Professional Documents
Culture Documents
RT Book
RT Book
Uploaded by
charan0 ratings0% found this document useful (0 votes)
6 views167 pagesRT BOOK
Original Title
RT BOOK
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentRT BOOK
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
6 views167 pagesRT Book
RT Book
Uploaded by
charanRT BOOK
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 167
PRACTICAL RADIOGRAPHY
NDT20
TWI Ltd
Granta Park
Great Abington
Cambridge CBI 6AL UK
Copyright © 1991, TWI Ltd
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
10.0
11.0
12.0
13.0
14.0
15.0
16.0
17.0
18.0
19.0
20.0
CONTENTS LIST
TITLE
INTRODUCTION
ELECTROMAGNETIC RADIATION
AND ITS PROPERTIES
PRODUCTION OF X-RAYS,
TYPES OF X-RAY EQUIPMENT
RADIOACTIVE ISOTOPES
ABSORPTION PROCESSES
RADIOGRAPHIC FILMS
DARKROOMS AND FILM PROCESSING
SENSITOMETRY
GEOMETRY OF IMAGE FORMATION
INTENSIFYING SCREENS
CONTROL OF SCATTER
IMAGE QUALITY INDICATORS
EXPOSURE CONTROL
ANGLES OF ASPECT
INTERPRETATION CONDITIONS
SPURIOUS INDICATIONS (OR ARTIFACTS)
RADIATION PROTECTION
LOCALISATION
CONTROL OF SENSITIVITY
USEFUL RADIOGRAPHIC FORMULAE
AND INFORMATION
PAGE NO.
15
29
56
61
88
95
100
114
127
136
138
142
168
180
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
Following Pages are left empty on the original el
4,6,8,14,20,22,24,26,28,38,
46,54, 60, 64, 66, 74,76, 78,82,
84,92, 94,124,126, 140, 144, 146,
148 , 150 , 152, 166, 168 , 182, 184,
186 , 188, 190 , 192 , 194 , 196.
NDT20
ISSUE 0191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
i
1.1 UNITS OF MEASUREMENT
1.2 DEFINITION OF NON-
) DESTRUCTIVE
TESTING
. 1.0 INTRODUCTION
1.3. HISTORY OF RADIOGRAPHY
| 1.4 MAKING A RADIOGRAPH
1.5 ADVANTAGES AND
, DISADVANTAGES OF
RADIOGRAPHY
NDT20
Issue 0191
SCHOOL OF APPLIED NON-DESIHUCIIVE ILO1ING
ST UNITS OF MEASUREMENT
Base quantities
Length
Mass.
Tine
Electric current
Thermodynamic temperature
Luminous intensity
Amount of substance
Derived units
Frequency
Force
Pressure and stress
Work and energy
Pover
Quantity of electricity
e.n.f, and potential difference
Electric capacitance
Electric resistance
Electric conductance
Magnetic flux
Magnetic flux density
Inductance
Luminous flux
Illumination
Other ‘accepted units
Volume
Mass
Energy
Prefixes
tot?
10°
1o*
10?
107
10
107?
107?
NDT20
Issue 0191
metre
kilogram
second
anpere
kelvin
candela
nole
hertz
newton
pascal
joule
watt
coulomb
volt
farad
ohn
siemens
weber
tesla
henry
lumen
lux
litre
tonne
electron
volt
tera
giga
mega
kilo
hecto
deca
dect
centt
milli
micro
nano
pico
fento
acto
symbol
2
kg
a
K
ed
nol
kz Hz = 1 see"
N AW © Tkg.2/sec?
Pa ipa = N/a?
J 1 = i/a
¥ W = 13/see
¢ 1G = 1A/sec
v l= 1W/A
F IF = 1A.sec/V
a 1a = 1v/a
8 is = 10?
Ww Wb = 1V/see
T IT = Wb/a?
x 1H = 1V.sec/A
la lin «= led/see
lx Lx = la/a?
1 1 = Lda?
© Le = 10°g
ev approx.1,60219 x 10719
Syabol
T
¢
x
hn
da
é
2
u
P
£
a
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
1.0
INTRODUCTION
The text for this course is laid out in a manner which it is hoped will make it
easier to follow than conventional course texts.
In general, right hand pages are used for text and left hand pages for
diagrams and Tables, Looking across the page to the right of a particular
diagram you should find the relevant text. Enough space is left on the
pages to encourage you to add notes from the lectures.
It is hoped that the flow charts will prove useful to follow the progress of the
course lectures.
Because flow charts are used there is no index. Each flow chart splits a
subject title into several subheadings, given with a decimal notation for the
paragraph number. Therefore the number 2.2.31 means paragraph number
31, under subheading number 2 of subject title 2. This makes it easier to
change the text when updating and amending.
THE SI UNITS OF MEASUREMENT
Before we start you may care to study the units of measurement on the
facing page. The United Kingdom adheres to a treaty signed at the General
Conference on Weights and Measures, which has established a Systemes
Internationales of units. Eventually these units will replace all existing
Imperial and cgs units.
Certainly not all of these units are of relevance to this course, but the Table
will be a useful reference.
Scientific notation is used, which is a useful shorthand for writing numbers
with a great many zeros.
For example:
7.0 x 10% = 7000 (7 x 1000)
7.0 x 107 = 0.007 (7 + 1000)
also
S=SXsS,-. ms?=mxsxs
NDT20
Issue 0191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
DEFINITION OF NON-DESTRUCTIVE TESTING
1.2
Non-Destructive testing is the ability to examine a material (usually for
discontinuities) without degrading it.
The five principal methods other than visual inspection, are:
Penetrant testing
Magnetic particle inspection
Eddy current testing
Radiography
Ultrasonic testing
In all the NDT methods, interpretation of results is critical. Much depends on
the skill'and experience of the technician, although properly formulated test
techniques and procedures will improve accuracy and consistency.
1.2.1 Magnetic particle inspection is used to locate surface and slightly subsurface
discontinuities in ferromagnetic materials by introducing a magnetic flux into
the material.
