiento
Programas
< aformes
ADMINISTRA
CION
LV
- Manuals de operacion
INGENIERIA
Y
PROYECTOS
RECURSO
HUMANO,
MANEIO Y.
ECONOMEA DE
MATERIALES
PLANTFICACE
IN
PRODUCCION
CONTROL
OPERATIVO
PRODUCCION
RECURSO
| FINANCTERO
CONTROL
CALIDAD
MANTENIMI-
ENTO
ADMINISTRA-
czON
PROGRAMA DE FORMACION DE FORMADORES
29
GESTION DE MANTENIMIENTO
3. SISTEMA DE INFORMACION DE
MANTENIMIENTO (SIM)
Presentamos de manera suscinta los criterios fundamentales que
sirven de base para el desarrollo de un sistema de informacién coma
base de gestion del mantenimiento, con énfasis en el costo-beneficio
de esta actividad, parte integrante y fundamental de la estrategia
empresarial, que ademas presenta los componentes clasicos que
debe manejar un sistema de esta naturaleza, su clara y oportuna
integracién con las areas funcionales de la empresa, y sobre todo
para que el mantenimiento operativo sea efectiva contribucién al
incremento de la productividad,
Considerando la importancia de la funcién de mantenimiento y su
responsabilidad en la organizacién se hace necesario la creacién de
un sistema que le permita al responsable del mantenimiento manejar
de forma eficiente y eficaz los métodos de operacién que estén de
acuerdo con ei desarrollo tecnolégico actual, en tanto esto pueda
aplicarse a las condiciones especiales de cada organizacién.
Debe generarse y conseguir la necesarias informaciones que
convenientemente tratadas deban producir los reportes, tablas y
graficos, con contenidos propios, concisos, y direccionados de acuerdo
con los niveles tuncionales a que se destinan, ofreciendo alternativas
para toma de decisiones.
El tratamiento de la informacién sera lo que caracteriza el Sistema
donde se asociacién los métodos y elementos organizados de manera
logica para lograr e! objetivo especifico del mantenimiento. Asi, este
sistemas se distingue por sus elementos constituyentes y por la
naturaleza del Proceso de transformacién de las informaciones.
Para la implantacién de un Sistema de Informacién la primera etapa
la constituye el levantamiento de las necesidades de los usuarios y
en la evaluacién de criterios para conseguir los datos en funci6n de
los tipos de reportes deseados. Durante esa etapa es escogido el
Proceso a ser utilizado, de acuerdo con las metas y plazos a seren
atingidos. la confiabilidad deseada y de los costes envueltos.
El sistema de informacion es un sistema aprendizaje que pretende
convertir en institucional la memoria personal de los miembros de la
empresa y es una herramienta de respaldo en un mantenimiento bien
estructurado y normalizado, no es la solucién a uno que no lo esta;
en todo caso procuramos a través de este sistema visualizar la
estructura y normalizacién adecuadas
PROGRAMA DE FORMACION DE FORMADORES:
em 8 ae
SENATI GESTION DE MANTENIMIENTO
GESTION DE MANTENIMIENTO.
En el caso del SENATI que cuenta con la Certificacién segin las
Normas ISO 9001, para formar su banco de datos de mantenimiento
y en la busqueda de obtener reportes para gestion, deberd adoptar
las siguientes fuentes de recoleccién de datos, las mismas que son
las que se recomiendan para atender dicha Norma:
1. Inventario de los Equipos - para registro de las datos técnicos
(recomendaciones de los fabricantes, manuales, dibujos, ajustes
etc.) y administrativos (fecha de adquisicién, inicio de operacién,
dimensiones, costo etc
“Orden de Trabajo de Actividades Programadas" - para solicitar
y acompaiiar los trabajos programados ( en sistemas
automatizados, puede ser emitido por la computadora )
3. “Orden de Trabajo de Actividades No-Programadas" - para
solicitar y acompafar los trabajos no-programados (en sistemas
automatizados, ademas puede ser emitido por ia computadora
4. “Orden de Trabajo de Actividades Diversas" - para solicitar y
acompafiar los trabajos de corta duracién o en items que no
Participan del proceso productivo de la empresa y que debe
contener todas las actividades realizadas en un periodo (dia,
semana 0 mes)
5. Tarjeta de Tiempo - para registro de mano-de-obra trabajada.
Esa tarjeta puede ser omitida si, durante ia evaluacion del sistema,
fuese juzgado més interesante que esa informacién este inserta
en la Orden de Trabajo.
6. Tarjeta de Material - para registro de los repuestos utilizados en
cada actividad del personal de ejecucién de mantenimiento.
7. Disponibilidad de mano-de-obra disponible, propia y de
refuerzo (contratada o de otra area de la misma empresa).
8. Pérdida de Produccién - datos de operacion relativos a
intervenciones del mantenimiento.
8. Hoja de Registro de Mediciones (HRM) - datos de mediciones
© variacion de especificaciones de origen.
3.1, Disefio del sistema de informacion de
mantenimiento
EI disefio del Sistema debe contar con bases conceptuales
importantes
2) Contar con una estructura organizativa que asegure su
correcto funcionamiento
PROGRAMA DE FORMACION DE FORMADORES 3
GESTION DE MANTENIMIENTO
—— EE Eee
b) Promover la participacién de los usuarios
©) Sensibilizar a cuantos intervienen en el proceso de
tratamiento de la informacion.
La estructura del SIM la conceptualizamos en cuatro grandes
procesos:
+ Planeariento
+ Programacién
+ Ejecucién de trabajos
+ Gestion y Control.
Los que interactdan con los procesos de Produccién, Calidad,
Logisticas, Contabilidad, Costos, Finanzas, y Personal.
EI diagrama de flujo de las principales funciones del Sistema
de Informacion de Mantenimiento (SIM) se presenta respecto
ala propuesta de aplicacién especifica en el SENATI de acuerdo
a la organizacién existente.
1. Planeamiento
El planeamiento se inicia con la Catalogacién de Maquinas
y Componentes donde se desarrolla la Ficha de cada
Equipo que contendra; la Criticidad de maquina, y la
informacién pertinente a la misma: cédigo, ubicacién,
caracteristicas, consumos, componentes y repuestos.
Se debe tener presente que, para que las actividades
correctivas sean programadas, deberd contarse con la
correspondiente Solicitud de Servicio, 0 de emergencia,
basicamente para las que generan historia. Ademas de su
descripcién y clasificacién incluyen responsabilidad,
duracién, materiales necesarios, personal y la frecuencia
que puede ser base calendario, horario 0 produccién.
El proceso de planeamiento recibe la realimentacién del
control para corregir esténdares de mantenimiento.
PROGRAMA DE FORMACION DE FORMADORES:
EN ve MANTRNIMIEN TS
——____—_—_—_———————_ ee
2. Programacién
EI La programacién del Mantenimiento conjuga la cola de |
las maquinas y los diferentes tipos de Mantenimiento
Preventivo
* Las Inspecciones verifican ef funcionamiento de los
equipos, las cuales se pueden efectuar revisando el
instrumental, los diarios de equipos o usando los
Sentidos (tacto, cltato, ruido, vibracién, etc.)
+ El Predictivo que usa sensores especiales que
monitorean el funcionamiento y anticipan de fallas
Potenciales. Es muy corto y sélo puede monitorear
ciertos parametros
Las inspecciones y predicciones pueden generar
solicitudes 0 requisiciones de mantenimiento,
* Las otras dos formas de preventivo el Mejorativo y el
Integral (Overhaul) son actividades tendientes, el
Primero, a mejorar, corregir defectos de disefio,
funcionamiento 0 integracién de sistemas, y e! segundo
a efectuar reparaciones generales de maquinas. Ambas
ameritan un tratamiento especial por ser proyectos
relativamente largos
* El Programado es el cldsico mantenimiento preventivo
que se basa en las actividades estandares mencionadas
anteriormente. Se maneja automaticamente de acuerdo
@ una base de actividad.
Las bases de actividad, también manejadoras del
sistema, son:
a) Base horaria, por numero de horas de
funcionamiento de maquina
b) Base calendario, por dias calendario independiente
del funcionamiento de la maquina (dias, meses,
aif, etc.)
¢) Base produccién, por las veces que la maquina
realiza una funcién productiva (Botellas, bolsas
cemento, cocimientos, etc)
PROGRAMA DE FORMACION DE FORMADORES, 33
————_—_—
3.2.
* El Mantenimiento Correctivo programado o de
emergencia, genera solicitud de mantenimiento y
dependiendo de la importancia de la averia puede
generar un proyecto o programarse con redes, con una
incidencia econémica directa e indirecta grande.
El resultado de la Programacién es la Orden de Trabajo
con su requisicién de recursos financieros, materiales
y humanos. Esta parte es un enlace importante con
otros médulos. :
3. Ejecucién de Trabajos
‘Se controia la ejecucin de las actividades programadas,
ordenes de trabajo y el resultado de los trabajos realizados
que servirdn para tomar decisiones; esto informacién como
informe de ejecucién se recoge en el mismo formato de la
Orden de Trabajo para el caso que proponemos en SENATI
En la ejecucién se controlaran trabajos realizados
decidiéndose si generan reprogramacién los no realizados.
La ejecucién realizada es un enlace importante con los
médulos de costes y contabilidad, y servird para evaluar el
uso de recursos; la historia podré ser consultada y es la
fuente de generacién de las estadisticas.
4. Gestion y Contro|
Este proceso es fundamentalmente para la toma de
decisiones al evaluarse la actuacién de la gestion. La
Evaluacién debe hacerse primeramente a nivel planta a
través de la observacién del cumplimiento de lo planificado
en el Plan de Mantenimiento por Equipo al principio de un
periodo, que en el caso general se refiere al un afio; luego
todos los indicadores del Sistema de Mantenimiento, que
en forma amplia se tratara posteriormente.
Informatizaci6n o automatizacién del
mantenimiento
La computadora, como herramienta de trabajo, y el respective
software de administracién del mantenimiento, como
instrumento, son imprescindibles en la aplicacién y desarrollo
del Mantenimiento, Ambos ayudarén a que mantenimiento
cumpla su mision
en
PROGRAMA DE FORMACION OE FORMADORES:
mua GESTION DE MANTENIMIENTO-
SS ESTION DE MANTENIMIENTO
Es deseable la integracién de los sistemas de informacion de
mantenimiento con otros de la empresa (programacién de la
produccién, contabilidad, control de tiempos, etc.) con la
finalidad de tomar decisiones oportunas a partir de la
informacién pertinente,
Muchos sistemas informaticos, mas bien software de aplicacion,
ha sido desarrollado y esta disponible en el mercado; software
Muchas veces de una de mucha rigidez, poco flexibles que
hace que las empresas tengan que adecuar su organizacién al
mismo; por lo que sera recomendable que pueda desarrollarse
dentro de la organizacisn, de lo contrario por las propias
Circunstancia s_ de cada organizacién podra lograrse
adaptaciones aceptables, debiendo contar con el personal que
habra de estar directamente involucrado. Mas aun debe estar
integrado al sistema que usa la organizacion en su conjunto.
Para lograr un adecuado uso de las herramientas que permitan
Personalizar el sistema de informacion del mantenimiento y su
automatizacién presentamos un breve andlisis seguidamente
1. Estados de evolucién de los sistema de informacién
aplicado al_mantenimiento
Se identifican cuatro estados de evolucién de! Sistema de
Informacién aplicado al mantenimiento en funcién al
Proceso a ser utilizado para la obtencion de resultados
adecuadios a los diversos niveles de decision:
a. Sistema de Control Manual
Cuando los mantenimientos preventivos y correctivos
son planeados, controlados y analizados a través de
formuiarios y otros documentos, Henados manualmente
y convenientemente archivados.
b. Sistema de Control Semi-automatizado
Cuando los mantenimientos preventivos son
controladas con auxilio de computadora, en cuanto que
los correctivos son controlados y analizados a través.
