Professional Documents
Culture Documents
Ammonia PDF
Uploaded by
mobOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Ammonia PDF
Uploaded by
mobCopyright:
Available Formats
PRO/II® CASEBOOK
Ammonia Synthesis
ABSTRACT
Over 140 million tons of ammonia is produced worldwide each year. The rewards for reducing
costs, increasing efficiency and improving the profitability of ammonia plants are enormous.
Computer simulation of the plant is the first step towards identifying which parameters control the
conversion rate, product purity, energy usage, and the production rate of an existing facility.
This casebook demonstrates the use of PRO/II in the simulation of an ammonia synthesis process.
The entire plant is modeled, from the reforming of the hydrocarbon feedstream to synthesis gas
through its purification to its conversion to ammonia in a synthesis reactor.
The ammonia synthesis loop involves a large recycle compared to the feed and product rates. In
addition there are several thermal recycles and two control loops. Special thermodynamics are used
to ensure the accurate prediction of the separation of ammonia from the other materials.
The casebook also outlines the use of the simulation for parametric studies in the evolution of a
control strategy.
Ammonia Synthesis Rev. 3
PRO/II® is a registered mark of Invensys plc.
Copyright 2006, all rights reserved
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 1
SIMSCI-ESSCOR OFFICE LOCATIONS:
North America Latin America Europe/Middle Asia - Pacific
East/Africa
Lake Forest, CA Argentina, Chile, Singapore
92630 Perú, Bolivia, United Kingdom Singapore
T: (949) 455-8150 Paraguay & Uruguay Stockport, UK T +65 6829 8888
Argentina T +44 1 61 429 6744
Western USA & T +54 11 6345 2100 Japan
Canada Crawley, UK Tokyo, Japan
Houston, TX 77041 Brazil T +44 1293 526000 T +81 3 5793 4856
T: (713) 329-1600 Sao Paulo, Brazil
T +55 11 6844 0254 Germany Australia
Eastern USA & Mannheim, Germany Sydney, Australia
Canada Colombia T +49 621 150 37 18 T +61 2 8396 3500
Chaddsford, PA 19317 Bogota, Colombia
T: (484) 840-9400 T +57 (1) 3136363 Italy Korea
Milano, Italy Incheon, Korea
Mexico T +39 02 26297 327 T +82 32 540 0500
Mexico City, Mexico
T +52 5 55 263 0100 United Arab China
Emirates Beijing, China
Venezuela Dubai, UAE T +86 10 8458 5757
Caracas, Venezuela T +971 4 8811440
T +58 212 267 5868 Taiwan
Russia Agent Taipei, Taiwan
Moscow, Russia C.I.S. T +886 2 8797 1001
T +7 495 688 16 00
Egypt Agent
Cairo, Egypt
T +20 2 753 7061
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 2
INTRODUCTION
Chemically combined nitrogen is essential for the growth of all living organisms. Animals and
plants (with one or two exceptions) are unable to assimilate free nitrogen from the air, so they
depend upon nitrates, ammonium salts or other nitrogen compounds found in the soil.
The natural supplies of fixed nitrogen were adequate for many centuries to satisfy the normal
processes of nature. However, by the beginning of the 19th century, the increase in world population
along with the growth of big cities created a demand from the more industrialized countries for
supplemental sources of fixed nitrogen.
This supplement was first found in imported guano and sodium nitrate and later in ammoniacal
solutions and ammonium sulphate by-products from the carbonization of coal in gas-works and
coke ovens.
By the start of the 20th century the demand for fertilizer nitrogen again outstripped supply. Three
different processes for the fixation of nitrogen were designed and put in commercial operation to
ensure adequate supplies of fertilizer nitrogen.
One of those three was the direct synthesis of ammonia from nitrogen and hydrogen by the Haber-
Bosch process. This was developed in Germany between 1905 and 1913 and virtually all fixed
nitrogen is now produced by this process.
The total world production in 2005 was over 140 million tons of fixed nitrogen. Global demand for
ammonia is expected to increase about 2% per year for the foreseeable future. More than 90% of
this is produced as ammonia and about 85% of the total fixed nitrogen production is used in
fertilizers.
Alternative Routes to Ammonia
There are several licensors of ammonia synthesis processes. All produce ammonia from
hydrocarbon feedstocks and air. The hydrocarbon feedstock is usually a natural gas although others,
such as naphtha, are used where natural gas is not locally available. The processes are all
fundamentally similar: the feed hydrocarbon gas is desulfurized then converted to synthesis gas in a
reforming process followed by a CO shift and methanation reactors. The resulting syngas, after
purification, is a mixture of hydrogen and nitrogen in stoichiometric quantities (3:1). This is
converted to ammonia in a synthesis reactor which is located in a recycle loop, because of a low
conversion per pass.
Kellogg Brown & Root (KBR) is the largest licensor of Ammonia Synthesis Technology with over
170 Kellogg plants and over 25 Braun (now owned by KBR) plants. These plants have accounted
for more ammonia capacity worldwide than any other licensor.1
1
“Ammonia”, by Kellogg Brown & Root, 2000
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 3
The Kellogg Process
At over 170 units worldwide, the Kellogg process has been installed in more ammonia plants than
any other process. The simulation considered in this Casebook is a generic Kellogg process. A full
flowsheet may be found in Appendix A.
Although the Kellogg process is a licensed process, operational benefits can be gained from
changing a number of the variable parameters: temperatures, recycle rates, air and steam quantities
and so on. Recently there has been some work on lowering the steam to carbon ratio to the primary
reformer and modifying the catalysts used in the shift converters.The emphasis in ammonia plants
today is for lower energy usage. New Kellogg plants claim 6.85Gcal/short ton for all energy
requirements over one year.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 4
PROCESS OVERVIEW
The Kellogg Ammonia process is a single train process, divisible into four stages, which operate
sequentially. In stage 1 the natural gas undergoes catalytic reforming to produce hydrogen from
methane and steam. The nitrogen required for the ammonia is introduced at this stage. In stage 2,
the resulting syngas is purified by the removal of carbon monoxide and carbon dioxide in a MEA
plant or similar process. Stage 3 consists of compression of the syngas up to the pressure required
in stage 4, the ammonia loop.
Feedstocks and products
Main Feeds
The main feedstock for this ammonia process is 6 million SCFD of natural gas at a temperature of
60oF and a pressure of 340 psig. Its composition is shown in Table 1.
Table 1. Natural Gas Feed
Component Mole %
Carbon Dioxide 2.95
Nitrogen 3.05
Methane 80.75
Ethane 7.45
Propane 3.25
Butane 2.31
Pentane 0.24
Before entering the primary reformer, the natural gas is mixed with superheated steam at 334 psig
and 950 F. Nitrogen is supplied from the air which is fed to the secondary reformer at 289 psig and
330 F. The composition of air is displayed in Table 2.
Table 2. Air Feed
Component Mole %
Oxygen 21.00
Nitrogen 78.05
Argon 0.95
There is also a water feed which is used to saturate the syngas in the MEA plant.
Products
The main product of an ammonia plant is, of course, ammonia. The ammonia product stream must
have a purity greater than 99.5%. The major impurities are hydrogen, nitrogen, argon and methane.
The other product streams are:
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 5
o letdown gas from the final separator consisting of approximately 45%
ammonia, 30% hydrogen with the rest being nitrogen, argon and methane
o purge gas from the ammonia loop consisting of approximately 8% ammonia,
57% hydrogen plus nitrogen, argon and methane
Ammonia is recovered from the letdown and purge gases in an absorber.