1.2.2 Penetrant inspection locates surface breaking discontinuities by covering the
item with @ penetrating liquid which is drawn into the discontinuity by
capillary action. After removal of the excess penetrant the indication is
made visible by application of a developer. Colour contrast or fluorescent
systems may be used.
1.2.3 Eddy current inspection is based on inducing electrical currents in the
material being inspected and observing the interaction between those
currents and the material. Eddy currents are generated by coils in the test
probe and monitored simultaneously by measuring the coils’ electrical
impedance. As it is an electromagnetic induction process, direct electrical
contact with the sample is not required; however, the material must be an
electrical conductor.
1.2.4 Ultrasonic testing measures the time for high frequency (0.5MHz - 15MHz)
pulses of ultrasound to travel through the inspection material. If a
discontinuity is present, the ultrasound reflects back to the probe ina time
other than that appropriate to good material.
1.2.5 Before deciding on a particular NOT inspection method it is advantageous to
have certain information.
@) Reason for inspection. (To detect cracks, sort materials, check
assembly, etc.)
b) —_Ukely orientation of planar discontinuities, if they are the answer to
@).
¢) Type of material.
@) Likely position of discontinuities.
e) Geometry and thickness of object to be tested.
) Accessibility
NDT20
5
Issue 0191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
1.2.6
NDT20
This information can be derived from:
i) Product knowledge
ji) Previous failures
Accuracy of critical sizing of indications varies from method to method.
Penetrant Inspection
Length of the surface breaking discontinuity can be determined readily, but
the depth dimensions can only be assessed subjectively by observing the
amount of ‘bleed out’.
Magnetic Particle Inspection
Length of discontinuity can be determined from the indication, but no
assessment of discontinuity depth can be made.
Eddy Current Inspection
Length of discontinuity can be determined. Depth of discontinuity or material
thinning can be determined by amplitude measurement, phase
measurement, or both, but the techniques for critical sizing are somewhat
subjective.
Uttrasonic Testing
Length and position of discontinuity can be determined. Depth
measurements are more difficult but crack tip diffraction or time of flight
techniques can give good results.
Radiography
Length and plan view position can be determined. Through thickness
positioning requires additional angulated exposures to be taken. The
through thickness dimension of discontinuities cannot readily be determined.
Issue 0191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
1.3
NDT20
HISTORY OF RADIOGRAPHY
X-rays were discovered on the night of 8 November 1895 by W C Rontgen,
when unexpected fluorescence was observed. Rontgen found that x-rays
could penetrate a book and thin aluminium, and could be used to reveal the
bones in his hand if an image of his hand was produced on a screen coated
with barium platinocyanide. Rontgen also took the first radiograph.
The next year 1896, H Becquerel discovered gamma-rays when he found
that certain rocks darkened photographic plates, while the latter were
covered to protect them from light.
In 1898 the Curies, Marie and Piere extracted radium chloride from
pitchblende ore.
The x-ray tube, as we know it today, - a hot cathode, high vacuum tube ~
was patented by William Coolridge in 1913.
In the period 1910 to 1915 it was realised that radiation was injuring those
who used it, and the Radium Committee was inaugurated.
In the decade 1920 to 1930 the Radium Committee became the International
Commission on Radiological Protection, and Geiger and Muller developed
instrumentation for monitoring radiation.
More recently the 1970s saw the development of micro-focus radiography,
fluorometallic screens and image enhancement using computers.
Issue 0191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
Source of
radiation
Cone of
radiation
High density
inclusion
Low density
discontinuity
| — Specimen
Film
Lighter region Y N Darker region
on radiograph on radiograph
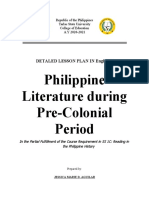
Fig.1.4
The basis of radiography.
NDT20
Issue 0191 10
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
14
1.41
MAKING A RADIOGRAPH
The basic method of producing a radiograph is shown in figure 1.4. A
radiation source emitting either x-rays or amma-rays is placed on one side
of the object to be radiographed and a radiation detecting device is placed
as close as possible to the other side of the object. The radiation detecting
device used in radiography is a film. A fluorescent screen can be used in
this position. When this is done the method is called Fluoroscopy.
The radiation is absorbed by the material such that differing quantities of
radiation reach the film. The greater the amount of radiation affecting the
film the darker the radiograph becomes. Therefore under thin parts of the
object, or parts where the material is of low density, the radiograph is dark
(high radiographic density), while under thick parts or parts where the
material is of high density the radiograph is light (low radiographic density).
If there is a loss of material due to a flaw, crack, void, porosity, etc. the
radiographic image will be dark, if there is a non-metallic inclusion, e.g. slag,
in a weld the image could also be dark, but if there was a high material
density inclusion, e.g. tungsten, the image would be light.
Elementary Image Quality
A good radiograph, as opposed to a good quality radiograph, is one having
adequate contrast, adequate definition (sharpness), and a suitable density.
Contrast and definition are defined in sections 19.2 and 19.3, but in essence
the higher the contrast the more readily the features of the image can be
seen, and the better the definition the sharper is the image. Density is the
darkness of a radiograph, and the denser (darker) a radiograph the better is
its contrast. It Is important, however, that a radiograph is not too dark,
otherwise it may not be possible to view it successfully. Typically therefore
“a compromise density is aimed for, such that when placed on a viewer the
radiograph transmits (allows through) 1 part in 100 to 1 part in 1000 of the
light from the viewer.
The geometry of image formation (section 9) is important in obtaining a
sharp image. In effect, if the film is close behind the object, then the further
the object is from the source of radiation, the better is the sharpness of the
image. Ideally, therefore, a dark (high contrast) radiograph should be
produced, with the film and the object well removed from the source of
radiation. A dark radiograph, however, is one that has received a lot of
radiation, and the level of radiation decreases on a square law basis i.e.
rapidly, with increase in distance fom the source of radiation. [INVERSE
SQUARE LAW: The intensity of radiation varies inversely as the square of
the distance from the source.]