Ge formularios y documentos lenados manualmente.
La fuente de datos de éste sistema, definida como
“Programa Maestro de Mantenimiento Preventive", debe
contemplar las informaciones necesarias a la
generacién de las OT’s, incluyendo las instrucciones
de mantenimiento, para la ejecucién de las actividades
programadas
PROGRAMA DE FORMACION DE FORMADORES 35
- H GESTION DE MANTENIMIENTO.
SS ESTION DE MANTENIMIENTE
c. Sistema de Control Automatizado
Cuando las informaciones relativas a los
mantenimientos preventivos y correctivas son
transteridas a la computadora. para obtencién de
listados, graficos y tablas, de forma permanente
eventual 0 transitoria, para analisis y decision, de
acuerdo con la necesidad y conveniencia de los érganos
de mantenimiento. Los datos a alimentar deben estar
codificados y en formularios especificados.
d. Sistema de Control por Microcomputadora
Cuando las informaciones relativas a los
mantenimientos preventivos y correctivos son
transferidas y obtenidas directamente de la
computadora personal. En éste caso, se recomienda
que 1a microcomputadora sea acoplada a la
Computadora Central de la Empresa, para obtencién
de datos oriundos de otras areas (operaci6n, material,
personal. proyecto, financiero etc.), 0 bien como
suministro de datos para esos érganos. Este sistema
es equivalente al Control de Mantenimiento por
Teleprocesamiento pudiendose desarrollar los
programas de acuerdo con sus necesidades, para lo
que sera necesario contar con la asesoria conveniente,
La gestion es estos niveles de automatizacién nos lievan
@ plantear dos consideraciones , en cuanto a la
simplificacion operativa y el uso de la informatica
técnica, los que comentamos brevemente:
* Simplificacién operativa de la informatica de
gestion
La utllizacién de lectores de cédigos de barras, la
captura de datos mediante scanner, la Interpretacién
de los campos, la deteccién automatica de errores
y la transterencia y edicién de ficheros de traspaso
para la creacién de las OTs. para la posterior
recogida de datos que hagan referencia a las
mismas, simplificardn y reduciran el coste operativa
de los sistemas informaticos.
También los terminales portatiles seran de gran
ayuda para la captura de datos en los equipos de
planta, asi como el empleo de miniestaciones de
a ———
PROGRAMA DE FORMACION DE FORMADORES:
GESTION DE MANTENIMIENTO
ETON DE MANTENIMIENTO
trabajo del sistema en las cabeceras de linea, para
la inmediata introduccién de datos por parte del
Personal Integrado en el sistema de TPM.
Utilizacién importante de la informatica técnica.
Los sistemas expertos de Mantenimiento, aplicados
al mantenimiento predictivo a través del analisis de
vibraciones, andlisis de aceites, termografia, etc.,
enviadas automaticamente a centros de diagnéstico
locales 0 centralizados via intemet, asi como la
devolucién del informe técnico o la orden de
intervencién, reduciran tiempos de espera y por tanto
mejorarian el indice de disponibilidad de las
instalaciones,
2. Sugerencia para la implantacién de la automatizacién
En cuanto se decida implementar el Control de
Mantenimiento haciendo uso del computador (Central o
Micro), se sugiere su implantacién en tres momentos:
a. Desarrollo y implantacién del Sistema Semi-
Automatizado, iniciéndose con los equipos prioritarios
y siendo extendido progresivamente a ios ademas
equipos de la instalacién. Ese sistema prevee la
emisi6n, por el computador, de las Ordenes de Trabajo
de actividades programadas, llenadas en casi toda su
totalidad por el computador, con datos oriundos de!
“Programa Maestro de Mantenimiento Preventivo' y de
las *Instrucciones de Mantenimiento" .
b, Después de la pertecta estabilizacién del primer
momento, ampliacién del control a las mantenciones
correctivas, también comenzando con los equipos
prioritarios y posteriormente extendendo a los ademas,
creando el ‘archivo histérico de los equipos' en el banco
de datos del computador.
¢. Finalmente, cuando hubiere datos substanciales y
confiables en el archivo histérico, implantar e! Control
Predictivo de mantenimiento que ira a determinar el
Punto ideal de ejecucién de mantenimiento preventivo.
—_————
PROGRAMA DE FORMACION DE FORMADORES,
37
GESTION DE MANTENIMIENTO.
— SOO orOorr—r—rrr—r—vee
3.3, Tipos de reportes en mantenimiento
Consideramos de importancia que en un mantenimiento de
calidad, se deba producir reportes, en cualquier de los estados
de! sistema de informacién, los que deben darse en tres niveles:
1. Ascendentes
Esta dirigido a la gerencia superior con indicaciones que
hacen a la marcha del negocio, produciendo reportes dela
gestion de mantenimiento, con indices comparativos de
Periodos anteriores y marcando los éxitos logrados por
Nuevos métodes aplicados, También deben generarse
raportes sobre costo/beneficio de las nuevas inversiones.
2. Horizontales
Es para utilizar en Planificacién del mantenimiento,
observando la veracidad de los datos procesados,
controlando nuestros proyectos y generando las
recomendaciones del caso.
3. Descendentes
Son los mas importantes para la gestion, son de dos tipos,
primero unos enfocados a recomendaciones de tipo técnico,
recomendando nuevos productos, nuevos procedimientos
y demostrando su accionar y segundo, que es lo
fundamental de estos reportes, es el de detectar la falta de
nuevas técnicas, defectos en los procedimientos y todo
aquello que nos de un indicio del desarrollo del personal,
gue nos permita desarrollar un plantel con creatividad,
iniciativa y responsabilidad, personal que trabaje con
autonomia y con calidad,
3.4. Beneficios del desarrollo de un sistema de
informacién para mantenimiento
El esfuerzo desplegado en el desarrollo del SIM es retribuido
con los siguientes beneficios:
1. Redaccicn de mano de obra:
Manifestado en la optimizacién de la utilizacién de mano
de obra por:
————
PROGRAMA DE FORMACION DE FORMADORES
—_—_—_—_—_—— EEE eee
4.
GESTION DE MANTENIMIENTO”
+ La mejor planeacién, programacién y ejecucién de las
actividades.
* Aplicacién sistematica de Mantenimiento preventivo,
Predictivo y otros.
* Mejor control.
2. Manejo de materiales:
Las estrategias y los oriterios para manejo de partes se
mejora en la calidad y cantidad de repuestos, por la mayor
aplicacién de actividades en horas no requeridas de los
equipos consiguiéndose un incremento de la vida util de
los componsntes y partes de las instalaciones por el
incremento en la aplicacién de control predictivo.
3, Reduccién de lucro cesante por paros:
La disminucion del tiempo de paro debido a la efectividad
Ge las areas de programacién; por la mejor aplicacién de
controles; para los que se contara con el disefio de una
estructura de datos que permite organizar, tabular y recopilar
informacién con el fin de manejar y controlar la gestion
administrativa del Mantenimiento,
4. Sistematizacién del mantenimiento
Puede decirse que es el conjunto de acciones preventivas
Para la conservacién de los recursos fisicos como resultado
de intervenciones periddicas que evidencian situaciones
anormales con elfin de corregirlas para minimizar los paros
© un desgaste acelerado.
© se puede también asociar como programado o
sistematico a aquellas tareas periddicas o ciclicas para
conservar el equipo en condiciones adecuadas de
operacion
INVENTARIO Y CODIFICACION DE EQUIPOS
Como se ha sefialado en punto anterior, para el caso de atender la
Norma ISO serie 9000, y en general, toda organizacion requiere formar
su banco de datos de mantenimiento buscando obtener reportes para
gestién, esto parte basicamente por un inventario de los equipos, de
los que se tomaran los datos, continuando con:
————
PROGRAMA DE FORMACION DE FORMADORES
39
GESTION DE MANTENIMIENTO
EE
4.4.
4.2,
Codificacién de equipos
Uno de los puntos fundamentales del desarrollo de los sistemas
de gestién de mantenimiento es el establecimiento de los
estandares de codificacién comun a todos lo usuarios, 0 sea,
la utilizacion de tablas para atender a todas las areas de la
organizacién,
Codigo de Equipo
Para efecto de correlacién de las posiciones operacionales de
los equipos con los respectivos registros histéricos, es comun
la utilizacin del concepto de Cédigo de Equipamento,
compuesto de varias partes, que identificaremos como
“oélulas", que asocian cada equipo a los Sistemas Operacional
y Productivo a los cuales esta ligado, entendiéndose por
Sistema Productivo la estacién, planta, fabrica 0 cualquier otro
tipo de instalacién industrial o de servicios, y por Sistema
Operacional, el conjunto de equipos que realizan una funcién
de una instalacién.
El Cédigo de Equipo, que posibilite la obtencién de reportes en
diversos Niveles, se recomienda que tenga la siguiente
composicién:
1) Sistema Productivo
2) Sistema Operacional
3) Equipo
4) Clase
En esa secuencia incluimos la Clase del equipo en el cédigo,
que iré a indicar su importancia operacional en el proceso
productivo. La identificacion de tas Clases, facilita el
establecimiento de prioridades de ejecucién de! mantenimiento
y sirve como referencia al analisis de listados historicos
Cédigo de Mantenimiento
Para la composicién de la programacién de mantenimiento, et
cédigo de equipo es complementado con un conjunto de otras
informaciones, generando el Cédigo de Mantenimiento, Esas
informaciones complementares sirven para atender
especificamente la finalidad de programacién y reprogramacién
de mantenimiento; en el caso del control manual deben
componer columnas propias de! Programa Maestro de
a
40 PROGRAMA DE FORMACION DE FORMADORES
GESTION DE MANTENIMIENTO
EEE Ee
Mantenimiento y basicamente sus uso mas difundido y casi
exclusivo son de los sistemas que utilizan el computador en el
proceso.
Dentro las células complementares de composicién del Cédigo
de Mantenimiento, indicamos el Componente del Equipo, la
Unidad de Mantenimiento, el Sector responsable por el
mantenimiento y el Tipo de la Actividad de mantenimiento
programado.
5. LOGISTICA, REPUESTOS Y MATERIALES DE
MANTENIMIENTO
El problema de Mantenimiento no es monodisciplinar, pues sus planes
deben estar centrados en los objetivos mas que en los detalles
inmediatos , deben conducir a plantear un enfogue sistémico, que
permita realizar un trabajo coordinado con logistica, la adquisicion de
Tepuestos y los materiales, para garantizar el éxito en los resultados
en la gestion del mantenimiento y de la empresa
Los repuestos y materiales se empiezan a administrar al tener una
clara conceptualizacion de la planta, luego al planear el Mantenimiento
de manera sistematica y con la Administracién de las Ordenes de
Trabajo.
5.1. Control de Materiales para el Mantenimiento.
+ Repuestos.
+ Suministros
+ Materiales Generales.
5.2. Elementos de Apoyo Logistico.
+ Equipos de prueba, trabajo y calibracion.
+ Suministros de materiales (repuestos y otros)
+ Personal y entrenamiento.
* — Informacién técnica.
+ Facilidades fisicas en planta
+ Transpone y manipuleo.
* Plan de Mantenimiento,
——————
a
PROGRAMA DE FORMACION DE FORMADORES
SENAT GESTION DE MANTENIMIENTO
5.3. Gestion de repuesto y materiales
En general |a gestién de materiales se ha convertido en un
factor fundamental de la Eficiencia del Proceso productivo de
una empresa y es determinante en las relaciones con sus
proveedores y clientes. Oportunidad en los suministros,
inventarios adecuados, costos racionales de administracion y
Sptimo servicio hacia produccién y mercadeo, se constituyen
en los principales objetivos de la gestién de materiales.