Detailed descriptions of the product streams may be found at the end of the Simulation section in
Table 3.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 6
Stage 1: Catalytic Reforming
Following sulfur removal, the primary steam reformer converts about 70% of the hydrocarbon feed
into raw synthesis gas in the presence of steam using a nickel catalyst.
The main reforming reactions are:
CH4 + H2O ↔ CO + 3H2
CO + H2O ↔ CO2 + H2
In the secondary reformer, air is introduced to supply the nitrogen. The heat of combustion of the
partially reformed gas raises the temperature and supplies the energy to reform most of the
remaining hydrocarbon feed.
The reformer product stream is used to generate steam and to preheat the natural gas feed.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 7
Stage 2: Shift and Methanation
The shift conversion is carried out in two stages. The first uses a high temperature catalyst and the
second uses a low temperature one.
The shift converters remove the carbon monoxide produced in the reforming stage by converting it
to carbon dioxide by the reaction:
CO + H2O ↔ CO2 + H2
This reaction also creates additional hydrogen for the ammonia synthesis.
Shift reactor effluent is cooled and the condensed water is separated. The gas is then passed to the
purification section where carbon dioxide is removed from the synthesis gas in any one of a number
of systems such as hot carbonate, MEA, Selexol etc.
After the purification stage, the last traces of carbon monoxide and carbon dioxide are removed in
the methanation reactions:
CO + 3H2O ↔ CH4 + H2
CO2 + 4H2 ↔ CH4 + 2H2O
The methanation reaction is necessary not only to remove the carbon monoxide and carbon dioxide,
but also to create water which can then be removed in the compression stage. This will add
efficiency to the process in that any water that is removed will not have to be circulated in the large
recycle loop in the ammonia synthesis stage.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 8
Stage 3: Compression
The purified synthesis gas is cooled and the condensed water is removed. The gas is then
compressed in a three stage unit. The centrifugal compressors are driven by steam turbines using
steam generated in the plant itself, reducing overall power consumption.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 9
Stage 4: Conversion
The compressed synthesis gas is dried, mixed with a recycle stream and introduced into the
synthesis loop after the recycle compressor. The gas mixture is chilled and liquid ammonia is
removed from the secondary separator. The vapor is heated and passed to the ammonia converter.
The feed is preheated inside the converter before entering the catalyst bed.
The ammonia synthesis reaction is:
N2 + 3H2 ↔ 2NH3
Very high pressures (typically in excess of 300 atmospheres) are required in order to obtain a
reasonable conversion. The conversion of hydrogen per pass is still less than 30% and so a large
recycle of unreacted gases is necessary.
The converter vapor product is cooled by ammonia refrigeration in the primary separator to
condense the ammonia product.
A purge is removed from the remaining gases to prevent the build up of inerts in the loop. The
molar concentration of inerts (argon and methane) in the converter feed is maintained at 12%.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 10
ENERGY INTEGRATION
The process features a high level of energy integration. Nearly all the power and heating
requirements of the process are met by the heat available elsewhere in the process.
In the Reformer
The primary reformer passes the natural gas and steam mixture through catalyst-packed tubes in a
furnace. The furnace exhaust gases are used to generate steam in a series of boilers. This steam is
then used to drive the compressors.
The effluent from the secondary reformer is used in a waste heat boiler and then to preheat the feed
to the desulfurizer.
In the Shift and Methanators
The methanator feed is preheated by exchanging with the methanator product and then further
heated by exchange with the high temperature shift reactor effluent. Energy from this effluent is
further recovered in a waste heat boiler.
The effluent from the low temperature shift reaction is used in another reboiler.
In the Conversion
The products from the ammonia converter are mixed with the synthesis gas from the compressors
and cooled for ammonia separation by exchange with the converter feed. The converter feed is
preheated by the products inside the converter vessel.
MATERIAL RECYCLE
The final stage, the Synthesis Loop, is a recycle operation. The conversion of nitrogen and
hydrogen to ammonia in the converter is very low - less than 30% of the hydrogen is converted per
pass. Therefore there has to be a large recycle in order to convert all the feed and ensure that the
final ammonia product reaches the required purity.
The ratio of recycle to ammonia product is of the order of 3:1
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 11
PROCESS SIMULATION
The PRO/II input for the simulation may be found in Appendix C. This section will explain the
details of the PRO/II simulation used in this case study. The screen shots are meant to illustrate
specific data entry for points of interest.
The “Simulation Flowsheets” shown below differ from the previous process flowsheets in that they
include stream identifiers and show the way the simulation is solved. This becomes especially
important for recycle solutions, both for thermal recycles and material recycles. A full flowsheet
may be found in Appendix A.
General Data
Because stage 4 of this process involves a loop which has a large recycle rate in comparison to the
product rates, it is essential that the flowsheet is in mass balance. The normal stream component
recycle convergence tolerance must therefore be tightened - in this case to 0.05%. The stream
Temperature and Pressure recycle tolerances were also tightened to 0.1 and 0.001 respectively. The
threshold mole fraction limit for trace components in the recycle is also reduced to 0.0001 in order
to ensure that all components are checked for the loop convergence. The maximum allowed
number of recycle trials is increased to 150 to ensure that the number of recycle trials is sufficient
to converge the flowsheet. The Wegstein acceleration option is used to help speed up convergence.
The graphic below shows the data entry window for the recycle convergence and acceleration
options.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 12
PRO/II is also asked to report the overall flowsheet mass balance in the Miscelleous Report
Options menu.
Component Data
All the components in the simulation are available in the PRO/II data bank.
Thermodynamic Data
For most of the units in the flowsheet the Soave-Redlich-Kwong (SRK) equation of state is an
excellent predictor of phase equilibrium and thermal properties. However, in stage 4 where the
ammonia is being separated from the recycle gas in flash units, a more accurate prediction is
needed to represent the interaction between ammonia and the other components in the streams. For
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 13
this, a second method is used with user-defined SRK binary interaction parameters defined in Table
3 below.
Table 3. Binary Interaction Parameters for Thermodynamic Method 2
Component i H2 H2 H2 N2 H2 N2 Argon C1
Component j N2 Argon C1 C1 NH3 NH3 NH3 NH3
kija 0.085 0.0004 -0.2079 0.0204 0.276 0.31 0.3383 0.18
kijb 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0
kijc 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0
UOM R R R R R R R R
Invoking the use of the second thermodynamic set for the ammonia separators is as simple as
selecting the second thermodynamic set from the Thermodynamic System drop-down window in
the Flash drum data entry window. The graphic below depict this drop down list with the available
thermodynamic methods.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 14
36
34
39
37
D-7
37A
DM1
40
32A D-8
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 15
Stream Data
Feed Streams
The main feed streams - natural gas, steam, and air - are defined in the normal way by rate,
composition, temperature, and pressure. In addition there is a water feed to the MEA plant which
ensures that the syngas leaves the plant saturated.
Recycle Streams
There is a recycle stream in stage 4. The large flowrate of this recycle stream relative to the
flowsheet feeds and products along with the fact that the ammonia species is created in the recycle,
necessitates an initial estimate of the rate and composition of the recycle stream. The stream initial
estimates are entered into stream 31R below:
Other Streams
There are several thermal recycles in this flowsheet. These may be simulated in one of several
different ways:
They can be input as they are and allowed to converge naturally
They can be replaced by simpler units and solved rigorously after the flowsheet has solved
Or they may be circumvented by using the REFERENCE STREAM facility.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 16
The reference stream option was chosen in this simulation to circumvent the thermal recycles.