Thus, oversimiplfied, the distance between the source of radiation and the
film (and object) needs to be long to produce a sharp image, but needs to
be short to obtain a suitably dense radiograph. On occasion therefore,
compromises between these requirements need to be made.
The inverse square law js illustrated over the page.
NDT20
Issue 0191
W
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
R = Radiation
rate in
beam
|, A,
(Intensity) (Area)
i
Fig.1.4.1
‘The inverse square law. Within given solid angles, the area over which radiation falls
varies (increases) as the square of the distance from that source. Consequently, the
dose rate per unit area varies inversely (decreases) as the square of the distance from
that source. Thus longer distances give lower dose rates, which are beneficial from
a safety viewpoint, but necessitate longer exposures for radiographic films.
NDT20
Issue 0191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
1.5 ADVANTAGES AND DISADVANTAGES OF RADIOGRAPHY
1.5.1 Advantages of Radiography
i)
ii)
ii)
iv)
v)
vi)
vii)
Gives a permanent record, the radiograph
Detects internal flaws
Detects volumetric flaws readily
Can be used on most materials
Can check for correct assembly
Gives a direct image of flaws
(Fluoroscopy can give real time imaging)
1.5.2. Disadvantages of Radiography
NDT20
Issue 0191
There is a radiation health hazard
Can be sensitive to defect orientation and could miss planar flaws
Has limited ability to detect fine cracks
Access is required to both sides of the object
Limited thicknesses of materials can be penetrated
Skilled radiographic interpretation is required
Is a relatively slow method of inspection
Has a high capital cost
Has a high running cost
13
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
2.1. ELECTROMAGNETIC SPECTRUM.
2.0 ELECTROMAGNETIC
RADIATION AND ITS.
PROPERTIES
2.2 PROPERTIES OF X-AND
GAMMA-RAYS-
NDT20
Issue 0191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
Fig.2.1
The electromagnetic spectrum.
= 12,
ae Betatron
10- Mem Therapy and industrial
Gamma rays medical radiography
emitted by 10,
Radioectivity | sources tose
10° %em
Crystallography
08cm
1077em
Very soft X-rays
Ultraviolet 10°Sem
rays 1075em
10™4em = --— Visible light
Infrared 1073em
> rays 10-2em
oy
107lom
t tem = | Microwave (radar)
a 10cm
a > 102m | Television
D 10%em .
=|
z 104em
Communications
108m
108em
Electric 107em
waves
60 cycle 2108em
a.c.
108m
102m
NDT20
Issue 0191 16
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
2.0
24
eye. Aan,
ELECTROMAGNETIC RADIATION AND ITS PROPERTIES
ELECTROMAGNETIC SPECTRUM
The electromagnetic spectrum covers all forms of electromagnetic energy.
At the long wavelength end there are the electromagnetic waves associated
with the common mains electricity. Progressing to shorter wavelengths the
spectrum passes through ‘long’, ‘medium’ and ‘short wave' radio, on to FM
radio and radio control frequencies. These are followed by the ‘microwave!
range of frequencies used for T.V., radar and cookers. Here dangers are
encountered because the waves interact with water and sugar molecules
(amongst others). Shortening wavelengths further, the infra-red range is
encountered. These rays are used in heating, NDT, heat loss studies,
stress measurement, and for searching for bodies after a disaster.
The next shorter (higher energy) electromagnetic radiation is the visible light
spectrum, and people can be blind at either end of this. Beyond the visible
light spectrum is the range of wavelengths for ultraviolet light. These,
especially at the-shorter wavelengths, can damage the body, by burning the
skin and retina of the ove, and by causing fluorescence of the cornea of the
At shorter wavelengths stil, the x4 ‘ays and the gamria“rays are
encountered.’ X-rays.aré produced not only by x-ray equipment, but also by
cathode ray tubes (CRT), visual display unit (VDU) tubes, electron beam
welders, electron beam microscopes, etc. Their uses include industrial
radiography, medical radiography, forensic radiography and sterilisation.
NDT20
Issue 0191 17
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
Short wavelength
Long wavelength
Amplitude
Time (distance at constant velocity). ——t-
Fig.2.1.1
Long and short wavelengths, the difference is in the number of oscillations in a given time, or distance travelled.
=
Vi» veloesy A 2 wavelonath , F > Frequency \
5 g ,
6) rad Y> Constant = 249% x10 meee ‘ees
MEE | nee higher the
CSE I fee tony
@ Swantwy ogy E = hit b> Flants Coupfeur= 6-626 neue
—
NDT20
Issue 0197
18
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
2.1.1. The Nature of Electro-Magnetic Waves
) Electromagnetic radiations are waves of eneray that are caused by the
| aceal arged particles. They consist of eects and magnetic
ee orate eee eerie sinusoidally at right angles to each other
and to the direction of propagation. Being pure energy they need no
| medium for propagation i.e. they can travel through a vacuum, and their
velocity in free space is constant at 2.997 x 10°m.sec’, the velocity of light
} (©). The characteristics of electromagnetic radiation depend upon the
frequency (F) and the velocity (v) where v = FA, where & (LAMBDA) is the
? wavelength.
| The range of wavelengths (4) over which electromagnetic radiations occur is
co
J called the Electromagnetic Spectrum (See 2.1).
l. The electromagnetic spectrum contains radiations of differing wavelength (A)
- i
and frequencies, the velocity being constant in free space. The lower
| frequencies are associated with radio, infrared, visible light and ultra violet
radiations, At higher frequencies and shorter wavelengths, the x-rays and
, gamma-rays are encountered,
X-rays and gamma-rays differ only in their method of production: x-rays
, being produced by electrical machines and gamma-rays being produced by
{ the decay of radioactive isotopes. They occupy the short wavelength, high
frequency part of the electromagnetic spectrum, see Fig. 2.1, and therefore
) x-rays and gamma- rays also possess high energy. (See below).