Dentro del mismo criterio, los suministros de materiales y
repuestos requeridos a Mantenimiento deberan considerar los
mejores costos; el equilibrio entre los costos de hacer las
compras, costos de almacenaje y costos de los paros por la
falta de repuestos y materiales oportunos y adecuados.
Las cantidades de repuestos y materiales requeridos por
Mantenimiento, no pueden establecerse solamente con base
en un consumo periddico determinado, sino también en la
gestion de Mantenimiento a aplicar, pues al programar los
trabajos a realizar, se pueden considerar las necesidaces de
partes y repuestos.
El objetivo principal de la gestion de repuestos y materiales es
disminuir os inventarios a un minimo, el uso de procedimientos
produce también otros beneficios: minimiza los costos de
adquisicion de repuestos y materiales, asegura que se compren
las cantidades adecuadas de cada articulo, elimina la
duplicacién y provee un método confiable para suministrar la
informacién requerida.
Algunos factores que afectan la demanda son el estado de los
equipos, su operacién, tiempo de servicio, enfoque de
Mantenimiento y condiciones ambientales; por lo que es
recomendable hacer un andlisis cuidadoso de los equipos en
general, asi como de sus partes, ya que el desgaste y el
esfuerzo a que estén sometidos no es el mismo para cada
componente de los mecanismos.
El estudio de repuestos, es una herramienta muy efectiva para
determinar los stocks para un equipo 0 grupos idénticos. Es
simplemente un listado detallado de las partes de la maquina,
agrupados por mecanismos o partes de la misma y de acuerdo
con un ordenamiento referido a algun catalogo.
La informacion basica que es conveniente registrar en un
estudio de repuestos, debe relacionar los datos de los equipos
42 PROGRAMA DE FORMACION DE FORMADORES
SENT GESTION DE MANTENIMIENTO.
GESTION DE MANTENIMIENTO
Con sus manuales hasta conseguir el nimero de repuestos en
funcién de la cantidad instalada y el numero de equipos iguales.
Como se ha indicado, la gestion de repuestos estd dirigida al
dominio y administracién de partes y materiales necesarios para
el mantenimiento, su utilizacién, almacenamiento, requisicisn,
recepcién representan una actividad de cardcter ingenieril,
técnico y administrativo no referida solamente como un
Problema de “manejar un almacén’,
Los principales factores para una gestion exitosa de repuestos
son:
+ Conocer la cantidad instalada de partes por equipo.
+ Mantener los catalogos actualizados.
* Conocer las fallas e intervenciones clasificadas y su relacion
con los consumos.
* Establecer un sistema de clasi
materiales
acién de repuestos y
+ Establecer presupuestos reales de consumo.
+ Instalar procedimientos de control adecuados.
+ Establecer procedimientos adecuades para la fijacién de
puntos de re-orden,
+ Adquirir las cantidades econémicas
* Utilizar un sistemas de control de inventarios.
* Definir métodos adecuados de pedido de repuastos en
equipos.
* Conocer los costos de comprar y de tener.
* Conocer el costo de los repuestos y materiales en inventario.
+ Conseguir inventarios rentables de partes.
* Hacer mantenimiento dentro del almacén.
* Impulsar la intercambiabilidad, la estandarizacién y
normalizacién,
* Apoyar a la gestién de compras informando sobre las
equivalencias.
* Evaluar la sustitucion de repuestos del fabricante con la
fabricacion de repuestos local.
PROGRAMA DE FORMACION DE FORMADORES
43
GESTION DE MANTENIMIENTO
5.4. Determinacién de existencias
El determinar partes necesarias en existencia y sus montos,
se basa en la cantidad instalada, usada, estimada y los de
entrega por proveedores. Noes facil efectuar estudios de costos
pasa evaluar el monto de tener en inventario el total o una
parte de un componente costoso, comparando con los perjuicios
causados a la produccién por no llevarla en existencia, y
teniendo en cuenta el tiempo necesario para su instalacién,
por la faita de interés de las organizaciones en conocer estos
datos.
Las piezas se almacenan por dos razones: la parte que seré
requerida con frecuencia para la operacién de la planta y la
que corresponde al equipo critico para la produccién, el repuesto
debe ser mantenido a mano para asegurarse contra fallas en
la maquinaria. Ambas situaciones deben ser consideradas
cuando se desarrolla un procedimiento de control de inventarios
En cuanto a los repuestos y materiales debe cuestionarse:
+ Esta la Empresa realizando un adecuado proceso de
gestion de repuestos y materiales ?
* Garantiza este Proceso y su Sistema de Control un éptimo
servicio de repuestos y materiales para las actividades de
Mantenimiento. Se ejecuta a costos racionales?
* Esta relacionado sistematicamente el proceso de gestion
de repuestos y materiales a los procesos: Produccién,
Mantenimiento, Contabilidad, Costos y Presupuesto, entre
otros?
+ Conoce la Empresa cual debe ser el valor ideal de sus
inventarios de repuestos y materiales para mantenimiento
+ Sus proveedores efectian los suministros de maxima
calidad, a los mejores precios y en la debida oportunidad?
+ Los costos de comprar y almacenar se conocen y son
racionales?
* Conoce los costos de agotamiento que se causan por
indisponibilidad de repuestos y materiales en un periodo
de tiempo?
ee
PROGRAMA DE FORMACION DE FORMADORES
GESTION DE MANTI
— _ EEE EEeEEEeeeeeeee_eaee
* De acuerdo con la importancia y criticidad de los diversos
materiales, Tienen éstos asignados diferentes niveles de
servicio que garanticen su respectiva disponibilidad en los
Almacenes?
5.5. Almacén de Mantenimiento
La organizacion de un almacén de partes de Mantenimiento
Gepende en gran parte de las estrategias que dirigen el
desarrollo de la compafiia, del grado de centralizacién adoptado
y Ge la existencia de almacenes por areas.
Algunas acciones que se deben hacer para disminuir los costos
de almacenamiento son:
+ Conocer la historia de planta,
+ Revisar periddicamente las existencias
+ Ajustar frecuentemente las cantidades requeridas.
+ Retirar los articulos obsoletos.
* Asegurar el pedido de articulos estrictamente necesarios.
+ Definir consignacién de articulos por parte de los
proveedores. Solicitar, pedir, recibir y despachar con
rapidez.
+ Verificar las existencias de los proveedores,
+ Tener un sistema de compras genérico "negociado" por
periodos.
+ Un buen sistema de comunicaciones.
* Establecer almacenes auxiliares satélites y moviles.
Quien posea el control administrativo del almacén de partes
de Mantenimiento deberd tener claramente fijados los los
criterios especialmente en lo que compete a la clasificacion
de partes y elementos. El area que se encargue de! manejo de
los repuestos y partes es responsable por la disponibilidad en
lo que a recursos materiales respecta, y su compromiso afecta
a otras dreas por la efectividad del servicio prestado.
——————
45
PROGRAMA DE FORMACION DE FORMADORES:
GESTION DE MANTENIMIENTO
rr ESTION DE MANTENIMIENTO
1.
CAPITULO Iv:
MANTENIMIENTO
CORRECTIVO (MC)
FALLA
Reiterando la definicion de Falla: termino de la habilidad de un item
para desempefiar una funcién requerida.
Las fallas por lo general son progresivas 0 una reaccién en cadena
hasta llegar al dafio mayor, o Ia inoperatividad del equipo o maquinaria.
Las cuales pueden ocurrir de manera imprevista o prevista,
Las Imprevistas, se presentan inesperadamenie, por lo general
imposibles de evitar, tienen su origen, en el disefio, material
inadecuado, operacién deticiente, una mala reparacion.
Las Previstas, cuando se detecta la anomalia y de no corregirse
ccasionaria la averia, por lo generai se encuentran comprendidas las
piezas de vida util limitada, como los rodamientos.
ANALISIS DE FALLA.
Las averias especialmente las imprevistas en los equipos, tienen
mayor incidencia en la produccién, debido a alteraciones en el sistema
© programas de fabricacién que causan problemas adicionales a la
vida Gtil de los equipos, por lo tanto deben ser analizadas o
investigadas.
El conocimiento de cada tipo de falla es importante para minimizar
problemas futuros. Cada falla durante el servicio, debe estudiarse
cuidadosamente a fin de obtener la maxima informacion referente a
su causa.
El analisis de las fallas y la determinacién de las causas primarias 0
secundadas que producen la falla susie ser un problema muy
complejo. Es importante obtener tantos datos como sean posibles de
'a propia pieza que falld, ademas de examinar las condiciones en el
momento que se produjo la falla; como:
+ {Cuanto tiempo estuvo la pieza en funcionamiento?
PROGRAMA DE FORMACION DE FORMADORES
47
GESTION DE MANTENIMIENTO
+ ¢ Cuél era la naturaleza de los estuerzos aplicados a la pieza en
el momento en que se prodyjo la falla?
+ ¢ Estuvo la pieza sometida a sobrecarga?
+ ¢ Estuvo sometida a servicio excesivo?
+ GHubo algunos cambios en el ambiente?
& Tuvo la pieza un mantenimiento adecuado?
Después de estudiar la superficie fracturada 0 averiada, se debe
indagar sobre:
+ ¢La fractura fue ductil,fragil o la combinacién de ambas?
+ zLa fala empezé en la superficie 0 por debajo de ella?
* GLa falia empezé en un punto, ose originé en diversos puntos?
* La fisura empezé recientemente o ha estado creciendo
paulatinamente?
Cuando se estudia una falla, se debe tener especial cuidado en no
Gestruir pruebas importantes
CAUSAS DE FALLAS
Por lo general las causa de las fallas de los equipos estan agrupados
0 clasificadas en:
* Diseo deticiente
* Material defectuoso
+ Proceso y fabricacién deticiente,
+ Errores de montaje
* Condiciones de servicio diferentes al disefio
* Mantenimiento deficiente
+ Operacién inapropiada
OOO
PROGRAMA DE FORMACION DE FORMADORES
GESTION DE MANTENIMIENTO,
SS ESTION DE MANTENIMIENTO.
4.
SISTEMA DE IMPORTANCIA CRITICA
Clasifica los equipos en funcién de su importancia en el proceso
productivo, es decir el sistema de importancia critica clasifica a los
equipos de acuerdo a su importancia en la planta, 0 en caso de fallar,
Segun los posibles dafios o accidentes que pudiera ocasionar, siendo
estos:
+ Clase A o Importancia critica 1:
Equipo cuya parada interrumpe el proceso productivo, llevando a
la perdida de producsién y a la facturacién cesante;
Un equipo que no debe fallar.
+ Clase B 0 Importancia critica 2:
Equipo que participa del proceso productivo, pero su parada por
al gin tiempo no interrumpe la produccién;
Un equipo que no deberia fallar.
+ Clase C 0 Importancia critica 3:
Equipo que no interfiere en el proceso productivo.
Todo el resto.
Equipos que no se utilizan con frecuencia, ete.
Un sistema de importancia critica permite llevar a cabo las tareas
correctas, en las referidas al Mantenimiento Correctivo, asi como las
que tienen que llevarse a cabo dentro de las actividades del
Mantenimiento Preventive.
LA GESTION PRODUCTIVA DEL
MANTENIMIENTO
Debemos sejialar la importancia de la gestion productiva de!
mantenimiento considerando primeramente las actividades bajo el
ambiente correctivo del mismo, que se genera alrededor de las
maquinas 0 equipos teniendo en cuenta su criticidad, lo que
evoluciona bajo la premisa de:
1. Interaccién bajo un elevado porcentaje de acciones de tipo
“Corregir’.
