You might also like
- Uebung 2012 10 SPG1 PDFDocument5 pagesUebung 2012 10 SPG1 PDFZivan ZivicNo ratings yet
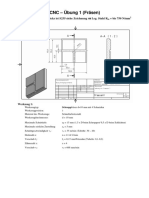
- Lösung Für Die CNC Übung 1 (Fräsen)Document6 pagesLösung Für Die CNC Übung 1 (Fräsen)Trung Quoc LeNo ratings yet
- DN 200 Hmin 05m 2a90Document4 pagesDN 200 Hmin 05m 2a90Carjan BogdanNo ratings yet
- Konstruktionslehre BeispielsammlungDocument9 pagesKonstruktionslehre BeispielsammlungLukeNo ratings yet
- Bgew Son Son CiktiDocument19 pagesBgew Son Son CiktiCemil KabakNo ratings yet
- Lösung Für Die CNC Übung 1 (Drehen)Document5 pagesLösung Für Die CNC Übung 1 (Drehen)Antonio MesaNo ratings yet
- 191343008Document2 pages191343008Cemil KabakNo ratings yet
- VDI 2230 Nachrechung KISSsoft 2002Document20 pagesVDI 2230 Nachrechung KISSsoft 2002Ibrahim Rebhi AlzoubiNo ratings yet
- R12 - Verzahnung I: Aufgabe 1Document8 pagesR12 - Verzahnung I: Aufgabe 1maraska10No ratings yet
- Beispiel Für Die Entwurfsberechnungen Eines KastendurchlassesDocument5 pagesBeispiel Für Die Entwurfsberechnungen Eines KastendurchlassesScribdTranslationsNo ratings yet
- Formelsammlung ME1Document5 pagesFormelsammlung ME1alex.w.32434No ratings yet
- Schöck BOLE3Document2 pagesSchöck BOLE3Milutin ZizicNo ratings yet
- 294-1-F Kräfte Und Leistungen Beim DrehenDocument1 page294-1-F Kräfte Und Leistungen Beim DrehenFlorianKleymannNo ratings yet
- 296-1-F Kräfte Und Leistungen Beim FräsenDocument1 page296-1-F Kräfte Und Leistungen Beim FräsenFlorianKleymannNo ratings yet
- SCHR 02fcDocument18 pagesSCHR 02fcIvana OomingmakNo ratings yet
- StirnradDocument4 pagesStirnradjanardhanaNo ratings yet
- Berechnung Von SchneckengetriebenDocument3 pagesBerechnung Von SchneckengetriebenjanardhanaNo ratings yet
- Probe PDFDocument42 pagesProbe PDFceca89No ratings yet
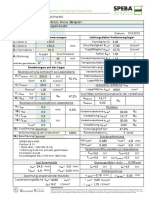
- SPEBA Serie 4500 Baulager BemessungDocument12 pagesSPEBA Serie 4500 Baulager BemessungSPEBA GmbHNo ratings yet
- Datos GeneradorDocument1 pageDatos GeneradorJohan Maroto ValverdeNo ratings yet
- Ejemplo de FisuracionDocument54 pagesEjemplo de FisuracionDavid PoliszukNo ratings yet
- Datenblatt /: Specification Sach NR.: T60403-F4615-X067Document3 pagesDatenblatt /: Specification Sach NR.: T60403-F4615-X067anand shekhawatNo ratings yet
- CalcProt Z1-Z2Document3 pagesCalcProt Z1-Z2rudolf_laszlokNo ratings yet
- Verschraubung Auf AlupunktDocument3 pagesVerschraubung Auf AlupunktLeonard WagnerNo ratings yet
- Liebherr Zeitstudie-Wälzstossen 14063: Wälzstossmaschine Typ Ls 80 FDocument1 pageLiebherr Zeitstudie-Wälzstossen 14063: Wälzstossmaschine Typ Ls 80 FersanNo ratings yet
- B71909-C-T-P4S-UL: SpindellagerDocument2 pagesB71909-C-T-P4S-UL: Spindellagerconggiang91No ratings yet
- 315 Gleichungen-FertigungstechnikDocument2 pages315 Gleichungen-FertigungstechnikNedret BajramovicNo ratings yet
- BrückenspannungDocument3 pagesBrückenspannungDeutscherPlatinNo ratings yet
- RCC - Beam TypDocument2 pagesRCC - Beam TypParth PatelNo ratings yet
- Datenblatt 3100.0310lDocument2 pagesDatenblatt 3100.0310lPajserchinaNo ratings yet
- Zahnra DerDocument3 pagesZahnra DerLuka VartušekNo ratings yet
- BEM Technical parameter技术参数Document2 pagesBEM Technical parameter技术参数Juan Daniel Galindo RamirezNo ratings yet
- Steifigkeitsberechnung Für PfähleDocument2 pagesSteifigkeitsberechnung Für PfähleScribdTranslationsNo ratings yet
- Dst.1 Böhmer KBDocument2 pagesDst.1 Böhmer KBmark römerNo ratings yet
- Form AnschweißflanschDocument22 pagesForm AnschweißflanschNilsNo ratings yet
- KapitelM Schnittdaten System DSDocument44 pagesKapitelM Schnittdaten System DSLothar MüllerNo ratings yet