\
Quantum theory states that x-rays and gamma-rays can be considered as
consisting of a stream of particles, or quanta, travelling at the speed of light
and having zero mass. The energy E of a quantum (or photon) is,
proportional to the frequency of the radiation as given by the expression
E=hf
where h = Plancks constant = 6.626 196 x 10™ J.s.
| Plancks Law
The energy of electromagnetic radiation is confined to small indivisible
| packets or photons, each of which has an energy h.F.
From this it can be seen that the higher the frequency the greater the
| energy.
, In addition from the formula
) ec
az =
F
| it can be seen that the higher the frequency the shorter the wavelength.
| The energies of x-rays and gamma-rays are more conveniently measured
in electron volts (eV) rather than Joules (J). F
NDT20
| Issue 0197 19
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
1eV is the energy acquired by an electron in falling freely through a potential
difference of 1 volt.
teV = 1.602 x 10°" x J.
X-rays and gamma-rays have energies ranging from the keV (thousands of
electron volts) to MeV (millions of electron volts).
NDT20
Issue 0191 at
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
22
224
2.2.2
PROPERTIES OF X AND GAMMA-RAYS
Penetration
X-rays and gamma-rays penetrate materials. The higher the energy (keV
or MeV), the greater the penetration.
As seen in 2.1.3 as frequency increases, energy increases and wavelength
(A) decreases. Radiographers are sometimes heard to say that they are
reducing the wavelength to increase penetration. This is true in as much as
‘he reduction in wavelength is increasing the energy.
The factors affecting penetration are:
i) Energy of radiation
ii) Density of the material
ii) Thickness of the material
‘As the radiation penetrates the material two processes occur. These are:
i) Absorption
ii) Scattering
These processes are explained later in the notes.
Rectilinear Propagation
Rectlinear propagation means thatx-tays and gamma-rays travel. in
‘gtraightines, They cannot be deflected by electric or magnetic fields, but
they can be diffracted through a crystal lattice, and this can cause a
phenomenon known as Diffraction Mottle in some radiographs.
‘The fact that the x-rays and gamma-rays travel in straight lines is very
important in that it is this property that allows a true image of the object to.
be produced on a radiograph. Remember that a radiograph is a two
dimensional image of a three dimensional object.
It is also important with regard to radiation safety, in that the radiographer
needs to know the direction of the radiation, and that it will not bend round
corners ‘to get at him’,
NDT20
Issue 0191
23
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
223
2.2.4
2.2.5
tonisation, (*)
Ta photén of x-rays or gamma-rays has sufficient energy) it can overcome
atom. This leaves
the atom with a positive charge and it is said to be ionised. The atom and
the electron are then known as an ion pair. The ejected electron may have
sufficient energy to create further ionisation with neighbouring atoms.
Although liquids and solids can be ionised, they do not stay in this state very
long. Gas atoms can be ionised for a considerable time, and use is made of
this for measuring x- and gamma- radiation.
Chemical Effect
Chemical effect is the ability of x-rays and gamma-rays to affect
photographic emulsions. This is described in Section 6.
Fluorescence
Fluorescence i on exhibited by certain salts known as
luorescence is the phenomenon exhibited by certe
phosphors, such as calcium tungstate. Briefiy, they receive short
wavelength, high energy electromagnetic radiations, in this case x-rays or
gamma-rays, but re-emit longer wavelength electromagnetic radiation, ie.
Visible light.
This is achieved by the radiation exciting the atoms of the phosphor, such
that orbiting electrons are displaced from their normal orbits to higher energy
orbits. The electrons quickly return to their normal orbits, releasing ene!
corresponding to the difference in the energy levels of the orbits. The
released energy takes the form of visible light (longer wavelength than the
stimulating emission). The colour of the light fror
upon the energy levels within the phosphor's atom, it can typically be green
or blue, although other colours can be obtained.
In radiography, fluorescence is used in salt and fluorometallic intensification
screens, and is also used in the method of inspection known as
Fluoroscopy. These are explained later.
NDT20
Issue 0191 25
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
2.2.6 Physiological
X-rays and gamma-rays harm living tissue. This seemingly simple
statement causes more problems and evokes more emotive issues than a
radiographer would wish to handle. It is also the greatest disadvantage of
the radiographic method of NDT, and explains why radiography is
sometimes carried on site at odd hours of the day and, especially, night.
The radiographer must at all times be aware of, and alert to, the radiation
hazard ensuring that he and all personnel (radiation and non-radiation
workers) in the vicinity are kept in the safest possible conditions.
Radiation safety is dealt with in detail in Section 14.
NDT20
Issue 0191
27
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
3.0 PRODUCTION OF X-RAYS,
TYPES OF X-RAY
EQUIPMENT
NDT20
Issue 0191
3.1
3.2
3.3
3.4
3.5
3.6
THE ATOM
REQUIREMENTS FOR X-RAY
GENERATION
PROCESS OF X-RAY
GENERATION
THE X-RAY TUBE
CIRCUITRY
TYPES OF X-RAY EQUIPMENT
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
Fig.3.1
‘Schematic representation of the atom.The outer shell may contain no more
than eight electrons.
TABLE 3.4 Atomic internal structure, detalls for some elements
ELEMENT Mass No/Atomic No. NUMBER OF ELECTRONS
‘SYMBOL K tL M NO P
HYDROGEN tH 1
HELIUM jHe 2
UTHIUM ju 204
BERYLIUM fBe 2 2
CARBON % 204
ALUMINIUM, ZaL 2 8 3
COBALT Co 2 8 6 2
NICKEL SNi 2 8 6 2
BARIUM Wea 2 8 8 8 8 2
TUNGSTEN Ww 2 8 1°32 12 2
(Wotfram)
RIDIUM 1p 2 8 8 3 15 2
NDT20
Issue 0191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
3.0
3.4
NDT20
Issue 0191
PRODUCTION OF X-RAYS, TYPES OF X-RAY EQUIPMENT
THE ATOM
To understand the principles behind the production of x-rays, a basic
knowledge of the structure of the atom is required.