Thermal recycles can be broken using reference streams because the composition of the stream
remains the same through the thermal recycle loop. The only thing that changes within the thermal
recycle loop is temperature and pressure. If the temperature an pressure is know elsewhere in the
loop, a reference stream can be used to break the thermal recycle loop. This will speed up the
convergence time of the simulation without sacrificing accuracy in the results.
In stage 2, the feed to the low temperature shift reactor (stream 13) is referenced to the high
temperature shift product (stream 11). This defines all the properties of stream 13 as the same as
stream 11. Temperature and pressure are over-written and defined as 400 oF and 274 psig. Similarly,
stream 21 is referenced to stream 19 with a temperature of 675 oF and a pressure of 254 psig. These
reference streams allow the heat exchangers to be solved separately after converging the air
flowrate controller loop.
Stream 13 is not defined as a product from a unit operation. However, in stage 4, stream 38B is a
unit operation product. Nevertheless, in order to eliminate a thermal recycle around the Ammonia
Converter, it is referenced to stream 38.
This means that stream 38B takes its composition and rate at all times from stream 38 but its
temperature and pressure are calculated by the heat exchanger from which it is a product.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 17
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 18
Unit Operations for Stage 1 - Catalytic Reforming
Input
Since there is no sulfur in the input, the Desulfurizer RX1 is modeled as an isothermal flash to set
the temperature and pressure of the reformer feed.
Both the reformers, RX2 and RX3, are modeled as Gibbs Free Energy reactors with typical
temperature approaches specified.
The rate of air feed to the secondary reformer must be such that the syngas product from stage 2
has the correct nitrogen:hydrogen ratio. This is achieved by putting a controller on the stage 2
Methanator product and varying the air feed rate to the secondary reformer. This means that stages
1 and 2 are in a controller loop.
To satisfy the primary reformer, the molar ratio of steam (stream 5) to natural gas (stream 1) should
be 6:1. The flow rate of the steam could be set to the correct value in the Stream Data Section.
However, that would involve calculating the molar rate of natural gas (the stream is known only in
volume units) before the simulation begins. It is much easier to let PRO/II perform that calculation.
Furthermore, allowing PRO/II to perform this calculation allows the natural gas stream to be
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 19
changed at any time (for a turndown case or a different design case) and the steam rate to be
automatically recalculated.
The secondary reformer product (stream 8) is used to preheat the desulfurizer feed (stream 2). This
thermal recycle is not a simple one in that the process demands a fixed temperature for both the
products from exchanger X-1. This is achieved by dividing the exchanger into two halves: the cold
side is X-1A and is solved before the desulfurizer; the secondary reformed product is cooled in H-1,
a combination of waste heat boiler WHB1 and the hot side of X-1.
After stages 1 and 2 have solved, H-1 is divided into WHB1 and the hot side of X-1 (X-1B). This
can be achieved because PRO/II allows the use of reference streams to link two streams. The define
feature is similar to reference stream feature except that it links unit operation parameters. The
define feature was used to link the duties from one exchanger to another. In this case stream 8_R1
was referenced to stream 8 and the duties for X1-B and WHB1 were defined as the duties for X-1A
and H-1 respectively.
The graphics below illustrate the use of the define feature to line the duties together.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 20
WHB1's duty is calculated as the difference between the duties of H-1 and X-1A. X1-B's duty is
simply the same as that for X1-A except with the opposite sign.
Results
The stream calculator determines the steam flowrate as 3952.7 lb mole/hr which is six times the
natural gas flowrate.
Virtually all of the C2 and higher hydrocarbons are broken down in the primary reformer and
converted to hydrogen, carbon monoxide and carbon dioxide. 58% of the methane in the feed is
also converted. 95% of the residual methane is converted in the secondary reformer along with the
remaining traces of ethane and propane. All of the oxygen is consumed in the secondary reformer.
The duties of WHB1 and X-1 are 53.62 and 4.17 MM Btu/hr respectively.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 21
Unit Operations for Stage 2 - Catalytic Shift and Methanation
Input
Both the High Temperature Shift Reactor (RX4) and the Low Temperature Shift Reactor (RX5) are
modeled by an equillibrium reactor unit operation using the built-in shift reaction equilibrium data.
They operate adiabatically and the products are assumed to be at equilibrium.
The MEA plant removes the bulk (99.92%) of the carbon dioxide from the shift reactor product and
is modeled as a stream calculator (T-1). The treated gas is saturated with water in flash unit SAT
and excess water discharged.
The final part of stage 2 is the Methanator (RX6), modeled by an equillibrium reactor unit
operation using the built-in methanator and shift reaction equilibrium data. The reactor operates
adiabatically and equilibrium is assumed to be achieved.
The syngas must have a hydrogen:nitrogen molar ratio of 3:1 to satisfy the stoichiometry of the
ammonia reaction. This is accomplished by inserting a controller to measure that ratio in the
Methanator product and vary the air feed to the Secondary Reformer until the required ratio is
achieved. Thus there is a significant loop involving most of the units of stages 1 and 2. This makes
it more important for any thermal recycles within that loop to be eliminated if at all possible.
The thermal recycle in stage 2 of the plant is a complex one, involving preheating the Methanator
feed first with its own product and then with the RX4 product. This recycle is eliminated by
referencing streams 13 and 21 to bypass these exchangers completely.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 22
Stream 13 is the same as stream 11 except for its temperature and pressure, both of which are
known. Therefore stream 13 is set in the Stream Data Section and referenced to stream 11. It gets
its rate and composition from stream 11 and its conditions from the Stream Data Section.
In the same way, stream 21 is referenced to stream 19.
After the control loop has solved, exchangers X-2, WHB2 and X-3 are solved in the normal way.
Results
The controller solves after 3 trials with an air flowrate of 1008 lb mole/hr. This produces the
required hydrogen:nitrogen ratio in the product from the methanator.
85% of the carbon monoxide is converted in RX-4 and 93% of the remainder is converted in RX-5.
This gives a concentration of 0.055% carbon monoxide and 11.1% carbon dioxide in the exit gas
from RX-5. The concentration of carbon dioxide is reduced to 0.02% in the MEA Plant.
The final removal of all the carbon monoxide and carbon dioxide is carried out in the methanator
reactor.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 23
Unit Operations for Stage 3- Compression
Input
The Condensate Separator (D-2) is modeled as a flash unit, decanting water in a declared water
stream and using the PRO/II built-in water solubility data.
The compressors are modeled as single stage isentropic compressions with a specified adiabatic
efficiency of 95%. Each one has an aftercooler reducing the product temperature to 95 F. The first
and second compressors also have water decantation streams to knock out any liquid water that
may have condensed in the aftercoolers. Finally, all the remaining water is removed in a drying unit
(SEP1), modeled as a stream calculator.
Results
The compressor work for the three stages is 1752, 1831 and 1776 HP respectively. The
corresponding aftercooler duties are 4.73, 4.70 and 4.35 MM Btu/hr.
Most of the water is removed after the first compressor with a small amount removed after the
second compressor. The final separator removes all remaining water from the synthesis loop feed.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 24
Unit Operations for Stage 4 – Conversion
Input
The fourth compressor (CP-4) is in the ammonia recycle loop. The loop starts at that unit, stream
31R being the main recycle stream. An initial estimate for this stream is needed, as discussed in the
Stream Data Section above.