PROGRAMA DE FORMACION DE FORMADORES
48
GESTION DE MANTENIMIENTO
2. Sia la accién *Corregir” se le antepone ha accion “Detectar’, se
produce de inmediato una correlacién de acciones que dinamizan
el sistema.
3. Porotraparte la accion “Corregir’ bajo la premisa “Detectar” genera
un minimo de 03 derivaciones que pueden ocurtir:
a) Correccién inmediata - Es la deteccién de una emergencia
que debe ser solucionada en forma impostergable.
b) Correccién a corto plazo - Es la deteccién de un riesgo
potencial que requiere ser intervenido en el corto tiempo para
darle solucién cuando la produccién lo permita o se habiliten
los elementos logisticos necesarios.
¢) Correccién a mayor plazo - Es la deteccién de un riesgo 0
condicién de la maquina, que se debe planear su ejecucion
en base a una inversién mayor programada para. recuperar
“repotenciar’ el equipo o la maquina, Esto se realiza con la
finalidad de recuperar ta plena confiabilidad operativa o en
decision de avanzada para “mejorar la Calidad de su
funcionamiento 0 servicio con el fin de elevar la productividad
de la maquina o equipo”.
En consecuencia se genera una interaccién de un tercer elemento
“recuperar’ que acta como consecuencia de ejecutar las mejoras
en corto y mayor plazo que se deban de ejecutar en las instalaciones
para lograr una mejora en la Calidad del Mantenimiento y direccionar
hacia una majoria en la Productividad.
Un cuarto elemento que conforma el circulo de interaccién bajo la
premisa de garantizar toda la gestion ejecutada por los 03
Componentes primarios es el correspondiente al de “conservar” 0
mantenimiento preventivo, definide como ‘prevenir’.
La correlacion “Detectar’. “Mantener’, “Reouperar” y “Prevenir”
ensamblados en una correlacién de dependencia, garantizan la
proteccién de las maquinas. alivian su correcta recuperacion y
dinamizan la progresiva mejora de la Calidad del Servicio de
mantenimiento siendo esto percibido en la Productividad de la planta
industrial
PROGRAMA DE FORMAGION DE FORMADORES
SenNan TION DE MANTENIMIENTO
SS SESTION DE MANTENIMIENTO
CAPITULO V: vam
INGENIERO MECANICO
MANTENIMIENTO eee
PREVENTIVO (MP)
1, DETERMINACION DEL SISTEMA DE
MANTENIMIENTO PREVENTIVO
1.1. Definicién de Mantenimiento Preventivo (MP):
Todas las actividades sistematicamente predefinidas y
repetitivas de mantenimiento responsables por la continuidad
Gel servicio de un item, englobando, inspecciones, ajustes,
conservacién y eliminacién de defectos, cuyo destino final es
evitar 0 reducir fallas en ios equipos, a mejorar la confiabilidad
de los equipos y la calidad de produccién.
1.2, Tipos de MP:
+ MP de rutina (y altamente repetitivo)
+ MP global
* Reacondicionamiento de los equipos (reconstrucciones)
1, EI MP de rutina es la forma sistematica de hacer:
+ Limpieza
+ Lubricacién
+ Inspeccién
+ Pruebas
+ Ajustes, aprietes
* Reemplazo de piezas o componentes
+ Servicio técnico y
* Reparaciones menores
Para mantener los equipos e instalaciones en perfectas
Condiciones de operacién, debiendo ser de corta duracién
{apenas unos minutos al da) y en la que los operadores:
pueden participar,
PROGRAMA DE FORMACION DE FORMADORES, a
GESTION DE MANTENIMIENTO
2. EIMP global generalmente involucra:
Desmantelamiento parcial del equipo
Reemplazo de piezas y componentes
Empleo de diversas herramientas
Mayor nivel de habilidad
Mucho mas tiempo que el mp de rutina
Tiempo muerto programado de los equipos
Participacién del planificador
3. Reacondicionar equipos (reconstruir)
Usualmente involucra:
Retirarlos del lugar de produccién (de ser posible)
Desmantelamiento total de! equipo
Mejoramiento del equipo
Reemplazo de muchas piezas
Alto nivel de habilidad
Participacion del proveedor
Recalibracién y funcionamiento de prueba
Gran cantidad de tiempo
Reinstalacién en el lugar de produccién
1.3. El Sistema de importancia critica
Debe reiterarse la importancia de contar con un sistema de
importancia critica, como se describio en ja parte
correspondiente al MC, que clasifica a los equipos de acuerdo
a su importancia en la planta, o en caso de fallar, segun los,
posibles dafios o accidentes que pudiera ocasionar, resultando:
* Clase Ao Importancia critica 1:
Un equipo que no debe fallar.
+ Clase B o Importancia critica 2:
Un equipo que no deberia falar.
52
PROGRAMA DE FORMACION DE FORMADORES,
SSA GESTION DE MANTENIMIENTO
er ESTION DE MANTENIMIENTO
* Clase C 0 Importancia critica 3:
Todo el resto.
Equipos que no se utilizan con frecuencia, etc.
Comentamos que un sistema de importancia critica permite
evar a cabo las tareas correctas, en este caso las de MP
La mayor parte de las empresas, incluso aquellas que cuentan
con un buen sistema de MP, no logran efectuar todas las
actividades de MP todo el tiempo.
1.4, MP basado en el operador
Muchas tareas de MP puede realizarias el operador siendo
estas bastantes simples y de corta duraci6n, tales como:
+ limpieza
+ inspecciones
+ ajustes
+ lubricacion
+ ete.
La participacion del operador en las actividades de MP le
permitita realizar el doble de trabajo de MP, con muy poco costo
adicional,
1.5. Como desarrollar el sistema de MP. apropiado :
Muchas tareas de MP puede realizarlas el operador siendo
estas bastantes simples
1. Basdndose en el anélisis de lo equipos (condicién de los
equips, perdidas de los equipos), determine que tareas
de MP deberia estar realizando.
2. Determine los requisites de tiempo de MP para cada
maquina y luego apiiquelos a toda la planta
3. Determine que 20% de los problemas de los equipos
ocasionan (tipicamente) el 80% de las perdidas de tiempo
PROGRAMA DE FORMACION DE FORMADORES.
GESTION DE MANTENIMIENTO.
4, Determine si el operador puede participar realizando tareas
menores de MP
5. Determine que estan haciendo ahora los contratistas (si
los hay), y que podrian hacer en el futuro (evalué el impacto
sobre los costes).
6. Comience por equipos pequefios (de importancia critica 1,
quizés 2) y realice correctamente las tareas bésicas.
7. Informe sobre los resultados (beneficios) de pm a la
gerencia y al érea de operaciones para contar con un apoyo
continuo.
1,6. Organizacién y personal de MP
Muchas tareas de MP puede realizarias el operador siendo
estas bastantes simples
1. Organizacién Ideal
Lup |
OPERARIOS MANTENIMIENTO
- tareas simples - tareas complejas
-cortas - mas largas
+ de rutina -rutina
- repetitivas - repetitivas
-diarias - semanales
PROGRAMA DE FORMACION DE FORMADORES
SENATI GESTION DE MANTENIMIENTO
GESTION DE MANTENIMIENTO
2. TECNICAS DE MP
2.1. Como establecer los requisitos de MP para sus
equipos
No hay una nica manera correcta ni definitiva para establecer
requisitos de MP
Presentarnos algunos aportes de datos que permitiran
aproximarse al MP que necesita el equipo.
1. Aporte de datos:
a. Fabricante del equipo
Es la mejor tuente de informacién sobre MP
b. Mantenimiento
Debido a su experiencia, el personal de mantenimiento
por lo general tiene una idea bastante clara de que
tareas de MP se deben realizar y con que frecuencia.
c. Operadores
Ellos estan todo el dia junto al equipo y, por lo general
saben que se debe hacer para que siga funcionando.
d. Ingenieria
Por lo general, se requiere el util aporte de ingenieria,
en especial en cuanto a la determinacién de
procedimientos de jubricacion y de ajuste de los equipos
y cuando el MP va a combinarse con el MPa.
Resultados del andlisis de condicién de los equipos
La informacién aportada por este andlisis detectara
areas de atencién de MP (generalmente de limpieza).
Habitualmente también surgen temas relacionados con
la seguridad (4reas a inspeccionar).
f. Resultados del andlisis de! Rendimiento Actual de
fos Equipos
PROGRAMA DE FORMACION DE FORMADORES
55
GESTION DE MANTENIMIENTO
Este es el mejor aporte técnico en lo referente a la
determinacin de mejoramientos de los equipos y a las
consiguientes actividades de MP basadas en las
perdidas actuales de los equipos. (averias, periodos
de inactividad, paradas, reduccién de la calidad, etc.)
Ademés, es la mejor informacién que permite
determinar los beneficios del MP y establecer un orden
de prioridades de actividades de MP basado en el
retorno de la inversion.
2.2. Método para determinar los requisitos de MP
Utiizar los seis items tratados y en una reunion de equipo entre
todas las partes involucradas, determinar los requisitos de MP
para cada equipo.
Al cabo de unas pocas semanas de experiencia, adaptar las
tareas y frecuencias de MP de acuerdo a los resultados
obtenidos
4. limpieza
Quizés sea la actividad de MP més sencilla y econémica,
pero la mas efecta
2. Lubricacién
Debe determinarse que se debe lubricar, con que
frecuencia, que lubricantes usar, y quien lo har,
a. Método de lubricacién
* Acargo de mantenimiento (a pedido, o luego de la
inspeccién)
+ Rutas de lubricaci6n
+ Acargo de los operadores
3. Inspeccién de equipos
* Cuanto més importante es el equipo (importancia
critica), mas y mejor se lo deberd inspeccionar.
* Cualquiera puede inspeccionar un equipo
(mantenimiento, operador, lubricader, ingeniero,
supervisor)
i
56 PROGRAMA DE FORMACION DE FORMADORES
SENATI GESTION DE MANTENIMIENTO
GESTION DE MANTENIMIENTO.
* _ Existen dos tipos basicos de inspecciones
A. Eluso de los sentidos (vista, oido, olfato, tacto)
El uso de los sentidos es bastante efectivo y poco
costoso:
8. El empleo de herramientas e instrumentos
Por lo general, mantenimiento no utiliza muchas
herramientas @ instrumentos en las tareas de
inspeccién en el MP (a diferencia del MPd).
+ Desarrolle listas de verificacion de inspeccién y
determine las frecuencias para realizar inspecciones
de mantenimiento. Generalmente, esto puede
combinarse con tareas de pm global 0 con rutinas de
mantenimiento predictivo (MPd).
4. Ajustes de los equipos
En primer lugar, lleque a un acuerdo acerca de cuales
deberian ser las calibraciones normales de los equipos,
documentarlas y vea que se cumplan. Los ajustes de los
equipos no se deben realizar adecuandose al capricho de
un operador,
5. Actividades de servicio
Por lo general esto comprende ta reposicién de materiales
de consumo (tinta, pintura, solventes, combustible, liquidos
refrigerantes, etc.)
5, Otras actividades de MP
No se debe limitarse a las actividades de MP “tradicionales»
ya tratadas, pues en las reuniones de equipo, al analizar
las seis fuentes de aportes de datos pueden llegar a surgir
otras actividades de MP “no convencionales”.
3. COMO DESARROLLAR E INSTALAR UN BUEN
SISTEMA DE MP
Un sistema de MP efectivo y eficaz no sucede al azar, debe ser
planificado.