As seen in Figure 3.1 the atom consists of two distinct areas containing
three basic particles. The nucleus contains protons and neutrons, the
proton has a positive electrical charge and the neutron, as its name
suggests, has no electrical charge, the proton and neutron are similar in
mass.
Orbiting around the nucleus are electrons having a negative electrical
charge which is equal, but opposite, to a proton and a mass which is
approximately 1/1840th that of the proton. The electrons are held in orbit
around the positively charged nucleus by an electrostatic field, given by the
fact that unlike charges attract. As an atom is normally neutral the number
of electrons and protons must be equal.
The electrons move around the nucleus in orbits or shells starting with the
K shell moving outwards to the L shell and so on. The K shell will hold two
electrons, if required, and the L shell eight electrons and so on.
Atomic internal structure details for some elements are given in Table 3.1.
Important information:-
The mass number is given the symbol A.
‘The atomic number is given the symbol Z.
An alpha particle is 2 protons + 2 neutrons, which is the core of a helium
atom.
Bis used lectron, as is #, whil used to denote
pgsition which is a positively charged electron and has a short life.
31
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
Cathode
Filament Anode shield Anode
Vacuum Cathode Electron X-ray
tube cup stream beam
Fig.3.2
NDT20
Issue 0191
Basic elements of an X-ray tube.
SCHOOL OF APPLIED NON-DESTUCTIVE TESTING
3.2
3.2.1
3.2.2
3.2.3
3.2.4
3.2.5
REQUIREMENTS FOR X-RAY GENERATION
There are two main requirements for the generation of x-rays. These are:
i) A-supply of moving electrons
ii) A target which the electrons can strike
In an x-ray tube the electrons are produced by passing a current through a
tungsten (W) filament, The resistance to the current increases the temperature
of the tungsten until it is incandescent, in the same manner as a light bulb.
This increase in temperature has the effect of increasing the kinetic energy
(energy possessed by virtue of motion) of the electrons within the tungsten until
they have sufficient energy to overcome the potential barrier at the surface of
the tungsten. The number of electrons emitted rises sharply with temperature.
This phenomenon is called THERMIONIC EMISSION.
The target is usually a tungsten disc insert into a copper block, as shown in
figure 3.2. Other target materials such as aluminium can be used for special
applications.
Paragraphs 3.2.2 and 3.2.3 show the production of a supply of electrons and
the provision of a target. As described so far the electrons produced by the
thermionic emission would congregate around the tungsten filament. The
requirements for x-ray generation is that the electrons must be moving and
must strike the target. This is achieved by recognising that the electrons have
a negative electrical charge, and that unlike charges attract. If therefore a
potential difference (voltage) is established between the target and the filament,
with the target positively charged relative to the filament, then the negatively
charged electrons will be attracted towards the target, accelerating as they go
to attain kinetic energy, and then they will strike the target. Kinetic energy is
the energy possessed by virtue of motion, and is equal to the work that would
be required to bring the body to rest.
In air electrons collide with molecules of oxygen or nitrogen and rapidly lose
their kinetic energy. Consequently, x-ray tubes are evacuated and the electron
stream flows in a vacuum.
NDT20
Issue 0197 33
SCHOOL OF APPLIED NON-DESTUCTIVE TESTING
Electron
stream
Radiation of heat,
light and x-rays
Fig.3.2.2
Schematic representation of the conversion of kinetic energy to heat and
electromagnetic radiation ( light and x-rays ), as the electrons meet the
atoms of the target.
NDT20
Issue 0191 34
SCHOOL OF APPLIED NON-DESTUCTIVE TESTING
3.3
3.3.1
3.3.2
NDT20
THE PROCESS OF X-RAY GENERATION
Having achieved the requirements for x-ray generation we now have electrons
striking the target at a velocity which is determined by the potential difference
between filament and target. The potential differences, used in industrial
radiography, can typically be from approximately 60 kilovolts (kV) to
approximately 400 kilovolts. This voltage is of great significance to
radiographers, as will be explained later.
On striking the target the electrons are slowed or stopped, depending on the
type of collision occurring within the atomic structure of the target. When the
electrons arrive at the target they have a certain kinetic energy given by the
kilovoltage across the tube, the greater the kV the greater the kinetic energy.
When the electrons are slowed or stopped in the target they lose some or all
of their kinetic energy, but the law of conservation of energy states that in a
closed system energy cannot be created or destroyed, but it can be converted
from one eneray form to another. In this instance some, or all, of the electron's
Kinetic energy is.converted into other forms of energy, some of which will be
electromagnetic energy in the form of x-rays. Unfortunately only a very small
percentage, approximately 1%, of the energy liberated will become x-rays, the
remainder will become light and large amounts of heat
The mechanism by which the energy conversion from kinetic energy to
electromagnetic energy is achieved is illustrated in figure 3.3.2, It can be seen
that the electrons (--ve) arriving at the target are attracted towards the nuclei
(+ve) of the tungsten atoms, On arrival the electrons are slowed or ‘braked’,
the electron thus converting some of its kinetic energy to other forms of energy.
This energy conversion results in discrete bursts or ‘packets’ of electromagnetic
energy called photons, the greater the braking effect on the electron the higher
the energy of the photon. Therefore electrons which lose nearly all of their
velocity, or stop completely, will be producing high energy photons of x-rays.
Those electrons having small energy losses due to small reductions in velocity
produce heat and low energy photon in the form of light. This form of x-ray is
known as "Bremsstrahlung’ (braking rays).
‘An electron that stops completely in one collision on entering the target
undergoes a complete eneray conversion from kinetic to other forms of energy.
This produces a photon of the highest energy, shortest wavelength (4) x-rays
possible for the given kV across the x-ray tube. This energy is called the
Quantum limit. The wavelength for the Quantum limit can be determined from
the formula:
a= 1234),
kV
where 2 is in nanometres (10°°m).
_
35
Issue 0191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
NDT20
Issue 0191
Characteriste|
spectrum
lines
X-ray intensity
X-ray wavelength, X
Fig.3.3.3
Continuous x-ray spectrum.