The Ammonia Converter feed is preheated by exchanging inside the converter with its product
stream. This exchanger is modeled separately in the flowsheet as FDEF. The exchangers before the
separators do not appear on the simulation flowsheet as they are combined with the separators.
There are two thermal recycles in the loop. The loop involving the convertor and feed preheater is
split by referencing the convertor feed (stream 38B) to the product from exchanger X-4 (stream 38)
in the Stream Data Section. FDEF is then solved after the convertor when both feed streams have
been calculated.
The loop involving exchanger X-4 is solved explicitly as it appears in the flowsheet. This involves
introducing an inner loop within the ammonia recycle loop. This loop could also be eliminated by
using the devices mentioned above.
The Ammonia Converter (RX-7) is modeled using an equilibrium reactor model with supplied
equilibrium data.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 25
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 26
The reference condition for heat of reaction data is given as vapor at 800 F and the stoichiometry
represents the well-known ammonia synthesis reaction. The heat of reaction is given as -45.18
thousand energy units per mole of base component reacted, in this case nitrogen. The equilibrium
constant is a function of temperature according to the Arrhenius equation:
Ln (Keq) = A + B/T
The equilibrium constant is computed at a temperature equal to the reaction temperature minus the
approach temperature difference given.
The feed to the reactor has to contain 12 mole% of inerts (argon and methane). This is achieved by
varying the rate of the recycle stream 31R using a controller (CTL1). This action of the controller
could conflict with the recycle convergence because this stream is also the recycle stream for the
main loop. This is avoided by solving the recycle before the controller is invoked.
In order to maintain the inerts material balance, a purge stream is taken off the recycle stream. The
rate of this stream is calculated in calculator (BD-1). This would act similar to a valve on the purge
stream regulating the flow.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 27
The calculator builds a dummy stream 31X consisting of stream 28, the dry syngas feed to the loop,
minus the products from the loop, streams 32 and 37. The splitter SP1 operates such that the argon
rate in the purge stream 31P is equal to the argon rate in the dummy stream 31X - in other words
equal to the net argon coming in to the loop. Thus there is an exact argon balance in the loop and
there will be no build up of inerts as the flowsheet recycle solves.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 28
Results
The synthesis loop solves with a production of 1539.6 lb mole/hr of 99.7% purity ammonia. The
product compositions are shown in Table 4. The overall conversion to ammonia is 98% with a
reactor conversion per pass of 27.4% based on Nitrogen. The recycle stream rate is 10654 lb
mole/hr giving a recycle:feed ratio of 3.3:1. The purge stream is 74.1 lbmol/hr which is 0.7% of the
total recycle flowrate.
Table 4. Ammonia Plant Product Streams
Component NH3 Product Let Down Gas Purge
Hydrogen 1.69 21.45 42.39
Nitrogen 0.43 6.15 14.38
Argon 0.56 4.05 4.97
Methane 1.92 7.68 6.11
Ammonia 1535.03 33.3 6.27
Rate (lb mol/hr) 1539.72 72.65 74.12
Temperature (F) 79.4 79.4 85
Pressure (psig) 350 350 4660
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 29
USE OF THE MODEL IN PROCESS CONTROL
Very clear benefits of using a computer model of a Kellogg Ammonia plant were demonstrated in a
paper published in Hydrocarbon Processing, November 1980. The paper focuses on the design of
control strategies and uses a simulation model to derive the responses of the plant to different
settings of various parameters.
The parameters that were examined were:
The ratio of synthesis loop recycle rate to fresh syngas
In many plants the fresh syngas feed to the synthesis loop is limited by front-end
restrictions such as insufficient synthesis compressor power or absorber capacity.
The ratio of nitrogen to hydrogen in the syngas
At constant syngas make-up rates, ammonia production increased as H/N decreased,
but synthesis compressor loadings increased.
Synthesis loop pressure
Production of ammonia increases with increased loop pressure. The design pressure,
constrained by mechanical considerations, is the limiting factor and the purge
system should be operated the keep the operating pressure just below the design
pressure.
The temperature of the synthesizer feed
Production is extremely sensitive to this parameter and an optimum temperature can
be found. The control of this parameter is critical to the profitability of the plant.
Methane content in syngas
Ammonia production decreases with increasing methane. Improved primary
reformer temperature control can alleviate this problem.
The results of these simulations have been put into practice in a number of installations and these
have consistently led to improved productivity and higher conversion efficiency.
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 30
This page left blank intentionally
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 31
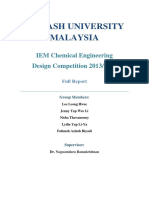
APPENDIX A - Complete Ammonia Plant Flowsheets
Graphical Representation:
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 32
PRO/II Flowsheet:
PG001
CO2
PG000
17 T-1
7
19A
5
WAT
4 6 13 16
SAT
S1 15
CW-1
XS
14 D-1
3 RX-4
RX-2 RX-3 RX-5 18
8 10
RX-1
13X REB1
11
21X
X-1A WHB2 22
1 2
H-1
GASHEATER 21
12
8_R1 CT1
9 10X X-2
RX-6
WHB1 X1-B
20 19
Stage 1 - Catalytic Reforming X-3
23
CW2
24
Stage 2 - Catalytic Shift and Methanation
PG002 PG003
38B
WA3
31X
29A
27
26 28A
BD1
FDEF X-4
CP-2
CP-1 CP-3 RX-7
38
WA2 SEP1
WA1 36A
25
28 REFC CAL1
S1
34
31P DM2
29 M1
SP1
36
D-2
CTL1
24W
31A 31RA 33
31 37 39
Stage 3 - Compression DM3
31RB
31R CP-4
D-7
37A
DM1
DUM1
DUM2 40
32
32A D-8
D-6
DM4
Stage 4 - Conversion
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 33
7
5
4 6
S1
3 RX-2 RX-3
8 10
RX-1
X-1A
1 2 Hx Name WHB1 X1-B
Hx Description H-1
Duty MM BTU/HR 53.6202 4.1698
GASHEATER
8_R1
9 10X
WHB1 X1-B
Stage 1 - Catalytic Reforming
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 34
PG001
CO2
17 T-1
19A
10 WAT
13 16
SAT
15
CW-1
XS
14 D-1
RX-4 18
RX-5
13X REB1
11
21X
WHB2 22
21
12
CT1
X-2
RX-6
20 19
X-3
23
CW2
24
Stage 2 - Catalytic Shift and Methanation
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 35
24
WA3
27
26 28A
CP-2
CP-1 CP-3
WA2 SEP1
WA1
25
28
D-2
24W
Stage 3 - Compression
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 36
PG003
38B
31X
29A
BD1
FDEF X-4
RX-7
38
36A
28 REFC CAL1
S1
34
31P DM2
29 M1
SP1
36
CTL1
31A 31RA 33
31 37 39
31RB
D-7
DM3 31R CP-4 DM1
37A
DUM1
DUM2 40
32
32A D-8
D-6
DM4
Stream Name 40 39 31P
Stream Description NH3 PROD LETDWN GAS PURGE
Temperature F 79.412 79.412 84.999
Pressure PSIG 350.000 350.000 4660.000
Phase Liquid Vapor Vapor
Flowrate LB-MOL/HR 1539.771 72.685 73.284
Stage 4 - Conversion
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 37
APPENDIX B - PRO/II SELECTED OUTPUT
The chart below was taken from the PRO/II output file. This depicts the overall plant mass balance
as calculated by PRO/II:
OVERALL PLANT MASS BALANCE
------------------ LB/HR ------------------ PERCENT
COMPONENT FEED +REACTION -PRODUCT =DEVIATION DEV
--------------------- ---------- ---------- ---------- ---------- -------
1 H2O 200171.24 -19308.08 180863.16 0.00 0.00
2 O2 6773.16 -6773.16 0.00 0.00 0.00
3 CO 11110.16 0.00 11110.16 0.00 0.00
4 CO2 51686.75 32899.52 84586.27 0.00 0.00
5 H2 23765.16 124.05 23896.18 -6.96 -0.03
6 N2 135607.21 -22050.76 113588.40 -31.95 -0.03
7 A 2295.14 0.00 2295.14 0.00 0.00
8 C1 9501.45 -8284.17 1219.00 -1.71 -0.14
9 C2 1475.82 -1475.81 0.01 0.00 0.00
10 C3 944.14 -944.14 0.00 0.00 0.00
11 NC4 884.53 -884.53 0.00 0.00 0.00
12 NC5 114.08 -114.08 0.00 0.00 0.00
13 NH3 0.00 26811.15 26817.75 -6.60 -0.02
TOTAL 444328.83 0.00 444376.06 -47.23 -0.01
The chart below was taken from the PRO/II output file. This depicts the summary of RX-7,7, the
ammonia converter.