PROGRAMA DE FORMACION DE FORMADORES,
37
GESTION DE MANTENIMIENTO
El andlisis de los equipos, el desarrollo de las tareas de MP, la
confeccién de listas de verificacién y programaciones, la iniciacién
de un buen historial de los equipos y la creacién de informes utiles
son todas actividades que deben planificarse y desarrollarse
cuidadosamente,
Un sistema personalizado de MP que responda a las necesidades de
us equipos y que este respaldado por todas las personas de la planta
producira los mejores resultados, que se mantendrén a lo largo del
tiempo.
Un sistema efectivo de MP, puede reponder a un programa de
instalacién de 10 etapas, las que deberan considerar:
equipos)
|
|
3.1. Establecer los datos de los equipos (inventario de |
* Tipo de equipo
* Descripcion, fabricante
* Ubicacién
* Datos de placa (hp, voltaje, etc.)
* Actualizaciones o cambios efectuados |
+ Referencia a la lista de repuestos y a los planos
+ Referencia a los manuales
3.2. Asignar tipo de MP e importancia critica
* inclusion en MP llevado a cabo por el operador
* MP exclusivamente de mantenimiento
+ gimportancia critica 1, 2, 0 37
|
|
|
3.3. Realizar listas de verificacién de MP (sin repuestos
ni materiales)
* Por numero de equipo
+ Lista de tareas standard
+ Incluir el tiempo estimativo requerido
+ Asignar al operador o al especialista
EEE
58 PROGRAMA DE FORMACION DE FORMADORES:
Senan
GESTION DE MANTENIMIENTO.
GESTION DE MANTENIMIENTO
3.4.
3.5,
3.6,
3.7,
PROGRAMA DE FORMACION DE FORMADORES
* Funcionamiento/detencién de los equipos
Desarrollar ordenes de trabajo de MP (materiales,
herramientas requeridos)
* Por numero de equipo
* Lista de tareas
* Lista de materiales, piezas
+ Asignar frecuencia
* Asignar especialistas
* Incluir el tiempo estimativo necesario
Este tipo de pm generalmente no es el adecuado para los
operadores, pero pueden ayudar.
Crear rutas de MP
* Para los mantenimientos preventivos realizados.
* Organizar listas de verificacién u ordenes de trabajo de pm
Por area, tipo de equipo y trabajadores especializados
+ Incluir la frecuencia en la hoja deruta
* Incluir el tiempo estimativo total para cada ruta
Desarrollar un programa de MP
* La programacién anual es estatica, (predeterminada)
* Se recomienda la emisién diaria o semanal de listas de
verificacion y de ordenes de trabajo de MP
+ Nivelar la carga de trabajo (la misma cantidad de horas por
dia) para permitir una dotacién de personal uniforme
+ Combinar en un solo formulario (hoja de calculo) la lista de
verificacién y la programacién de MP
Mantener una historia de los equipos
* Por cada maquina y por numero de equipo
* Incluir costo de mano de obra, piezas, costo total y
acumulativo
58
GESTION DE MANTENIMIENTO
+ Se deberd retroalimentar.
Una buena historia de! equipo es vital para manejar,
mantener y mejorar las méquinas.
3.8. Aplicar la tecnologia de cédigo de barras
Esto es fundamental en la implementacién de un sistema de
gestién que incluya el uso de la computadora, que permita
efectuar las ordenes de trabajo y todos los demas documentos,
asi como monitorear todos los datos de trabajo, tiempos y
necesidades.
3.9. Informes de MP
Debe producirse los informes para evaluar el cumplimiento de
los trabajos, costs, tiempos, rendimiento, ratios diversos, etc.
3.10. Organizacion del MP
+ Se recomienda personal dedicado (especialistas de MP)
que realicen exciusivamente MP durante périodos bien
establecidos y que cumpian con la programacién,
* Desarrollar una estructura organizacional adecuada a la
aplicacion de este tipo de Mantenimiento.
COMO PLANIFICAR Y PROGRAMAR EL MP Y
MEDIR SUS RESULTADOS
4.1. Como planificar las actividades de MP
1. Una vez establecidos los requisitos de cada maquina,
tealice la lista de verificacién o las ordenes de trabajo de
MP
2. Nocombine diferentes frecuencias (semanal, mensual, etc.)
en la misma OT.
3. Caloule el tiempo (en minutos) de cada actividad y de toda
fa OT.
4. Determine que OT requieren planificacién y programacién
PROGRAMA DE FORMACION DE FORMADORES
Sena GESTION DE MANTENIMIENTO
SS ——ESTION DE MANTENIMIENTO
4.2.
Programacién del MP
1. Confeccione una hoja de calculo (una vez al mes) para la
lista de verificacién por cada maquina y nivel la carga de
trabajo
2, Emplee un procedimiento similar en ias listas de
verificaciones de mantenimiento en ordenes de trabajo de
corta duracién, combinando varias maquinas.
3. Las ordenes de trabajo mas extensas (incluyendo MP
global) deben planificarse y programarse por separado.
Planifique:
* Las piezas y materiales necesarios
+ Lacantidad de personal y especialistas necesarios
+ Las herramientas/equipos necesarios
+ Eltiempo requerido
Programe:
* Fecha y hora para la ejecucién de MP, sobre la base de
la disponibilidad de los equips
+ Desarrolle programas semanaies de MP global
* Nivele la carga de trabajo mediante una buena
programacién
4. Segun la cantidad de trabajo de MP global y del tamafio
Gel grupo de MP, puede que se requiera la participacin de
un planificador/programador de MP con dedicacién
exclusiva,
5. Intente automatizar (conviértalo en una tarea de rutina) un
alto porcentaje de programacién de MP (programacicn
anual, con emisiones mensuales), para poder concentrarse
en las tareas de MP global que deben planificarse y
programarse individualmente.
6. Al cabo de un tiempo, estas deberian convertirse en
actividades de rutina (repetitivas).
PROGRAMA DE FORMACION DE FORMADORES
61
GESTION DE MANTENIMIENTO
4.3. Programa Maestro de Mantenimiento Preventivo
Llamamos Programa Maestro de Mantenimiento Preventivo al
proceso de correlacion de los cédigos y nombres de los equipos
con las periodicidades, épocas de programacién de ejecucion
de actividades programadas, instrucciones de mantenimiento,
formularios de registro de datos de medicién, centros de costes,
cddigos de material y cualquier otro dato juzgado por el usuario
como necesario de interrelacionar el desarrollo del proyecto
de programacién del mantenimiento.
La montaje tradicional del programa maestro de mantenimiento
preventivo en el sistema manual de control es a través de
formularios, donde son registrados, en la primera columna, el
eddigo de localizacién (cédigo de equipo), que es
correlacionado en las columnas siguientes con el nombre del
equipo, los cédigos de la instruccién de Mantenimiento y hoja
de registro de datos, érgano responsable por el mantenimiento
y pariodicidad. Este conjunto es procedido por 52 columnas,
una para cada semana del afio, donde son pintadas las mitades
de los cuadros, de las semanas previstas para realizacion de
los servicios programados de acuerdo con la periodicidad
establecida para cada equipo. La otra mitad de esos cuadros
es completada con pintura de otro color cuando el servicio es
ejecutado (en la semana prevista, anterior o posterior), o usando
el mismo color de la programacién en el caso (las re-
programaciones, o usando un tercer color en el caso de
cancelamiento del servicio previsto. Ese formulario puede ser
montado para programacién anual o plurianual, cuando posee
varios conjuntos de 52 columnas, un para cada afo.
Es comin la elaboracién de mas de un formulario de programa
maestro, siendo uno para mantenimiento - preventivo
sistemdtico (para periodos iguales 0 superiores al trimestre y
normalmente con desmontage total o parcial de! equipo), otro
para mantenimientos de rutina (para periodos inferiores al
trimestre y normalmente sin quitar el equipo de operacién),
donde en el lugar de codificar la instruccién de mantenimiento
es hecha una descripcién suscinta de la actividad a ejecutar, y
un tercero para lubricacién, cuyas columnas indican la parte
del equipo a lubricar, el tipo, cédigo, la cantidad de lubricante a
ser adicionada, el nimero de puntos a lubricar, el tipo de servicio
a ejecutar entre las opciones de afiadir, analizar y cambiar y
finalmente la periodicidad que es entonces sucedida por las
columnas para las semanas, 0 meses, siendo en éste caso
registrado en el cuadro el dia o la semana dei mes en que el
servicio deberd ser ejecutado.
PROGRAMA DE FORMACION DE FORMADORES.
SeNAT GESTION DE MANTENIMIENTO
EON DE MANTENIMIENTO
Normalmente en el final de cada semana, los encargados de
los sectores de mantenimiento, o el responsable por el control
de programacién verifica en el formulario los servicios previstos
para la semana siguiente y los registra en otro tipo de
formularios de programacién semanal, un para cada sector que
Son discutidos en reunion de evaluacion de esas actividades,
particularmente cuanto al interrelacionamento entre actividades
de sectores diferentes.
Una forma de tomar el formulario de programacién mas
Compacto y, en consecuencia de mas simples uso y menor
Posibilidad de error en la busqueda de los equipos que a
recibiran mantenimiento en una determinada semana, es la
Substituci6n de las 52 columnas por una, donde es escrito el
ndmero de la semana, o semanas en el caso de periodos
inferiores a un afio, manteniéndose las ademés informaciones
de! formulario indicado anteriormente. Normalmente son
necesarias otras columnas a los de aquella programacién para
Permitir registros de reprogramacién (semana y motivo), una
vez que los mantenimientos realizados de acuerdo con la
Programacién son identiticados sobrepondose una “x” sobre
el ntimero de la semana prevista.
La utlizacion de ese proceso de programacién, trae como
Gesventaja el perjuicio de la visualizacion de las actividades
ejecutadas, reprogramadas, pendientes y canceladas, como
una de las ventajas del control manual en relacin al control
automatizado, Mientras tanto, saien de la ventaja de eliminar
los errores de seleccion arriba indicada, facilita el uso una vez
que los formularios pueden ser encuademados, componiendo
el libro base de programacién que puede ser hecho en varias.
copias para distribucion a los encargados de mantenimiento.
5. LOS SECRETOS DE UN EXITOSO
MANTENIMIENTO PREVENTIVO
+ Unbuen sistema
+ Rutas de MP (para e! MP efectuado por mantenimiento)
+ Dotacién de personal dedicado
* Con asignaci6n y seguimiento en cuanto a la importancia critica
+ Buenos informes e historias de los equipos
+ Compromiso absoluto de fa gerencia con el MP
——————
PROGRAMA DE FORMACION DE FORMADORES. 63
Senarl GESTION DE MANTENIMIENTO
a ERTION DE MANTENIMIENTO
CAPITULO VI:
MANTENIMIENTO PREDICTIVO
(MPD)
1. CONSIDERACIONES PREVIAS
Cuando hablamos en Mantenimiento Predictivo de evitar averias y
por lo tanto paros, hay que considerar primero que averias son
prevenibles y de estas cuales es rentable su prevencion aplicando
Mantenimiento Preventive 0 Mantenimiento Predictivo.
Las todas las variables que afectan al funcionamiento de un
componente, solamente seria rentable su prevencién a través del
Predictivo algunas de las clasificadas dentro de la variable operacion,
el resto aunque puedan ser detectadas mediante Predictivo, su
prevencicn es mas econémica por otros medios.
De este tipo de averias a las que es recomendable aplicar
Mantenimiento Predictivo para su deteccién solamente aquellas que
ademas cumplan ciertas pautas de oourrencia temporal y
sintomatologia es aplicable eficazmente este tipo de Mantenimiento.
Estas consideraciones, nos ayudan a valorar el limite de actuacién
de este tipo de técnicas respecto de la prevencion de averias.