X-ray intensity
X-ray wavelength, A
Fig.3.3.4
Effect of doubling the tube current.
36
SCHOOL OF APPLIED NON-DESTUCTIVE TESTING
3.3.3
3.3.4
NDT20
Issue 0191
The production of x-rays section showed that the energy or wavelength of the
Bremsstrahlung x-rays, would be of infinite range below the quantum limit. A
graph of energy against intensity output of an x-ray machine is shown in Figure
3.3.3. This is called the continuous spectrum of x-rays.
It will be noted that there are high peaks of intensity at discrete wavelengths.
‘These are named characteristic radiation and are produced by collisions of tube
current electrons with bound electrons in atoms of the target material, causing
these electrons to be ejected from one shell, only to be replaced by electrons
from an outer shell with the release of x-ray photons of the same wavelength
(energy) on each occasion. The wavelengths are characteristic of the target
material. To industrial radiographers these are of interest only and have no
significant effect on the radiograph produced.
If the kVis increased the quantum limit (short wavelength limit) will move to the
left, a reduction of kV will have the opposite effect. An increase in kV will
increase the intensity of radiation, but not proportionally.
An increase in tube current measured in milliamps (mA), with no change of kV
will change the intensity of the radiation approximately proportionally, i.e. if we
double the mA we double the intensity as in Figure 3.3.4.
It could be convenient to simplify these changes to the two Q's.
KV gives QUALITY OF RADIATION (penetrating power)
MA gives QUANTITY OF RADIATION (amount).
37
SCHOOL OF APPLIED NON-DESTUCTIVE TESTING
3.4
3.4.1
3.4.2
3.4.3
THE X-RAY TUBE
The x-ray tube consists of three main parts. These are:
a) The anode
b) The cathode
c) The enclosing envelope
The anode is the electrically positive part of the system. It consists of the
target, which is normally tungsten (W) inset into a copper (Cu) block. The
copper block has a high thermal conductivity to remove the large amounts of
heat that accompany the generation of x-rays. Different cooling systems are
in use e.g. oll, gas, Water, therefore the copper may have cooling fins on the
end or internal drillings and "shower heads" close to the target to facilitate the
cooling liquid's flow. Different types of anode are described in Section 3.6.
The cathode is the electrically negative part of the system. It consists of the
filament, usually made of fine tungsten wire and the focusing cup.
As discussed in Section 3.2.2 the filament liberates negatively charged
electrons by thermionic emission. The focusing cup, being negatively charged,
repels the electrons thus forcing them into a narrow beam flowing towards the
anode. This is known as electrostatic focusing.
The envelope Is normally glass but increasingly metals are being used. Once
the cathode and anode are in position in the envelope it is evacuated to
produce a high vacuum, this is required to prevent the tube current electrons
(mA) colliding with gas atoms during their journey from cathode to anode. Ifa
glancing collision did take place then the electrons diverted from their path
could puncture the glass envelope.
NDT20
Issue 0191 39
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
Alternating
L\ L\ Half wave
rectified
Fig.3.5.1.
Current waveforms.
High
voltage
transformer
Auto
transformer
Mains
input, =
ic! Millamp
meter
selector ;
Filament
transformer
Choke
coil
Fig.3.5.1.b
Basic self rectifying circuit for x-ray generation.
NDT20
Issue 0191
SCHOOL OF APPLIED NON-DESTUCTIVE TESTING
3.5
3.5.1
CIRCUITRY
The quality (energy) and quantity of x-rays produced by the x-ray machine will
vary with the electrical waveform across the tube cathode to anode. The two
common circuits are explained in 3.5.1 and 3.5.2.
Self rectified (half wave rectified)
In a self rectified, or half wave rectified, equipment a sinusoidal alternating
current (A.C.) voltage waveform (Figure 3.5.1.a) is placed across the tube as
shown in Figure 3.5.1.b. The tube however, gives rectification i.e. it allows the
electrical current (the flow of electrons) to flow in one direction only.
Referring to Figure 3.5.1.b mains voltage enters the autotransformer. By
moving ‘A’ differing voltages can be selected onto the primary winding of the
high voltage transformer.
In the secondary windings we now have a high voltage (kilovolts) which is
placed across the tube thus controlling the velocity, and therefore the kinetic
energy, of the electrons as they move from the cathode (-ve) to the anode
(+ve). On hitting the target in the anode the electrons produce x-rays as
described in Section 3.2
The sine wave voltage waveform placed across the tube means that the anode
is only positive every other half cycle, therefore the electrons will only flow:from
the filament during that time. In the negative half of the cycle the anode is
negative and since the target should not provide a source of electrons, no
electrons flow. Therefore the tube is acting as a half wave rectifier (Figure
3.5.1.a) and x-rays are only being produced during the positive half cycle.
The voltage is also varying during this time from zero to a certain peak voltage
(kVp), this means that the penetrating power is also varying. It can be seen
that this waveform is not ideal, but does have some advantages which will be
shown.
NDT20
Issue 0191 4
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
Fig.3.5.2
Constant potential power supply.
Top, Greinacher circuit with the directions of current flow indicated.
Bottom, waveforms for the A.C. and D.C. parts of the circuit.
NDT20
Issue 0191
42
SCHOOL OF APPLIED NON-DESTUCTIVE TESTING
3.5.2 Constant Potential
The constant potential (CP) equipment overcomes some of the problems of the
self rectified circuit.
The introduction of separate rectifiers into the circuit, produces a constant
electron flow from cathode to anode, and therefore a relatively constant output
of x-rays. A circuit producing this effect is shown in figure 3.5.2. This is
known as the Greinacher circuit and effectively doubles and smooths the
voltage applied to the x-ray tube.
Unfortunately, inclusion of rectifiers and cooling systems to cope with the
additional heat generated make constant potential units large and heavy, thus
making their use on site difficult. However, smaller transportable C.P. units are
‘on the market and therefore their use in factories and on accessible sites is not
entirely precluded.