OPERATING CONDITIONS
REACTOR TYPE ADIABATIC REACTOR
DUTY, MM BTU/HR 7.08086E-05
TOTAL HEAT OF REACTION AT 800.00 F, MM BTU/HR -35.5038
INLET OUTLET
----------- -----------
FEED 38B
VAPOR PRODUCT 29A
TEMPERATURE, F 571.29 926.82
PRESSURE, PSIG 4760.0000 4730.0000
REACTION DATA
--------- RATES, LB-MOL/HR ---------- FRACTION
COMPONENT FEED CHANGE PRODUCT CONVERTED
------------------ ----------- ----------- ----------- -----------
2 O2 6.14596E-09 0.0000 6.14596E-09
3 CO 1.04160E-05 0.0000 1.04160E-05
4 CO2 9.67314E-08 0.0000 9.67314E-08
5 H2 8516.0375 -2361.2530 6154.7844 0.2773
6 N2 2875.2775 -787.0843 2088.1931 0.2737
7 A 723.2566 0.0000 723.2566
8 C1 892.0648 0.0000 892.0648
9 C2 1.23713E-03 0.0000 1.23713E-03
10 C3 1.21410E-08 0.0000 1.21410E-08
11 NC4 4.63078E-09 0.0000 4.63078E-09
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 38
12 NC5 3.02841E-09 0.0000 3.02841E-09
13 NH3 525.0477 1574.1687 2099.2164
TOTAL 13531.6852 -1574.1687 11957.5165
LB-MOL/HR FRACTION
BASE COMPONENT REACTION CONVERTED CONVERTED(1)
------------------ ----------- ----------- ------------
6 N2 1 787.0843 0.2737
REACTOR MASS BALANCE
----------- Rates, LB/HR ------------ Fraction
Component Feed Change Product Converted
-------------------- ----------- ----------- ----------- -----------
2 O2 1.96663E-07 0.0000 1.96663E-07
3 CO 2.91756E-04 0.0000 2.91756E-04
4 CO2 4.25713E-06 0.0000 4.25713E-06
5 H2 17167.3105 -4760.0030 12407.3075 0.2773
6 N2 80546.5254 -22048.9708 58497.5546 0.2737
7 A 28892.6554 0.0000 28892.6554
8 C1 14311.1818 0.0000 14311.1818
9 C2 0.0372 0.0000 0.0372
10 C3 5.35374E-07 0.0000 5.35374E-07
11 NC4 2.69157E-07 0.0000 2.69157E-07
12 NC5 2.18500E-07 0.0000 2.18500E-07
13 NH3 8941.8560 26808.9734 35750.8294
Total 149859.5666 0.0000 149859.5662
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 39
The following pages show selected parts of the stream information exported to Excel.
Component Rates
Stream Name NATGAS 5 7 31P 39 40
Description NAT GAS STEAM AIR PURGE LET DWN GAS NH3 PROD
Phase Vapor Vapor Vapor Vapor Vapor Liquid
Temperature F 60.00 950.00 330.00 85.00 79.42 79.42
Pressure PSIG 340.0 334.0 289.0 4660.0 350.0 350.0
Molecular Weight 20.30 18.02 28.96 12.03 14.70 17.02
Component Molar Rates LB-MOL/HR
H2O 3952.74
O2 211.67 0.00 0.00 0.00
CO 0.00 0.00 0.00
CO2 19.43 0.00 0.00 0.00
H2 42.39 21.45 1.69
N2 20.09 786.70 14.39 6.15 0.44
A 9.58 4.97 4.05 0.56
C1 531.97 6.11 7.68 1.92
C2 49.08 0.00 0.00 0.00
C3 21.41 0.00 0.00 0.00
NC4 15.22 0.00 0.00 0.00
NC5 1.58 0.00 0.00 0.00
NH3 6.27 33.28 1535.03
Total LB-MOL/HR 658.79 3952.74 1007.95 74.12 72.61 1539.64
Component Mole Fractions
H2O 1.00
O2 0.21 0.00 0.00 0.00
CO 0.00 0.00 0.00
CO2 0.03 0.00 0.00 0.00
H2 0.57 0.30 0.00
N2 0.03 0.78 0.19 0.08 0.00
A 0.01 0.07 0.06 0.00
C1 0.81 0.08 0.11 0.00
C2 0.07 0.00 0.00 0.00
C3 0.03 0.00 0.00 0.00
NC4 0.02 0.00 0.00 0.00
NC5 0.00 0.00 0.00 0.00
NH3 0.08 0.46 1.00
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 40
Stream Name NATGAS 5 7 31P 39 40
Description NAT GAS STEAM AIR PURGE LET DWN GAS NH3 PROD
Phase Vapor Vapor Vapor Vapor Vapor Liquid
Total Stream Properties
Rate LB-MOL/HR 658.79 3952.74 1007.95 74.12 72.61 1539.64
LB/HR 13371.05 71209.75 29194.01 891.78 1067.09 26211.19
Std. Liquid Rate FT3/HR 607.71 1141.79 536.33 37.68 36.41 682.83
Temperature F 60.00 950.00 330.00 85.00 79.42 79.42
Pressure PSIG 340.00 334.00 289.00 4660.00 350.00 350.00
Molecular Weight 20.30 18.02 28.96 12.03 14.70 17.02
Enthalpy MM BTU/HR 1.34 106.60 1.83 0.07 0.34 1.54
BTU/LB 100.14 1497.06 62.55 76.90 319.43 58.89
Mole Fraction Liquid N/A N/A N/A N/A N/A 1.00
Reduced Temp. 1.36 1.21 3.31 2.92 1.27 0.74
Pres. 0.53 0.11 0.56 10.49 0.38 0.22
Acentric Factor 0.03 0.34 0.03 -0.09 0.06 0.25
Watson K (UOPK) 17.48 8.76 6.00 11.88 12.29 12.26
Standard Liquid Density LB/FT3 22.00 62.37 54.43 23.67 29.31 38.39
Specific Gravity 0.35 1.00 0.87 0.38 0.47 0.62
API Gravity 269.59 10.00 30.62 241.36 169.61 98.40
Vapor Phase Properties
Rate LB-MOL/HR 658.79 3952.74 1007.95 74.12 72.61 n/a
LB/HR 13371.05 71209.75 29194.01 891.78 1067.09 n/a
FT3/HR 9627.93 168399.02 28355.77 105.55 1087.83 n/a
Std. Vapor Rate FT3/HR 250000.00 1500000.13 382500.00 28127.78 27552.61 n/a
Specific Gravity (Air=1.0) 0.70 0.62 1.00 0.42 0.51 n/a
Molecular Weight 20.30 18.02 28.96 12.03 14.70 n/a
Enthalpy BTU/LB 100.14 1497.06 62.55 76.90 319.43 n/a
CP BTU/LB-F 0.51 0.53 0.25 0.68 0.57 n/a
Density LB/FT3 1.39 0.42 1.03 8.45 0.98 n/a
Thermal Conductivity BTU/HR-FT-F n/a 0.04 n/a n/a n/a n/a
Viscosity CP n/a 0.03 n/a n/a n/a n/a
Liquid Phase Properties
Rate LB-MOL/HR n/a n/a n/a n/a n/a 1539.64
LB/HR n/a n/a n/a n/a n/a 26211.19
FT3/HR n/a n/a n/a n/a n/a 701.00
Std. Liquid Rate FT3/HR n/a n/a n/a n/a n/a 682.83
Specific Gravity (H2O @ 60 F) n/a n/a n/a n/a n/a 0.62
Molecular Weight n/a n/a n/a n/a n/a 17.02
Enthalpy BTU/LB n/a n/a n/a n/a n/a 58.89
CP BTU/LB-F n/a n/a n/a n/a n/a 1.25
Density LB/FT3 n/a n/a n/a n/a n/a 37.39
Surface Tension DYNE/CM n/a n/a n/a n/a n/a n/a
Thermal Conductivity BTU/HR-FT-F n/a n/a n/a n/a n/a n/a
Viscosity CP n/a n/a n/a n/a n/a n/a
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 41
APPENDIX C - PRO/II INPUT FILE
TITLE DATE=NH3 SYN
DESC This is the PRO/II simulation file corresponding to the
DESC PRO/II Casebook on Ammonia Synthesis.