DEFINICION DE MANTENIMIENTO PREDICTIVO
(MPd)
Servicios debido al desgaste de una o mas piezas o componentes de
equipos prioritarios a través de la medicién, el andlisis de sintomas y
tendencias de parametros fisicos, empleando varias tecnologias que
determinan la condicién del equipo o de los components, o estimacién
hecha por evaluacion estadistica, extrapolando el comportamiento
de esas piezas 0 componentes con el objeto de determinar el punto
exacto de cambio 0 reparacién, antes que se produzca la falla.
El mantenimiento predictivo emplea varias tecnologias para determinar
la condicién del equipo o de los componentes mediante la medicién y
el andlisis de la tendencia de parametros fisicos con el objeto de
detectar, analizar y corregir problemas en los equipos antes de que
se produzea una falla
na CRE RER
INGENIERO MECANICO
ag oC tangs 1 HORE
PROGRAMA DE FORMACION DE FORMADORES
65
GESTION DE MANTENIMIENTO.
Se trata de un sistema de advertencia temprana que indica que algo
malo esta sucediendo en el equipo, antes de que se pueda oirlo,
verlo 0 sentirlo,
3. MONITOREO DEL ESTADO DE LOS EQUIPOS
Una cuestion fundamental en el Mantenimiento Predictivo (MPd) es
la definicién de que equipos deben inciuirse en el monitoreo de estado,
luego esto se realizara de manera similar a lo tratado en el MP,
debiendo considerar basicamente:
A. La importancia critica: un equipo que sea muy importante para el
proceso, es decir, un equipo cuya falla pudiera ocasionar una
gran perdida econémica, causar lesiones a las personas 0
importantes dafios ambientales.
B. Estado actual: es mucho mas probable que se produzcan averias,
cuyas reparaciones sean costosas, en un equipo viejo que se
esta deteriorando Progresivamente , que en un equipo Nuevo.
C. Rentabilidad de la Inversién: cual es el costo de! monitoreo de!
estado de los equipos (MPd) versus el costo potencial de averias,
perdida de produccién y reparaciones.
4. TECNICAS DE MPd, SU APLICACION Y LOS
EQUIPOS EMPLEADOS
Existen un conjunto de técnicas que su aplicacién depende de las
condiciones y estado del item a ser verificado, presentando algunas
técnicas que son de uso mas difundido, y que se usan de manera
complementaria, para afirmai un diagnostico, a saber:
a) Anélisis de vibraciones/monitoreo de vibraciones
») Método de impulso excitador
©) Anélisis espectrogratico de aceite
d) Anlisis terrografico de particulas
€) Inspeccién infrarroja
f) Ensayo uttrasonico
9) Termogratia
h) Analisis acustico
i) Ensayo no destructivo (ndt)
j) Analisis de rayos x
ee
66 PROGRAMA DE FORMACION DE FORMADORES
GESTION DE MANTENIMIENTO,
GESTION DE MANTENIMIENTO
\) Resistencia eléctrica (prueba de megger)
})_ Ensayo con tinta penetrante
m) Medicin de temperaturas
n) Medicién de fa presién, y otros.
5. COMO ORGANIZARSE PARA EL MPd |
5.1. Planificacion del MPd
1. Las etapas preparatorias
Estén basadas en base de las técnicas de andlisis
b. Calculo de costos del MPd
Calculo de los beneficios del MPd (reduccién de costos,
costos a eliminar)
‘Suma del total de cosios y ahorros de MPd
Realizar los calculos de rentabilidad de la inversion
1. Efectuar selecciones realistas (donde se vea realmente
el redito que produce el MPd)
»
2. Inicio de un programa MPd piloto
a. Es poco realisia (en la mayorla de los casos hasta
imposible) comenzar con el MPd en todos los equips
de la empresa a ia vez.
b. Eso significa que debe iniciario en pequefia escala, o
sea: un programa piloto.
~ Todos los equipos de determinada érea
~ _ Equipos seleccionados de entre todas las maquinas
de la empresa (basandose en la importancia critica,
el tiempo muerto y el retorno de Ia inversion)
©. Algunas empresas comienzan con una sola de las
técnicas de MPd (por ejemplo: Andlisis de las
vibraciones), y luego agregan otras a medida que
transcurre el tiempo (como por ej, Analisis de aceite, |
Termografia, etc.). Pero ese no es en realidad un
verdadero programa piloto.
PROGRAMA DE FORMACION DE FORMADORES 67
GESTION DE MANTENIMIENTO
5.2, Programacién de MPd
1.
La mayor parte de las mediciones de MPd se realizan
mientras los equipos estan en funcionamiento.
Confeccionar una programacidn diferente de la de MP. Los
técnicos de MPd no son los mismos que los que realizan el
MP, sus equipos o instrumentos son distintos y siguen una
programacién diferente.
El desarrollo de las frecuencias plantea el mismo problema
que para el MP: se requieren valores ganados con ia
‘experiencia. No obstante, el ciclo es mucho mas largo, como
por Ejemplo: verificaciones mensuales o trimestrales de
las vibraciones, 0 chequeos de aceite cada seis meses.
Los equipos criticos, los equipos costosos o los que
requieren altos costos de reparacién o de tiempo muerto
se verifican con mayor frecuencia que otras maquinas,
La creacién de una hoja de ruta es aun mas importante
que en el MP. Existen ciertos dispositivos portatiles de
registro (como los utilizados para el Analisis de vibraciones),
en los que se deben seguir puntos de medicin
predeterminados y fijos en cada equipo.
Una programacion de MPd es bastante tutinaria y repetitiva,
salvo en los casos en los que los valores se aproximan al
limite permitido (0 alarma} en esos casos, se deben incluir
chequeos mas frecuentes para observar sila situacién es
estable o si se requiere el recambio del componente.
En Jos casos en que se deba parar el equipo o reducir los
ciclos (varias r.p.m,), debe coordinarse la programacion
junto con produccién.
6. COMBINACION DE MP Y MPd PARA LOGRAR
UN EFECTO GLOBAL Y REDUCIR COSTOS
1
EI MP es su primera linea de detensa el MPd retoma la accion
donde la deja el MP, descubriendo los defectos y posibles
problemas que e! MP no puede detectar.
EI MPd no reemplaza al MP.
PROGRAMA DE FORMACION DE FORMADORES,
SeNAT1 GESTION DE MANTENIMIENTO
GESTION DE MANTENIMIENTO
8. La relacién (costo/horas) de! MP versus el MPd es de 2:1 a 5:1.
4. El MP mantiene el equipo limpio, lubricado, inspeccionado y
ajustado diariamente
5. EI MPd se ocupa de los problemas ocultos, pero potencialmente
muy costosos.
6. Al desarrollar un programa combinado de MP/MP4, se traslada la
mayor cantidad de actividades como sea posible al MP,
Particularmente si los operadores participan en el MP.
7. Los operadores también pueden desempefiar un papel en el MPd,
en especial si hay instrumentos con segmentos alambricos o
medidores (de vibraciones, presién, temperatura). Ellos pueden
llevar registros o realizar cuadros de las lecturas para que luego
sean interpretadas por el personal de MPd
8. Una buena combinacién de MP y MPd tendra el maximo de
impacto sobre la confiabilidad de los equipos (meta; cero averias,
cero paradas por otros motivos) al menor costo global ( y con el
mayor retorno de inversién).
7. RELACIONES DE MC, MP y MPd.
EI Mantenimiento Preventivo y en particular el Predictivo, serdn
eficientes cuando cumplan con evitar las averias dependiendo de su
naturaleza
Una prevencién eficaz de las averias, debe contar de forma
imprescindible con el andlisis de sus causas.
Su rentabilidad viene condicionada por la criticidad de las maquinas
donde se aplica (costo de la hora de paro), el nivel de deteccion de
anomalias y el costo de la revisién. De todas tipologias de
Mantenimiento Preventivo expuestas aunque varias de elias son
incuestionables en cuanto a su necesidad (conservacién.seguridad,
etc.) si son optimizables en su frecuencia y método de ejecucién y
por lo tanto es necesario medir resultados como un primer paso en el
proceso de su mejora.
En la practica real de mantenimiento debe combinar varios tipos de
mantenimiento, lo que hemos denominado “Mix productive de
Mantenimiento"
PROGRAMA DE FORMACION DE FORMADORES
E| mantenimiento preventivo puede tomar varias formas: inspeccién,
predictivo, programado, mejoramiento integral
EI mantenimiento corractivo o reparacién puede ser: programable 0
de emergencia, dependiendo si la averia se debe corregir
inmediatamente, o se puede postergar programando tal reparacién.
Las decisiones tienen una repercusin directa en los costos. La
gerencia tiene que buscar un equilibrio, un nivel éptimo, que genere
el costo minimo, un sector resultado de combinar ambas politicas
adecuadamente.
EI_mantenimiento preventivo es el que se realiza para asegurar el
adecuado funcionamiento de los actives productivos y minimizar la
probabilidad de falia y sus consecuencias econémicas: operacionales,
de seguridad, logisticas y tecnolégicas. El mantenimiento corrective
© reparacién es el que se ejecuta programado o no después de la
ocurrencia de la falla, cuyas consecuencias deben ser evaluadas.
nales
a) Consecuencias Opera
+ Pérdidas econémicas por paradas imprevistas de la
produccién.
+ Pérdidas econémicas por los incumplimientos de los |
programas produccién i
b) Consecuencias No-operacionales
+ Pérdidas econémicas por los gastos excesivos de
reparaciones.
©) Consecuencias de Seguridad
+ Pérdidas econémicas por dafhos consecuenciales en la
maquina y sistema
+ Pérdidas econémicas por dafos consecuenciales en el
proceso
+ Accidentes en el personal
d) Consecuencias Logisticas
* Pérdidas economicas en el manejo logistico de repuestos
especialmente
) Consecuencias Tecnolégicas
* Pérdidas econémicas por degradacién de la maquinaria
+ Pérdidas econémicas energéticas
70 PROGRAMA DE FORMACION DE FORMADORES
S=NATI _
GESTION DE MANT!
IMIENTO
—_—— OEE ee
1
2.
3,
Para buscar el equilibrio entre MC y MP se presenta el concepto de
Criticidad de maquinas que se obtendra ponderando las
consecuencias de las fallas. Esta posibilidad inclusive podria ser el
manejador principal de sistema informatico y constituir la base de
datos més importante; presentamos el analisis sobre el asunto, que
mejor describe esta situacién, siendo la siguiente:
Variables Concepto Ponderacion
Produceién Para 4
Reduce 2
No para °
Valor-Técnico-Eeonémico Ato 4
Medio 2
Bajo 1
Dajios consecuencialesa.-
a. la maquinaria en Si 2
No °
b. Alproceso Si 3
No 0
©. Al personal operador Riesgo 1
Sin riesgo 0
Dependencia Logistica Extranjero 2
Local 0
Dependencia Mano de Obra_-—sTerceros 2 2
Propia 0
Probabilidad de Fallo Alta 1
(Confiabilidad) Baja 0
Facilidad de Reparacin Alta 1
(Mantenibilidad) Baja °
Flexibilidad Simple 2
By-pass 1
Dual 0
Asignar los valores de la ponderacién calficando a la maquina por el
concepto en cada variable. Este paso requiere un buen conocimiento
de la maquina y su sistema, su operaci6n, su valor econémico y los.
Gafos que podria ocasionar una falla. La ponderacién puede variarse
de acuerdo ala empresa y a las consideraciones antes presentadas.
Se obtendré el valor ponderado para cada maquina para agruparlas,
clasificandolas de acuerdo a la escala de referencia, procurando
observar él acercarse al costo minimo.
————
PROGRAMA DE FORMACION DE FORMADORES.