3.5.3 Advantages and disadvantages of constant potential and self rectified
equipment.
The advantages and disadvantages are summarised below.
SELF RECTIFIED EQUIPMENT COMPARED WITH CONSTANT POTENTIAL
EQUIPMENT
ADVANTAGES DISADVANTAGES
Portable, Lighter Low outpuvunit time
Cheaper Longer exposure times
Low duty cycle ( 50%)
CONSTANT POTENTIAL EQUIPMENT COMPARED WITH SELF
RECTIFIED EQUIPMENT
ADVANTAGES DISADVANTAGES:
High output/unit time Not truly portable
100% Duty Cycle Expensive
Shorter Exposure Times
N.B. Duty cycle is the operating time related. to the cooling time, e.g. 10
minutes on 10 minutes off.
NDT20
Issue 0191 43
SCHOOL OF APPLIED NON-DESTUCTIVE TESTING
20 deg
| a Filament
me is |
mob 4% 2 % 3 oo 3 8 3 4 OD
mob od) tS 3% 3 4s
mo? ob fF % 3 2 3 0 3S
% 2 00 130 230 3 a Fo kt 22 {
% 3 0 8 38 |
n d 5 is
a 2 18 :
2 2 i 0 f
@ 2 42 |
a 08
2 2 80
3 > 8
a > de
3 oo
to
a 2 8
a > 4s
6 2 3s |
0 is
NOTES (
‘A. Sulphated D 19 contains Sor erystals or 2.S02 anhydrous sodiun sulphate to 80 fluid o of developer. i
B. The developers in column 1 will produce normal contrast - except for Polycon, which produces high
contrast; for normal contrast when using Polycon process as per column 2.
c. The processing times quoted above are for normal methods of processing in tanks. {
D. When processing in s dish, with continuous agitation, these times can be reduced by approximately
258 - except for developers D 19B or Pentelex, which will require full development time. L
NDT20 {
Issue 0191 72
|
}
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
7.3
NDT20
| Issue 0191
RINSE.
A film, after draining, still carries a quantity of developer in the emulsion, which
would quickly neutralise the acidity of the fixer. Films therefore should be rinsed
for about 15-20 seconds in either a running water or spray rinse. A static rinse
should be avoided as the alkalinity will increase and so render it useless.
STOP BATH
An alternative to rinsing is to use a stop bath. This is typically a 3% solution of
glacial acetic acid. The acid neutralises the alkalinity of the developer. Litmus
Papers can be used to check the state of the stop bath. There is a temptation to
keep topping up with acetic acid, but this should be avoided as staining will occur.
There isa commercially available stop bath solution which contains a dye which is
amber while the solution is acid, but as the solution nears neutral or alkaline the
colour turns purple.
73
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
75
7.6
FIXER
The major function of the fixer is to remove the unexposed, undeveloped silver
halides so producing a stable image. Sodium thiosulphate or ammonium
thiosulphate is used as a silver halide solvent. Acetic acid is also included to
keep the solution acid. Also included in the fixer bath are ‘hardeners’ which
toughen the emulsion against abrasion and reduces the volume of water
absorbed by the emulsion. Generally, the hardeners used are aluminium
potassium sulphate (potash alum) or potassium chromium sulphate (chrome
alum), The time allowed for adequate fixation is dependant on a number of
factors, It is generally accepted as twice the time it takes the film to clear.
This timing, though is not critical and films are sometimes left in the fixer for 3-
4 minutes.
Itis unwise to leave films in the fixer for any length of time as the thiosulphates
will dissolve the black silver image causing bleaching of the image. In practice
this does not usually occur under 30 minutes, providing the films are kept
immersed. Bleaching occurs very rapidly in the presence of air.
SILVER RECOVERY
Exhausted fixer baths may contain large quantities of silver, approximately one
troy ounce per gallon. It is possible to recover this silver which is then sold to
a refiner.
Methods of silver recovery are:
i) Electrolysis
This equipment operates from normal mains electrical supply via a
transformer rectifier and two electrodes which are immersed in the fixer.
As an electric current is passed between them the silver is deposited on
the cathode. The cathode is highly polished and flexible so it is easy to
remove the silver.
ii) Galvanic Method
‘Two dissimilar metals in an acid bath will create an electric current and
the silver will be deposited. This is slower than electrolysis.
iil) Steel Wool
Silver will be displaced out of solution onto steel wool. A plastic
container is used with steel wool pads and the waste fixer poured in.
After about 16-24 hours the excess fix can be removed. The steel wool
pads must be kept covered with liquid.
NDT20
Issue 0191 6
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
77
7.8
7.9
WASHING
After fixation the film emulsion is saturated with fixer solution. The thiosulphate
complexes in solution are unstable and would cause discoloration and
bleaching. It is essential, therefore, that all films are thoroughly washed before
drying and storage. The most common method of washing is by using running
water. Fresh water should enter at the end furthest away from the outlet. As
films are removed from the fixer they should be placed next to the outlet and
then slowly moved to the inlet so that films have a low concentration of
chemicals before drying. Typical washing times are in the order of 20-30
minutes.
WETTING AGENTS
The main purpose of a wetting agent is to reduce the surface tension of the
water and in so doing minimise the thickness of the water layer on the surface
of the film at the start of the drying operation. If a film is immersed in a wetting
agent solution prior to drying it will minimise the probability of drying marks and
give a slight decrease in drying time. Immersion time of 10-15 seconds will be
sufficient.
DRYING
The purpose of drying is to remove most of the moisture in the emulsion. It
should be noted that excessive drying can cause the emulsion to become brittle
and liable to damage. As moisture evaporates from the emulsion, the
surrounding air becomes more humid and the drying rate will increase. If air
is forced past the film surface the humid air will be replaced. Although high
temperatures will promote rapid drying, they can have an effect on the final
quality of the radiograph. Temperatures of 30°-40°C and a relative humidity
of less than 60% are sufficient for practical purposes.