DESC For more information on this model
DESC please contact Technical Support
DESC
PRINT INPUT=ALL, STREAM=COMPONENT, RATE=M, MBALANCE, ION=NONE
TOLERANCE STREAM=0.0005,-0.1,0.0001,0.001
DIMENSION ENGLISH, PRES=PSIG
SEQUENCE DEFINED=GASHEATER,X-1A,RX-1,S1,RX-2,RX-3,H-1,RX-4,RX-5, &
REB1,CW-1,D-1,T-1,SAT,RX-6,CT1,X-3,X-2,WHB2,WHB1,X1-B,CW2, &
D-2,CP-1,CP-2,CP-3,SEP1,REFC,CP-4,X-4,M1,D-7,DM2,DM1,RX-7, &
FDEF,D-6,DM3,DM4,BD1,SP1,DUM1,CAL1,DUM2,CTL1,D-8
CALCULATION TRIALS=150, RECYCLE=ALL, COMPCHECK=CALC, DVARIABLE=ON, &
FLASH=DEFAULT, MAXOPS=1000000, CDATA=FIX
COMPONENT DATA
LIBID 1,H2O/2,O2/3,CO/4,CO2/5,H2/6,N2/7,A/8,C1/9,C2/10,C3/11,NC4/ &
12,NC5/13,NH3, BANK=SIMSCI,PROCESS
THERMODYNAMIC DATA
METHOD SYSTEM=SRK, TRANSPORT=NONE, DENSITY(L)=RCK1, SET=1, DEFAULT
METHOD SYSTEM=SRK, DENSITY(L)=RCK1, SET=2
KVAL(VLE)
SRK(R) 5,6,0.085,0,0
SRK(R) 5,7,0.0004,0,0
SRK(R) 5,8,-0.2079,0,0
SRK(R) 7,8,0.0204,0,0
SRK(R) 5,13,0.276,0,0
SRK(R) 6,13,0.31,0,0
SRK(R) 7,13,0.3383,0,0
SRK(R) 8,13,0.18,0,0
STREAM DATA
PROPERTY STREAM=1, TEMPERATURE=60, PRESSURE=340, PHASE=M, &
RATE(GV)=250000, COMPOSITION(M)=4,2.95/6,3.05/8,80.75/ &
9,7.45/10,3.25/11,2.31/12,0.24
PROPERTY STREAM=5, TEMPERATURE=950, PRESSURE=334, PHASE=M, &
COMPOSITION(M,LBM/H)=1,1000
PROPERTY STREAM=7, TEMPERATURE=330, PRESSURE=289, PHASE=M, &
RATE(GV)=375000, COMPOSITION(M)=2,21/6,78.05/7,0.95
PROPERTY STREAM=WAT, TEMPERATURE=100, PRESSURE=271, PHASE=M, &
COMPOSITION(M,LBM/H)=1,1000
PROPERTY STREAM=31R, TEMPERATURE=85, PRESSURE=4660, PHASE=M, &
COMPOSITION(M,LBM/H)=5,6000/6,2000/7,300/8,1000/13,700
PROPERTY STREAM=31X, TEMPERATURE=85, PRESSURE=4660, PHASE=M, &
COMPOSITION(M,LBM/H)=7,7
PROPERTY STREAM=36A, TEMPERATURE=40, PRESSURE=4840, PHASE=M, &
COMPOSITION(M,LBM/H)=5,8514.13/7,724.309/2,6.16216E-9/ &
3,1.04288E-5/4,9.6746E-8/6,2874.7/8,893.043/9,0.00123812/ &
10,1.21531E-8/11,4.64927E-9/12,3.04016E-9/13,525.107
PROPERTY STREAM=S1, TEMPERATURE=93.719, PRESSURE=4950, PHASE=M, &
COMPOSITION(M,LBM/H)=5,8517.75/7,724.917/2,6.18542E-9/ &
3,1.04418E-5/4,1.01574E-7/6,2875.69/8,894.384/9,0.00124165/ &
10,1.21867E-8/11,4.65563E-9/12,3.04603E-9/13,902.201
PROPERTY STREAM=13, TEMPERATURE=400, PRESSURE=274, REFSTREAM=11
PROPERTY STREAM=21, TEMPERATURE=675, PRESSURE=254, REFSTREAM=19
PROPERTY STREAM=38B, TEMPERATURE=571.14, PRESSURE=4760, &
REFSTREAM=38
PROPERTY STREAM=8_R1, REFSTREAM=8
NAME 1,NAT GAS/5,STEAM/7,AIR/31R,RECYCLE/11,HTS OUT/19,TRTD GAS/ &
38,RX FEED/8,SEC REF OUT/6,PR REF OUT/14,LTS OUT
NAME 17,MEA FEED/22,METH PROD/25,SYN GAS/31P,PURGE/31,PRI SEP/ &
36,SEC SEP/39,LETDWN GAS/40,NH3 PROD
RXDATA
RXSET ID=1
REACTION ID=1
STOICHIOMETRY 5,-3/6,-1/13,2
HORX HEAT=-45.108, REFCOMP=6, REFTEMP=800
EQUILIBRIUM A=-32.975, B=22930.4
UNIT OPERATIONS
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 42
HX UID=GASHEATER
COLD FEED=1, M=2
OPER DUTY=1.6
HX UID=X-1A
COLD FEED=2, V=3, DP=2
OPER CTEMP=750
FLASH UID=RX-1, NAME=DESULFURIZER
FEED 3
PRODUCT V=4
ISO TEMPERATURE=740, DP=2
CALCULATOR UID=S1, NAME=STM-GAS FLOW
SEQUENCE STREAM=1,5
PROCEDURE
R(1) = 6.0 * SMR(1) $ CALCULATE STEAM RATE
CALL SRXSTR(SMR,R(1),5) $ SET STEAM RATE TO CALCULATED RATE
RETURN
GIBBS UID=RX-2, NAME=PRI REFORMER
FEED 4,5
PRODUCT V=6
OPERATION DP=45, TEMPERATURE=1360, ISOTHERMAL
ELEMENTS REACTANTS= 1/3/4/5/8/9/10/11/12
CONVERSION APPROACH=-35
GIBBS UID=RX-3, NAME=SEC REFORMER
FEED 6,7
PRODUCT V=8
OPERATION DP=5, ADIABATIC
ELEMENTS REACTANTS= 1/2/3/4/5/8/9/10/11/12
CONVERSION APPROACH=-35
HX UID=H-1, NAME=COOL REFGAS
HOT FEED=8, M=10, DP=4
OPER HTEMP=675
EQUREACTOR UID=RX-4, NAME=H T SHIFT
FEED 10
PRODUCT V=11
OPERATION ADIABATIC, DP=2
RXCALCULATION MODEL=SHIFT
REACTION SHIFT
EQUREACTOR UID=RX-5, NAME=L T SHIFT
FEED 13
PRODUCT V=14
OPERATION ADIABATIC, DP=2
RXCALCULATION MODEL=SHIFT
REACTION SHIFT
FLASH UID=REB1, NAME=REBOILER
FEED 14
PRODUCT V=15
ADIABATIC DP=4, DUTY=-45
HX UID=CW-1
HOT FEED=15, V=16, DP=2
OPER HTEMP=100
FLASH UID=D-1, NAME=COND SEP
FEED 16
PRODUCT V=17, W=18
ADIABATIC
STCALCULATOR UID=T-1, NAME=MEA COLUMN
FEED 17,1
OVHD V=CO2, DTAD=0
BTMS L=19A, DP=12, TEMPERATURE=100
FOVHD(M) 1,3,0
FOVHD(M) 4,4,0.9992
FOVHD(M) 5,13,0
OPERATION STOP=ZERO
FLASH UID=SAT, NAME=H2O SAT
FEED 19A,WAT
PRODUCT V=19, W=XS
