You might also like
- Yakada Yaka XDocument32 pagesYakada Yaka XTharindu ChathurangaNo ratings yet
- Plasma CuttingDocument6 pagesPlasma CuttingTharindu ChathurangaNo ratings yet
- TokanDocument7 pagesTokanTharindu ChathurangaNo ratings yet
- Smart FD ApplicationDocument2 pagesSmart FD ApplicationTharindu ChathurangaNo ratings yet
- IICAHDubai2016 20624 PDFDocument21 pagesIICAHDubai2016 20624 PDFTharindu ChathurangaNo ratings yet
- Public Service Human Resource Information - 2016 PDFDocument267 pagesPublic Service Human Resource Information - 2016 PDFTharindu ChathurangaNo ratings yet
- Public Service Human Resource Information - 2016 PDFDocument267 pagesPublic Service Human Resource Information - 2016 PDFTharindu ChathurangaNo ratings yet
- Project ProposalDocument3 pagesProject ProposalTharindu ChathurangaNo ratings yet
- Instructions For Applicants-IDDocument2 pagesInstructions For Applicants-IDTharindu ChathurangaNo ratings yet
- Wellasse Kathawak - by W.G PereraDocument56 pagesWellasse Kathawak - by W.G PereraTharindu ChathurangaNo ratings yet
- Assignment No: 01 Subject: Industrial Engineering Management (Me 3227)Document1 pageAssignment No: 01 Subject: Industrial Engineering Management (Me 3227)Tharindu ChathurangaNo ratings yet
- Risk Management in E-BusinessDocument5 pagesRisk Management in E-BusinessTharindu ChathurangaNo ratings yet
- LuckyDocument147 pagesLuckyTharindu Chathuranga100% (1)
- Intellectual Property Related FunctionsDocument14 pagesIntellectual Property Related FunctionsTharindu ChathurangaNo ratings yet
- 6ET006 Assignment 2016 Feb PDFDocument6 pages6ET006 Assignment 2016 Feb PDFTharindu ChathurangaNo ratings yet
- Bode PlotDocument17 pagesBode PlotTharindu ChathurangaNo ratings yet
- Guidance - Individual Interim Report v3Document3 pagesGuidance - Individual Interim Report v3Tharindu ChathurangaNo ratings yet
- FeesDocument6 pagesFeesTharindu ChathurangaNo ratings yet
- Guidance - Group Business Plan v1Document5 pagesGuidance - Group Business Plan v1Tharindu ChathurangaNo ratings yet
- Bode PlotDocument19 pagesBode Plotkoolking786No ratings yet
- SLAS Exam 2017 Open Application FormDocument3 pagesSLAS Exam 2017 Open Application FormTharindu ChathurangaNo ratings yet
- Araliya Mal AramayaDocument230 pagesAraliya Mal AramayaTharindu Chathuranga67% (9)
- Undergraduate Research Guide - Unlocked PDFDocument20 pagesUndergraduate Research Guide - Unlocked PDFTharindu ChathurangaNo ratings yet
- Parking ProjectDocument148 pagesParking ProjectTharindu Chathuranga100% (2)
- Wireless Sensor-Based Agricultural Monitoring SystemDocument74 pagesWireless Sensor-Based Agricultural Monitoring SystemTharindu ChathurangaNo ratings yet
- Undergraduate Research Guide - Unlocked PDFDocument20 pagesUndergraduate Research Guide - Unlocked PDFTharindu ChathurangaNo ratings yet
- Report47 PDFDocument39 pagesReport47 PDFTharindu ChathurangaNo ratings yet
- Cutting Tools in FinishingDocument7 pagesCutting Tools in FinishingTharindu ChathurangaNo ratings yet
- Machining PDFDocument25 pagesMachining PDFTharindu ChathurangaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Degajare DIN 509Document6 pagesDegajare DIN 509Pavelika AndreyNo ratings yet
- EUKLID GearCAM IntroductionDocument25 pagesEUKLID GearCAM Introductionvijaykumarn100% (1)
- Aluminum BronzeDocument37 pagesAluminum Bronzepipedown456100% (1)