7
ae GESTION DE MANTENIMIENTO.
rr CESTION DE MANTENIMIENTO
CAPITULO VII:
MANTENIMIENTO PRODUCTIVO
TOTAL (TPM)
1. CONSIDERACIONES PREVIAS
Enel prologo de la edicion inglesa del livro TPM Development Program
de Kenyi Nakajima , Norman Bodek y Connie Dyer, comentando el
libro del autor,dicen entre otras afirmaciones: " En la fabrica ideal, el
equipo debe operar al 100 por 100 de su capacidad el 100 por 100
del tiempo. El TPM es un poderoso concepto que nos conduce cerca
del ideal sin averias, ni defectos, ni problemas de seguridad"
El secreto de la calidad y productividad fue considerar la produccién
Justo a Tiempo (JAT) (en Ingles: “just-in-time" - JIT) y el TOC, el
enfoque japonés dei control de calidad total. Sin embargo, dice Seiichi
Nakajima, * las compajiias japonesas excelentes tienen otro secreto,
que ha empujado la productividad y la calidad hasta los limites,
haciendo posible las lineas de produccién con cero averias y cero
defectos. Este secreto es el TPM, o mantenimiento productive total”
EI mantenimiento productivo total (TPM), definido a menudo como
mantenimiento productivo realizado por todos los empleados, se basa
en el principio de que la mejora de equipos debe implicar a toda la
organizacién, desde los operadores de la cadena hasta la alta
direcci6n.
La innovacién principal del TPM radica en que los operadores se
hacen cargo del mantenimiento basico de su propio equipo. Mantienen
sus maquinas en buen estado de funcionamiento y desarrollan la
capacidad de detectar problemas potenciales antes de que ocasionen
avenas.
EI TPM trata de explicar las actividades de mejora del equipo, el
mantenimiento auténomo, la educacién en técnicas para los operarios.
y el personal de mantenimiento, ia gestién mejorada del
mantenimiento, y actividades de prevencién del mantenimiento. Todo
este contexto el mantenimiento productivo total es un enfoque global
de las empresas hacia la calidad a través del equipo.
La implementaci6n de cada fase de! TPM supone tener que enfatizar
@n nuevos modos de pensamiento, comunicacién, y trabajo. Por
PROGRAMA DE FORMACION DE FORMADORES
73
GESTION DE MANTENIMIENTO
ejempio desarrollar trabajo en equipo y que en estos equipos de trabajo
fiuyan los conocimientos y la informacién se comparta, esto en la
gente de mantenimiento les permitira mejorar la mantenibilidad del
‘equipo, aprender y usar técnicas mas sofisticadas.
La comunicacién es vital y se refuerza continuamente. Un buen
ejemplo son fas actividades del equipo interfuncional de prevencién
del mantenimiento, que representa una colaboracién potencialmente
poderosa entre mantenimiento, ingenieria, stat y disefio.
Otra clave importante en el TPM es la combinacién de una filosofia
del cero defectos con un enfoque de equipos de taller para la
resolucién de problemas del equipo.
éCOMO FUNCIONA EL TPM?.
Como ya dijimos, el TPM es mantenimiento productivo realizado por
todos los empleados a través de actividades en pequefios grupos.
Igual que el TC, que significa control total de calidad en el conjunto
de la compatifa, el TPM es mantenimiento de equipos llevado a cabo
en el conjunto de la compafiia. El término TPM fué definido en 1971
por el Instituto Japonés de ingenieros de Plantas (precursor del
Instituto Japonés para e! Mantenimiento de Plantas) incluyendo las
cinco metas siguientes:
Maximizar la eficacia del equipo (mejorar ta eficacia global)
2. Desarrollar un sistema de mantenimiento productivo para la vida
util del equipo.
3. Implicara todos los departamentos que planifican, disefan, utiizan
‘© mantienen los equips en la implantacién del TPM (ingenieria y
diseo, produccién y mantenimiento).
4. Implicar activamente a todos los empleados - desde la alta
direccién hasta los trabajadores de talleres.
5. Promover el TPM a través de la gestion de la motivacién
actividades auténomas en pequefios grupos.
METAS FUNDAMENTALES DEL TPM
EITPM tiene dos metas fundamentales: averias cero y detectos cero.
Cuando las averias y los defectos se eliminan, mejora el indice
operativo del equipo, se reducen los costos, se pueden minimizar los,
inventarios y, como consecuencia, aumenta la productividad de la
mano de obra.
PROGRAMA DE FORMACION DE FORMADORES,
Sew GESTION DE MANTENIMIENTO
GESTION DE MANTENIMIENTO
La palabra “total en “mantenimiento productivo total" tiene tres
significados relacionados con tres importantes caracteristicas de| TPM:
* Eficacia total: la busqueda de eficacia econémica 0 rentabilidad.
Se acentia en el mantenimiento predictivo y productivo
* MP total: la prevencién del mantenimiento y mejorar la facilidad
Gel mantenimiento y el mantenimiento preventivo. Significa
establecer un plan de mantenimiento para toda la vida util del
‘equipo e incluye la prevencién dei mantenimiento.
* Participacién total: el mantenimiento auténomo por la actividad
de operadores o pequefios grupos en cada departamento y a
cada nivel
4. MAXIMIZACION DE LA EFECTIVIDAD DE LOS
EQUIPOS
La eficacia del equipo se maximiza y el costo del ciclo de vida util se
minimiza por medio del esfuerzo realizado en el conjunto de la
compafiia para eliminar las ‘seis grandes pérdidas" siguientes, que
resian eficacia al equipo.
4.1. Tiempo muerto
1. Averias debidas a fallos del equipo.
2. Preparacién y ajustes (por ejemplo, cambio de matriz en
maquinas de moldeado por inyeccién, etc.)
4.2. Pérdidas de velocidad
3. Tiempo en vacio y paradas cortas (operacién anormal de
sensores, bloqueo de trabajos en rampas, etc.).
4. Velocidad reducida (diferencia entre velocidad prevista y
actual).
4.3. Defectos
5. Defectos en proceso y repeticién de trabajos (desperdicios
y efectos de calidad que requieren reparacién).
6. Menor rendimiento entre la puesta en marcha de las
Aquinas y la produccién estable.
PROGRAMA DE FORMACION DE FORMADORES.
GESTION DE MANTENIMIENTO.
——_—_—— eee
5.
INTRODUCCION DEL TPM EN LAS EMPRESAS
En Japon, los tres factores principales para mejoras en los lugares
de trabajo son yaruki (motivacién), yaruude (competencia) y yaruba
(entorno de trabajo). El TPM comprende ios tres.
De igual manera debe introducirse el TPM en las Empresas,
comprendiendo los tres factores que habran de conducir a mejoras
corporativas fundamentales al mejorar el empleo de trabajadores y
equipos, Para eliminar las seis grandes pérdidas debe primero
cambiarse la actitud o motivacién (yaruki) de las personas y aumentar
su habilidad (yaruude). Debe también crearse un entorno de trabajo
(yaruba) que sirva como soporte para la introduccién de! TPM, Sin
embargo, si para atacar el problema, la alta direccién no asume el
liderazgo, la transtormacién necesaria para el cambio en actitudes,
equipos y entorno corporativo, no progresard con suavidad.
DESARROLLO DE UN PLAN MAESTRO TPM
Para implantar el TPM en un tiempo determinado se requiere un plan
maestro. Una vez desarrollado el plan, éste sirve como programa
para el TPM, que puede desglosarse en distintas fases. Muchas
empresas han desarrollado planes maestros de TPM, teniéndose,
que la estructura del desarrollo del TPM en el entoro de las metas
esenciales de mejora se da por.
+ Mantenimiento auténomo mediante la actividad de pequefios
grupos en el departamento de produccién.
* Refinamiento de! mantenimiento preventivo por el departamento
de mantenimiento y mejora de la manteribilidad para prevenir el
deterioro de los equipos.
* Reduccién de fallos en la puesta en marcha a través de la
aplicacién de técnicas de prevencién del mantenimiento en la fase
de disefio del equipo.
EL PROGRAMA DE MANTENIMIENTO
PRODUCTIVO TOTAL (TPM)
Los pasos especificos necesarios para desarrollar un programa TPM
deben determinarse individualmente para cada Empresa, de manera
que el programa debe ajustarse a los requerimientos individuales,
debido a que los tipos de industrias, métodos de produccién, condicion
de los equipos, necesidades y problemas especiales, técnicas y
PROGRAMA DE FORMACION DE FORMADORES,
GESTION DE MANTENIMIENTO
a ON OE MANTENIMIENTO
niveles de mantenimiento varian de una Empresa otra, sin embargo
estos deben tratar basicamente los temas de
7.1, Primero
La elevada contribucién al costo del ciclo de vida de las
actividades operacionales y de mantenimiento que se reducen
a través de programas participativos disefiados para aumentar
la efectividad del equipo. Estos programas incluyen:
* Actividades de grupo para eliminar las seis pérdidas
mayores relacionadas con el equipo.
* Restablecimiento de las condiciones operativas optimas del
equipo y eliminacién del deterioro acelerado.
* La implicacion de los operados en las actividades de
mantenimiento diario auténomo para mantener las
Condiciones basicas de! equipo (inspeccién diaria, limpieza,
lubricacién y apretado de pernos)
* Mejoras de la mantenibilidad de! equipo existente.
* Incremento de la eficiencia y efectividad en costes de!
trabajo de mantenimiento a través de una mejor gestion y
programacién.
7.2, Segundo
En los programas de prevencién del mantenimiento del TPM
se trata el impacto en el costo del ciclo de vida de las decisiones
en las fases tempranas de planificacion y diseno.
8. REQUISITOS MINIMOS PARA EL DESARROLLO
DEL TPM
En concordancia con lo expresado por el Instituto Japonés de
Ingenieros de Plantas, en cuanto a las cinco metas interdependientes,
que representan los requerimientos minimos para el desarrollo del
TPM, a continuacién, los resumimos brevemente :
1. Mejora de la eficacia de los equipos
2, Mantenimiento auténomo por los operadores
re
7
PROGRAMA DE FORMACION DE FORMADORES
GESTION DE MANTENIMIENTO
chen!
3. Programa planificado de mantenimiento, administrado por el
departamento de mantenimiento
4. Adiestramiento para mejorar las habilidades operativas y de
mantenimiento
5. Unprograma de gestion de equipos inicial para prevenir problemas
que puedan surgir durante la puesta en marcha de una nueva
planta 0 un nuevo equipo
8.1. Mejora de la eficacia de los equipos
Los proyectos modelo ayudan a demostrar el potencial de! TPM
Gurante las fases iniciales de su desarrollo. Se forman varios
equipos de proyecto, consistentes en personal de ingenieria y
mantenimiento asi como supervisores de la cadena de
produccién. Se seleccionan los equipos que sufren pérdidas
crénicas, preferentemente los que pueden mejorarse
considerablemente en un period de tres meses de
Investigacion y andlisis concienzudos. Cada equipo de proyecto
centra su actividad de mejora en una de las seis grandes
pérdidas.
Cuando se logran resultados positivos, el proyecto puede
extenderse a otros equipos similares, con miembros de equipos
de proyecto buscando nuevas actividades de mejoraa realizar
8.2. Mantenimiento auténomo por operadores
El mantenimiento auténomo por operadores es una de las
caracteristicas mas partioulares que distingue al TPM. Sin
‘embargo, cuanto mas tiempo haya funcionado una compafia
de acuerdo con el concepto de divisién de trabajo, mas
convencidos estaran sus empleados de que el trabajo de los
operadores y el de los trabajadores de mantenimiento deben
estar estrictamente separados.