ISO TEMPERATURE=100
EQUREACTOR UID=RX-6, NAME=METHANATOR
FEED 21
PRODUCT V=22
OPERATION ADIABATIC, DP=2
RXCALCULATION MODEL=METHANATION
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 43
REACTION METHANATION
REACTION SHIFT
CONTROLLER UID=CT1
SPEC STREAM=22, RATE(LBM/H), COMP=5,WET, DIVIDE, STREAM=22, &
RATE(LBM/H), COMP=6,WET, VALUE=3
VARY STREAM=7, RATE(LBM/H)
CPARAMETER IPRINT, NOSTOP
HX UID=X-3
HOT FEED=22, M=23, DP=2
COLD FEED=19, V=20, DP=2
CONFIGURE COUNTER, U=90, AREA=1025
HX UID=X-2
HOT FEED=11, V=12, DP=2
COLD FEED=20, V=21X, DP=2
CONFIGURE COUNTER
OPER CTEMP=675
HX UID=WHB2
HOT FEED=12, V=13X, DP=2
OPER HTEMP=400
HX UID=WHB1
HOT FEED=8_R1, V=9, DP=2
DEFINE DUTY(BTU/HR) AS HX=H-1, DUTY(BTU/HR), MINUS, HX=X-1A, &
DUTY(BTU/HR)
HX UID=X1-B
HOT FEED=9, V=10X, DP=1
DEFINE DUTY(BTU/HR) AS HX=X-1A, DUTY(BTU/HR), TIMES,-1
FLASH UID=CW2
FEED 23
PRODUCT M=24
ISO TEMPERATURE=100
FLASH UID=D-2, NAME=COND SEP
FEED 24
PRODUCT V=25, W=24W
ADIABATIC
COMPRESSOR UID=CP-1, NAME=1ST STAGE
FEED 25
PRODUCT V=26, W=WA1
OPERATION CALCULATION=GPSA, PRES=700, EFF=95
COOLER ACDP=5, ACTEMP=95
COMPRESSOR UID=CP-2, NAME=2ND STAGE
FEED 26
PRODUCT V=27, W=WA2
OPERATION CALCULATION=GPSA, PRES=1950, EFF=95
COOLER ACDP=5, ACTEMP=95
COMPRESSOR UID=CP-3, NAME=3RD STAGE
FEED 27
PRODUCT V=28A
OPERATION CALCULATION=GPSA, PRES=4960, EFF=95
COOLER ACDP=5, ACTEMP=95
STCALCULATOR UID=SEP1, NAME=WATER REMOVL
FEED 28A,1
OVHD L=WA3, TEMPERATURE=95
BTMS V=28, TEMPERATURE=95
FOVHD(M) 1,1,1
FOVHD(M) 2,13,0
OPERATION STOP=ZERO
CALCULATOR UID=REFC, NAME=REF_RATE
SEQUENCE STREAM=31R
DEFINE P(1) AS STREAM=31R, RATE(LBM/H),TOTAL,WET
PROCEDURE
IF (R(1) .GT. 0) GOTO 100
R(1) = P(1)
100 CALL SRXSTR(SMR,R(1),31R)
RETURN
COMPRESSOR UID=CP-4, NAME=RECYCLE COMP
FEED 31R
PRODUCT V=33
OPERATION CALCULATION=GPSA, PRES=4950, EFF=95, WTOL=1E-5
HX UID=X-4
HOT FEED=S1, M=34, DP=50
COLD FEED=36A, V=38, DP=50
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 44
CONFIGURE COUNTER
OPER CTEMP=84.999
MIXER UID=M1
FEED 33,28
PRODUCT M=S1
FLASH UID=D-7, NAME=SEC SEP
FEED 34
PRODUCT V=36, L=37
ISO TEMPERATURE=39.999, PRESSURE=4840
METHOD SET=2
FLASH UID=DM2
FEED 36
PRODUCT V=36A
ISO TEMPERATURE=39.999
FLASH UID=DM1
FEED 37
PRODUCT L=37A
ISO TEMPERATURE=39.999
EQUREACTOR UID=RX-7, NAME=CONVERTER
FEED 38B
PRODUCT V=29A
OPERATION ADIABATIC, PHASE=V, DP=30, TEMP=900
RXCALCULATION MODEL=STOIC
RXSTOIC RXSET=1
REACTION 1
BASE COMPONENT=6
APPROACH DT=20
HX UID=FDEF, NAME=RX EFFL EXCH
HOT FEED=29A, V=29, DP=30
COLD FEED=38, V=38B, DP=30
CONFIGURE COUNTER
OPER HTEMP=430
FLASH UID=D-6, NAME=PRI SEP
FEED 29
PRODUCT V=31, L=32
ISO TEMPERATURE=84.999, PRESSURE=4660
METHOD SET=2
FLASH UID=DM3
FEED 31
PRODUCT V=31A
ISO TEMPERATURE=84.999
FLASH UID=DM4
FEED 32
PRODUCT L=32A
ISO TEMPERATURE=84.999
CALCULATOR UID=BD1, NAME=PURGE RATE
SEQUENCE STREAM=31X
DEFINE P(1) AS STREAM=28, RATE(LBM/H), COMP=7,WET
DEFINE P(2) AS STREAM=32A, RATE(LBM/H), COMP=7,WET
DEFINE P(3) AS STREAM=37A, RATE(LBM/H), COMP=7,WET
PROCEDURE
V(1) = P(1) - P(2) - P(3)
IF (V(1) .LE. 0.001) V(1) = 0.001
CALL SRXSTR(SMR, V(1), 31X)
RETURN
SPLITTER UID=SP1, NAME=PURGE
FEED 31A
PRODUCT M=31P, M=31RA
OPERATION OPTION=FILL
SPEC STREAM=31P, RATE(LBM/H), COMP=7,WET, DIVIDE, STREAM=31X, &
RATE(LBM/H), COMP=7,WET, VALUE=1, RTOLER=1E-5
FLASH UID=DUM1
FEED 31RA
PRODUCT M=31RB
ADIABATIC
CALCULATOR UID=CAL1, NAME=SET_RATE
SEQUENCE STREAM=31RB
DEFINE P(1) AS CALCULATOR=REFC, R(1)
PROCEDURE
CALL SRXSTR(SMR,P(1),31RB)
RETURN
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 45
FLASH UID=DUM2
FEED 31RB
PRODUCT M=31R
ADIABATIC
CONTROLLER UID=CTL1
SPEC STREAM=38,FRACTION, COMP=7,8,WET, VALUE=0.12, &
ATOLER=0.001
VARY CALCULATOR=REFC, R(1), STEPSIZE=10, EST2=10500
CPARAMETER NOPRINT, NOSTOP, ITER=39
FLASH UID=D-8, NAME=LETDOWN
FEED 32A,37A
PRODUCT V=39, L=40
ADIABATIC PRESSURE=350
RECYCLE DATA
ACCELERATION TYPE=WEGSTEIN, STREAM=36A,31R
LOOP NUMBER=1, START=X-4, END=DM2,WEGSTEIN, TOLE=2E-6
LOOP NUMBER=2, START=CP-4, END=DUM2,WEGSTEIN, TOLE=0.0015
END
PRO/II CASEBOOK AMMONIA SYNTHESIS Page 46
You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- UntitledDocument154 pagesUntitledwaqar munirNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- FULL Report - Alternis Monash PDFDocument417 pagesFULL Report - Alternis Monash PDFManishaa Varatha RajuNo ratings yet