- Powermill540 en PDFDocument12 pagesPowermill540 en PDF김두리No ratings yet
- Manufacturing Technology IIDocument97 pagesManufacturing Technology IIPedro FernandesNo ratings yet
- Iso3408 4 2006 - Standard5105 BallscrewDocument26 pagesIso3408 4 2006 - Standard5105 BallscrewsomenameNo ratings yet
- Tom Anderson - My Frame Lock TutorialDocument46 pagesTom Anderson - My Frame Lock TutorialBruno Parise100% (1)
- BEDMMDocument7 pagesBEDMMyogeshsingh15No ratings yet
- Report BitirmeDocument6 pagesReport BitirmeSude DillioğluNo ratings yet
- High Precision Thread Limit GagesDocument4 pagesHigh Precision Thread Limit Gagesxmen norNo ratings yet
- Study On Tool Pre-Setter: Fig. 1. Different Offset For Different ToolsDocument5 pagesStudy On Tool Pre-Setter: Fig. 1. Different Offset For Different ToolsAnonymous 5AmJ13mLkNo ratings yet
- Sinumerik 840d SLDocument858 pagesSinumerik 840d SLAlexanderNo ratings yet
- Effect of Drilling Parameters On Surface Roughness, Tool Wear, Material Removal Rate and Hole Diameter Error in Drilling of OhnsDocument6 pagesEffect of Drilling Parameters On Surface Roughness, Tool Wear, Material Removal Rate and Hole Diameter Error in Drilling of Ohnsistyawan priyahapsaraNo ratings yet
- Пазовые фрезы PDFDocument72 pagesПазовые фрезы PDFstctoolNo ratings yet
- Answer For PAST YEAR QuestionDocument8 pagesAnswer For PAST YEAR QuestionMifzal IzzaniNo ratings yet
- Manufacturing and Materials SyllabusDocument3 pagesManufacturing and Materials SyllabusAstroNirav SavaliyaNo ratings yet
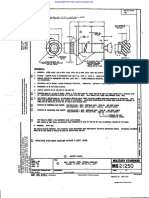
- Nasm21250 (MS21250, Nas624 .. Nas644)Document4 pagesNasm21250 (MS21250, Nas624 .. Nas644)Bogdan RusuNo ratings yet
- Grinding MachineDocument1 pageGrinding Machinevenkateshyadav2116No ratings yet
- Cutting Tool: Meaning, Types and Angles - Metal WorkingDocument12 pagesCutting Tool: Meaning, Types and Angles - Metal WorkingKinku DasNo ratings yet
- 6th Sem Milling MachineDocument41 pages6th Sem Milling MachineIshan VermaNo ratings yet
- Full Download Book Manufacturing Engineering and Technology PDFDocument41 pagesFull Download Book Manufacturing Engineering and Technology PDFmelinda.wilson841100% (16)
- Me349 DFM Lecture NotesDocument22 pagesMe349 DFM Lecture NotesChethan Sk0% (1)
- 14.1 Chapter 14 Drilling Operation and MachinesDocument34 pages14.1 Chapter 14 Drilling Operation and MachinesShubham GuptaNo ratings yet
- Material Removal Processes (IM 213) : Arab Academy For Science, Technology, and Maritime TransportDocument22 pagesMaterial Removal Processes (IM 213) : Arab Academy For Science, Technology, and Maritime TransportNicolas EleftheriouNo ratings yet
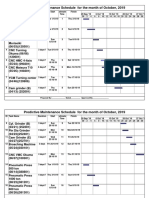
- Predictive Maintenance Schedule For The Month of October, 2019Document7 pagesPredictive Maintenance Schedule For The Month of October, 2019Usama Elec15No ratings yet
- Catalog 4010 KennametalDocument549 pagesCatalog 4010 KennametalYair Ventura Ramirez100% (1)
- Norma Ford Wdx2540mDocument43 pagesNorma Ford Wdx2540mDANIEL DIAZNo ratings yet
- Brochures/GIIDocument8 pagesBrochures/GIIDoc BlackNo ratings yet
- nk300cx PDFDocument36 pagesnk300cx PDFadib tabloNo ratings yet
- A Seminar Report ON Grinding: Submitted by Rajshree B. Tech (Mechanical Engineering) Third Year Roll No: 160180104039Document21 pagesA Seminar Report ON Grinding: Submitted by Rajshree B. Tech (Mechanical Engineering) Third Year Roll No: 160180104039Raj ShreeNo ratings yet