La pauta establecida y la atmésfera de una compafila no se
pueden cambiar de la noche a la mafiana. Se tarda de dos a
tres afios en cambiar la cultura corporativa, dependiendo del
tamafio de la compafia. Los operadores que estén
acostumbrados a pensar "yo opero - tu arreglas* tendran
Gificultades para aprender "yo soy responsable de mi propio
equipo". Todos los empleados deven estar de acuerdo en que
los operadores son responsables del mantenimiento de su
propio equipo; ademés, los mismos operadores deben ser
adiestrados segun las exigencias del mantenimiento auténomo
——
78 PROGRAMA DE FORMACION DE FORMADORES,
GESTION DE MANTENIMIENTO
GESTION DE MANTENIMIENTO
8.3.
En muchas fabricas, los operadores verifican y lubrican su
Propio equipo, pero a menudo lo hacen a regafiadientes, sin
entusiasmo ni conocimignto. Por ejemplo, un trabajador puede
rellenar la hoja diaria de inspeccién con varios dias de antelacién
y olvidar reponer al distribuidor de aceite. Este tipo de descuido
Puede traducirse en abrasion, desgaste, vibraciones, suciedad
y deterioro, y puede conducir a averias y defectos de calidad
en el proceso.
En Japén, los principios basicos de la administracién industrial
Se conocen por las Cinco Eses: seiri (organizacién), seiton
(orden), seiso (pureza), seiketsu (limpieza) y shitsuke
(disciplina).
Mientras en la traduccion de estos términos su significado
resulta muy general, en la practica real cada término se refiere
@ un principio especitico o un juego de regias de organizacion
y administracién establecido. Estos significados especificos
varian bastante de una compafiia a otra.
Estos principios se implantan a menudo solamente en un nivel
superficial, a la vez que el mantenimiento real de los equipos
es inadecuado, Esta superficialidad se evita en el
mantenimiento auténomo TPM.
Mantenimiento planificado
E! mantenimiento Planificado o programado debe funcionar
como un tandem con el mantenimiento autonomo. La primera
responsabilidad del departamento de mantenimiento es
responder con rapidez y eficacia a las peticiones de los
operadores. El personal de mantenimiento debe asi mismo
eliminar el deterioro que resulta de una lubricacién y limpieza
inadecuadas. A continuacién, debe analizar cada averia para
descubrir puntos débiles en el equipo y modificarlo para mejorar
su facilidad de mantenimiento alargando su vida util. Una vez
reducidos los costos de mantenimiento, ios controles,
inspecciones y los esténdares del equipo deben revisarse a
conciencia.
Para mantener un bajo costo dei mantenimiento planificado
deben emplearse técnicas de diagnéstico para supervisar el
estado de los equipos; asi se estimula el cambio al
mantenimiento predictivo.
79
PROGRAMA DE FORMACION DE FORMADORES
SENATI GESTION DE MANTENIMIENTO.
—_—_——— EEE
8.4. Adiestramiento para mejorar Las habilidades
operativas y de mantenimiento
Algunas personas pueden sostener que con el aumento de la
automatizacién, las habilidades operativas y el “expertise” se
vuelven superfiuos. Desgraciadamente, mientras la produccién
sin ayuda humana puede llegar a lograrse, el mantenimiento
totalmente automatico no es factible. Las habilidades de los
operadores y el personal de mantenimiento deben mejorarse
si se quiere tener éxito con el mantenimiento auténomo, el
mantenimiento predictivo y la mantenibilidad - los métodos
basicos del TPM. El adiestramiento en las habilidades
operativas y de mantenimiento es vital. Para implantar el TPM,
una Empresa debe estar dispuesta a invertir en el
adiestramiento de sus empleados en el manejo de los equipos.
8.5. Gestién temprana de equipos
Lo ideal es que un equipo no requiera mantenimiento. Un
sistema que nos ayude a aproximamos a este ideal es de
extremo valor. El ciclo de vida de una pieza de equipo comienza
en el disefio que tiene como objetivo la maxima reduccién
posible de! mantenimiento. A continuacién, se fabrica, se instala
y Se prueba el equipo antes de disponerlo para la operacion
normal. Una vez pasado el periodo inicial de fallos, los datos
operativos se devuelven a la fase de disefio libre de
mantenimiento, Estos datos pueden utilizarse para disefiar
futuros equipos libres de mantenimiento. La prevencin del
mantenimiento (PM) es el objetivo del ciclo disefio-instalacién,
incluyendo el mantenimiento de la puesta en marcha de los
equipos.
Durante la fase de operacién-mantenimiento y basandose en
inspecciones regulates programadas, se restaura, modifica y
sustituye el equipo. Los datos del mantenimiento recogidos en
este proceso proporcionan la base para la investigacién de
prevencién del mantenimiento.
La informacién proporcionada es valida para tres tipos de
mejora:
1. para mejorar la mantenibilidad de equipos actualmente en
uso,
para mejorar el trabajo y los sistemas de mantenimiento y
3. para facilitar el disefio de un nuevo equipo libre de
mantenimiento.
80 PROGRAMA DE FORMACION DE FORMADORES:
Sena GESTION DE MANTENIMIENTO
rn GESTION DE MANTENIMIENTO
CAPITULO VIII:
COSTOS DE MANTENIMIENTO
(MP)
1. IMPORTANCIA DE LOS COSTOS DE
MANTENIMIENTO
En las empresas organizadas, en donde existen buenos sistemas de
informacién sobre las variables que miden el desarrollo de las
operaciones, se visualizan facilmente los costos de mantenimiento y
manifiestan un grado de interés alto basicamente por el costo mismo
y la rapidez de su crecimiento. La diferencia por la falta de interés en
el control de os costos de mantenimiento en muchas otras empresas
@ fruto solo de su ignorancia.
En otras sin embargo se conocen las sumas invertidas en el
Mantenimiento. Pero no se conoce en que rubros : correctivo?,
sistematico?, mano de obra?, en repuestos?, y tampoco las
posibilidades de su reduccién.
La finalidad basica de una gestién de costos es estimular la
optimizacion del uso de mano de obra, cantidad de materiales,
herramientas y tiempos de paros; estableciendo objetivos con
diferentes bases de comparaci6n, jos objetivos son puntos de equilibrio
{compromisos) entre un beneficio potencial y el costo de
mantenimiento.
Prevenir todo es costoso como no prevenir nada; por ello el trabajo
de mantenimiento debe ser selectivo, de manera que se ejecuten
sdlo las tareas indispensables y sus frecuencias, considerando
fundamentaimente los costos que se involucran. Por lo que el
mantenimiento correctivo y el programado resultan costosos en tanto
Se tenga la concepcién de todos los equipos como iguales, lo que
obliga al montaje de sistemas de mantenimiento poco adecuados y
que no aportan realmente a un incremento significativo de efectividad
€n el servicio del mantenimiento general; de manera que habré que
Gesarrollar previamente un buen andlisis del equipamiento, seguin su
importancia y criticidad.
En cuanto a e| trabajo de Mantenimiento no debe solo debe
comprender a los supervisores que dominen en la organizacién por
8u experiencia en el uso practice de herramientas y procedimientos
PROGRAMA DE FORMACION DE FORMADORES:
81
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Educar y convivir en la cultura globalFrom EverandEducar y convivir en la cultura globalRating: 5 out of 5 stars5/5 (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Lecciones de física de Feynman, I: Mecánica, radiación y calorFrom EverandLecciones de física de Feynman, I: Mecánica, radiación y calorRating: 3 out of 5 stars3/5 (2)
- Computación en la nube: estrategias de Cloud Computing en las empresasFrom EverandComputación en la nube: estrategias de Cloud Computing en las empresasNo ratings yet
- Pata ti conquistador Felicidades: Antologia Poetica Creacion y diseno con hoja de notasFrom EverandPata ti conquistador Felicidades: Antologia Poetica Creacion y diseno con hoja de notasNo ratings yet
- Entrena a tu Cachorro Interno a Comer Saludable: Deja Que tu Estómago Sea tu GuíaFrom EverandEntrena a tu Cachorro Interno a Comer Saludable: Deja Que tu Estómago Sea tu GuíaNo ratings yet
- Grandpa's Big Knees (El Tabudo y La Reina): The Fishy Tale of El TabudoFrom EverandGrandpa's Big Knees (El Tabudo y La Reina): The Fishy Tale of El TabudoNo ratings yet
- Los pequeños gigantes del planeta, la esperanza: Un cuento para toda la familIaFrom EverandLos pequeños gigantes del planeta, la esperanza: Un cuento para toda la familIaNo ratings yet
- Orbit: Siegel & Shuster: the creators of Superman: Spanish EditionFrom EverandOrbit: Siegel & Shuster: the creators of Superman: Spanish EditionNo ratings yet
- Love Giraffe Children's Tales (English & Spanish Edition): La Jirafa del Amor Cuentos para NiñosFrom EverandLove Giraffe Children's Tales (English & Spanish Edition): La Jirafa del Amor Cuentos para NiñosNo ratings yet
- Coeducando para una ciudadanía en igualdadFrom EverandCoeducando para una ciudadanía en igualdadRating: 5 out of 5 stars5/5 (1)
- Contra la nostalgia: San Juan de la Cruz y los orígenes de la líricaFrom EverandContra la nostalgia: San Juan de la Cruz y los orígenes de la líricaNo ratings yet
- Nuevos alfabetismos. Su práctica cotidiana y el aprendizaje en el aulaFrom EverandNuevos alfabetismos. Su práctica cotidiana y el aprendizaje en el aulaNo ratings yet
- De Uribe, Santos y otras especies políticas: comunicación de gobierno en Colombia, Argentina y BrasilFrom EverandDe Uribe, Santos y otras especies políticas: comunicación de gobierno en Colombia, Argentina y BrasilNo ratings yet
- Coaching Samurai: ECONOMÍA, FINANZAS, EMPRESA Y GESTIÓNFrom EverandCoaching Samurai: ECONOMÍA, FINANZAS, EMPRESA Y GESTIÓNNo ratings yet
- La arquitectura del teatro: Tipologías de teatros en el centro de BogotáFrom EverandLa arquitectura del teatro: Tipologías de teatros en el centro de BogotáNo ratings yet
- Exploraciones sobre el aprendizaje de lenguas y contenidos en programas bilingües. Una indagación en la escuela primariaFrom EverandExploraciones sobre el aprendizaje de lenguas y contenidos en programas bilingües. Una indagación en la escuela primariaNo ratings yet
- Luchar contra la corriente: Derechos humanos y justicia climática en el Sur global bilingüeFrom EverandLuchar contra la corriente: Derechos humanos y justicia climática en el Sur global bilingüeNo ratings yet
- Oscuridad Y Decadencia. Libro 3. Intersección De Sueños: Fin De La Historia De La Sirena Que Soñaba Con Ser HumanaFrom EverandOscuridad Y Decadencia. Libro 3. Intersección De Sueños: Fin De La Historia De La Sirena Que Soñaba Con Ser HumanaNo ratings yet
- De la calle a la alfombra: Rogelio Salmona y las Torres del Parque en Bogotá,From EverandDe la calle a la alfombra: Rogelio Salmona y las Torres del Parque en Bogotá,No ratings yet
- Aprender a escribir en la universidadFrom EverandAprender a escribir en la universidadRating: 5 out of 5 stars5/5 (1)
- Empoderamiento, autonomía y pensamiento crítico en las aulas de lenguas extranjeras: Indagaciones en la educación superior colombianaFrom EverandEmpoderamiento, autonomía y pensamiento crítico en las aulas de lenguas extranjeras: Indagaciones en la educación superior colombianaNo ratings yet
- Documento en desarrollo Cider 1. El proceso de formación de agenda política pública de seguridad democráticaFrom EverandDocumento en desarrollo Cider 1. El proceso de formación de agenda política pública de seguridad democráticaNo ratings yet
- Nuevos enfoques para el estudio de las relaciones internacionales de ColombiaFrom EverandNuevos enfoques para el estudio de las relaciones internacionales de ColombiaNo ratings yet