- Man B W Two Stroke Engine Operating On AmmoniaDocument18 pagesMan B W Two Stroke Engine Operating On Ammoniasimhadri sanganiNo ratings yet
- Ammonia Plant Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignDocument24 pagesAmmonia Plant Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignHelena AdamNo ratings yet
- Ammonia ProductionDocument44 pagesAmmonia ProductionBalamurali BalamNo ratings yet
- QAFCODocument10 pagesQAFCOwaqashabibNo ratings yet
- Modern Petrochemicals PDFDocument179 pagesModern Petrochemicals PDFmanojkp33No ratings yet
- Final Report Group 11 Finalize Toc, Hazop, Reference, Code PDFDocument152 pagesFinal Report Group 11 Finalize Toc, Hazop, Reference, Code PDFAnabia Khan50% (2)
- Ammonia Technology TodayDocument22 pagesAmmonia Technology Todayrvnesari100% (3)
- Ammonia AspenDocument24 pagesAmmonia AspenMohammadAlAmeenNo ratings yet
- Ammonia Plant Material BalanceDocument66 pagesAmmonia Plant Material Balancesagar dasgupta100% (1)
- Chambal Fertilizers 2015 Chemical Plant Functioning Adder LedgerDocument38 pagesChambal Fertilizers 2015 Chemical Plant Functioning Adder LedgerPallavNo ratings yet
- Review of The Green Ammonia ProcessDocument5 pagesReview of The Green Ammonia ProcessBrendan JonesNo ratings yet
- HS420 - Ecuity - Ammonia To Green HydrogenDocument70 pagesHS420 - Ecuity - Ammonia To Green HydrogenPhan Anh DuongNo ratings yet
- Ammonia Material 2520 BalanceDocument7 pagesAmmonia Material 2520 Balanceapi-3714811100% (3)
- Nitrogen Fertilizer Production & Technology PDFDocument46 pagesNitrogen Fertilizer Production & Technology PDFRichard Quispe QuispeNo ratings yet
- CO2 RemovelDocument1 pageCO2 RemovelmobNo ratings yet
- HydrogenDocument1 pageHydrogenmobNo ratings yet
- Steam-Methane-Reforming With Heat IntegrationDocument1 pageSteam-Methane-Reforming With Heat IntegrationmobNo ratings yet
- Materials of Construction in Partial OxidationDocument2 pagesMaterials of Construction in Partial OxidationmobNo ratings yet
- ProcessDocument1 pageProcessmobNo ratings yet
- Safe Reduction of LK-853 FENCE at High Pressure: Matt Wishman, EITDocument10 pagesSafe Reduction of LK-853 FENCE at High Pressure: Matt Wishman, EITGrootNo ratings yet
- IFFCO Report.Document43 pagesIFFCO Report.Harsh DesaiNo ratings yet
- Techno-Economic Comparison of 100% Renewable Urea Production ProcessesDocument15 pagesTechno-Economic Comparison of 100% Renewable Urea Production ProcessesNestor TamayoNo ratings yet
- Revisiting The Merseburg Process Economic Opportunity and EnviroDocument28 pagesRevisiting The Merseburg Process Economic Opportunity and EnviroShruti indurkarNo ratings yet
- Nitrogen 2014 Programme 25 OctDocument7 pagesNitrogen 2014 Programme 25 OctAsimNo ratings yet
- R E C Y C L E Purging With ReactionDocument7 pagesR E C Y C L E Purging With ReactionJoSaNo ratings yet
- 10 1016@j Apenergy 2019 114135 PDFDocument12 pages10 1016@j Apenergy 2019 114135 PDFKevin Solórzano MacénNo ratings yet
- European Patent Application: Process and Plant For Ammonia-Urea ProductionDocument16 pagesEuropean Patent Application: Process and Plant For Ammonia-Urea ProductionRashminda AttanayakeNo ratings yet
- Brochure Tecnimont Rev15 Web Con SegnalibroDocument13 pagesBrochure Tecnimont Rev15 Web Con Segnalibroabhinav7373No ratings yet
- Study of Chemical Reactions Effect On The Design and The Performance of An Industrial Secondary Reformer Reactor in The Fertilizers PlantsDocument10 pagesStudy of Chemical Reactions Effect On The Design and The Performance of An Industrial Secondary Reformer Reactor in The Fertilizers PlantsLinh GiangNo ratings yet
- Pfromm - 2017 Towards Sustainable Agriculture - Fossil-Free AmmoniaDocument20 pagesPfromm - 2017 Towards Sustainable Agriculture - Fossil-Free AmmoniaMarcelo ValeriaNo ratings yet
- IFFCO Kalol Internship ReportDocument67 pagesIFFCO Kalol Internship ReportSiddhant Dhiman50% (2)
- Chehade 2019Document37 pagesChehade 2019Vince SantosNo ratings yet
- Production of Ammonia 2 PDFDocument128 pagesProduction of Ammonia 2 PDFAbdullaNo ratings yet