- KLME B 04 ErgebnisübersichtDocument3 pagesKLME B 04 ErgebnisübersichtEmilyNo ratings yet
- Berger Lahr RDM 57 Stepper Motor Tech Spec (GERMAN)Document2 pagesBerger Lahr RDM 57 Stepper Motor Tech Spec (GERMAN)vladNo ratings yet
- Formelsammlung Stahlbau EC3Document85 pagesFormelsammlung Stahlbau EC3ali.jamilNo ratings yet
- Lösungen MechnikDocument227 pagesLösungen MechnikMiloud OmkorNo ratings yet
- Me 15 Folien ZahnraederDocument14 pagesMe 15 Folien ZahnraederozmenNo ratings yet
- Ipe 200-Hea 180Document2 pagesIpe 200-Hea 180^passwordNo ratings yet
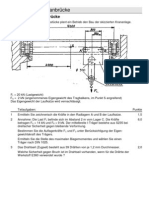
- TGT HP198788-2 KranbrueckeDocument6 pagesTGT HP198788-2 KranbrueckehippokgNo ratings yet
- Anzug SchrauenverbindngDocument7 pagesAnzug SchrauenverbindngHeviiNo ratings yet
- Aufgabe7 4 1Document3 pagesAufgabe7 4 1Ciolkovski100% (1)
- MGT 2023 Ü4 Elektrische Sicherheit EMVDocument3 pagesMGT 2023 Ü4 Elektrische Sicherheit EMVvoloshchakkNo ratings yet
- JM BB500 300laDocument1 pageJM BB500 300laMilovan TasicNo ratings yet
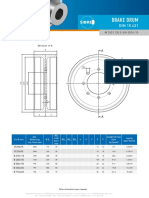
- Sibre Data Sheet Couplings Brake - Drum Din 15431 1501135eDocument1 pageSibre Data Sheet Couplings Brake - Drum Din 15431 1501135eRuben PauwelsNo ratings yet
- Aufgabensammlung Master 11.11.2014Document66 pagesAufgabensammlung Master 11.11.2014zkertaouiNo ratings yet
- FDS ToolDocument1 pageFDS ToolShtanyaNo ratings yet
- Technische Information / Technical Information: DD B6U 144 N 16 (Econo)Document7 pagesTechnische Information / Technical Information: DD B6U 144 N 16 (Econo)gemnsterNo ratings yet
- Maschinenelemente 2 Haelfte Wipf Mario PDFDocument28 pagesMaschinenelemente 2 Haelfte Wipf Mario PDFRLE2014No ratings yet
- Bemessung Gel14Document6 pagesBemessung Gel14Роман БрюквинNo ratings yet
- GWHE 5-xxx-120x30-K 7,1 7 % 3850 W TS Aluminiumwiderstand JJY: 023454020001 - A5E36155388Document6 pagesGWHE 5-xxx-120x30-K 7,1 7 % 3850 W TS Aluminiumwiderstand JJY: 023454020001 - A5E36155388Javier Perez AguilarNo ratings yet
- Programm GBK Halter DT FRZDocument2 pagesProgramm GBK Halter DT FRZGerhard BeuscherNo ratings yet
- ZF WG211 PDFDocument67 pagesZF WG211 PDFcoulibalyoumar100% (1)
- Calculo de Dente GerberDocument3 pagesCalculo de Dente GerberruytguerraNo ratings yet
- 235 Metallische WerkstoffeDocument12 pages235 Metallische WerkstoffeAntonio MerkourisNo ratings yet
- Din 3016-3Document7 pagesDin 3016-3Miguel QueirosNo ratings yet
- Automatik Schweißhelm - BedienungsanleitungDocument5 pagesAutomatik Schweißhelm - BedienungsanleitungMarci DruppiNo ratings yet
- Recueil ProfilesDocument17 pagesRecueil Profilesamine100% (2)
- Gantrex Raillok w15 Data Sheet MetricDocument2 pagesGantrex Raillok w15 Data Sheet Metricjhon jairo arangoNo ratings yet
- Klausur WiSe13 14Document25 pagesKlausur WiSe13 14NikolasFlemotomosNo ratings yet
- MülltrennungDocument1 pageMülltrennungJoseph Nelson LindenNo ratings yet
- Kingspan-Isolierte RInne-Details Und Montage-De-DeDocument8 pagesKingspan-Isolierte RInne-Details Und Montage-De-DeElida ShaqiriNo ratings yet
- Einspritzdüsenabzieher Verwendung M9RDocument49 pagesEinspritzdüsenabzieher Verwendung M9RIvan de PaloNo ratings yet
- VW TL 82428 - Waschen+Passiv. Al-TeileDocument5 pagesVW TL 82428 - Waschen+Passiv. Al-TeileRoman KNo ratings yet
- T15 1-14dah-1 0Document62 pagesT15 1-14dah-1 0Moosa NazimNo ratings yet
- Betonstaehle Bestellliste 1 3Document9 pagesBetonstaehle Bestellliste 1 3Domenik LoherNo ratings yet
- Praktische Oberflächentechnik Vorbehandeln Beschichten Prüfen by Klaus-Peter Müller (Auth.)Document565 pagesPraktische Oberflächentechnik Vorbehandeln Beschichten Prüfen by Klaus-Peter Müller (Auth.)Um ErNo ratings yet