NDT20
Issue 0191 7
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
8.1 DEFINITION OF SENSITOMETRY
8.2 PRODUCTION OF
CHARACTERISTIC
CURVES
8.0 SENSITOMETRY
8.3 EVALUATION OF
CHARACTERISTIC
CURVES
NDT20
Issue 0191
79
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
“0
aS
30
25
20
Density
1s
10
0.5 x08,
a6
03
02
os
9 01:02 030605 10
15 20 25 30
log relative exposure
Standard development.
Fig.8.2
Example characteristic, or sensitometric, curves.
NDT20
Issue 0191 80
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
8.0
81
8.2
SENSITOMETRY
DEFINITION OF SENSITOMETRY
Sensitometry is the study of the response of photographic emulsions to ionising
radiations of any form. Using radiographic film the object of sensitometry is to
determine inherent fog level, relative speed and film contrast,* and to provide
curves so that exposure corrections in respect of density* may be made.
These curves are ‘CHARACTERISTIC OR SENSITOMETRIC CURVES’.
PRODUCTION OF CHARACTERISTIC CURVES
To determine these film qualities a piece of sample film is placed in a cassette
and divided into at least ten steps. Each step is given a steadily increasing
exposure, all other factors, kVp, ffd, etc, being kept constant. This will give
different densities on the film. After processing and drying the densities are
measured, On graph paper the density is plotted against log,, exposure on a
linear scale, or against actual exposure on a logarithmic scale, and the resultant
curve is called a ‘CHARACTERISTIC CURVE’. The lower part of the curve is
called the foot! or toe’. At high densities the curves for some films go through
a maximum and the start of the associated change of direction of the curve is
called the shoulder.
*Contrast, together with density and definition are defined in Section 19.
NDT20 °
Issue 0191 81
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
8.3
8.3.1.
8.3.2
8.3.3
EVALUATION OF CHARACTERISTIC CURVES
To Find the Relative Speed Between Two Films
First draw a line across the curves at a particular density. Where this line
crosses the curves of the required films drop perpendiculars to the base line.
Care should be taken to ensure they are at right angles to the base line. The
lower figure is subtracted from the higher figure and this gives the ‘interval of
exposure’. The antilog of this figure gives the speed factor between the two
films at that density.
To Correct Exposure to Change Density
Ifa trial radiograph has been taken and the density is not that required then the
following method is used:
Lines are drawn across the curves at the measured density and the required
density. Where these lines intersect the curve for the film in use,
perpendiculars are taken to the base line. As in the previous method care must
be taken. to ensure they are at right angles to the base line. The lower figure
is subtracted from the higher figure and the antilog of this figure is the
correction factor. If the measured density is higher than the required density,
the exposure is divided by the factor. If the measured density is lower than the
required density, the exposure is multiplied by the factor. Although this method
is used in practical radiography it will also be used when constructing exposure
charts.
Measurement of Film Contrast
A tangent to the curve at a particular density is drawn and projected to the
base line. The tangent of this angle is a measure of contrast, i.e. the higher
the tangent the greater the film contrast, or the steeper the slope, the greater
the contrast. When comparing the contrast between two films: it may be
sufficient to take the average contrast between the normal working density
ranges, e.g. 2.0 - 3.0. This is obtained by joining D = 2.0 and D = 3.0 on the
curve with a straight line and the tangent of the angle is a measure of the
average contrast between those two densities.
NDT20
Issue 0191 83
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
9.0 GEOMETRY OF IMAGE
FORMATION
NDT20
Issue 0191
94
9.2
9.3
9.4
FOCAL SPOT OR SOURCE SIZE
(fss)
FOCAL SPOT, OR SOURCE, TO
OBJECT DISTANCE (fod or sod)
OBJECT TO FILM DISTANCE
(cfd)
FOCAL SPOT TO FILM DISTANCE
(ffd)
CALCULATIONS
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING.
fs
{ {
f,s = largest linear dimension
of the focal spot or source.
Focus to Focus to
film distance object distance
(fid) (fod )
Object to
film distance
(fd)
a 1 i Film
ut
rn Photographic
density
U, (Penumbra)
Fig.9
Geometric unsharpness (U,), and its measurement.
NDT20
Issue 0191 86
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
9.0
94
9.2
9.3
9.4
9.5
GEOMETRY OF IMAGE FORMATION
This is one of the factors that controls definition on a radiograph. Geometric
unsharpness U, or penumbra is the sharpness of an edge as seen on a
radiograph, as Controlled by the geometry of image formation.
FOCAL SPOT OR SOURCE SIZE (f or s)
Geometric unsharpness is at its best where a point source of radiation is used,
but the majority of x-ray sets have focal spot sizes from 2mm up to 5mm
effective dimension and radioactive sources typically up to 4mm.
FOCAL SPOT OR SOURCE TO OBJECT DISTANCE (fod, sod)
The further the source of radiation is from the source side of the object being
radiographed, the better will be the sharpness. The inverse square law applies,
however, and if excessive distance is used, then the exposure times will be
uneconomic.
OBJECT. TO FILM DISTANCE (ofd)
When this is small, geometric unsharpness is improved. The ofd is generally
taken to be the thickness of the object being radiographed. In practice this is
not always the case since any gap between the object and the film should be
included in the ofd, and allowance must be made for this when calculating the
fd.
FOCAL SPOT TO FILM DISTANCE (ffd)
The same rules apply as in fod, the greater the ffd the better the sharpness.
Large fid's, however, result in long exposure times due to the inverse square
law.
CALCULATIONS
To find U, (unsharpness geometric) achieved on a radiograph:
VU,
fod
U, is normally stated in specifications therefore the fod or sod must be
calculated accordingly.
fod = tx ofd
uy
fid = (fx off) + ofd
(uy)
NDT20
87
Issue 0191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING.
10.0 INTENSIFYING SCREENS
NDT20
Issue 0191
10.1
10.2
10.3
10.4
10.5
INTRODUCTION
METAL SCREENS
SALT SCREENS
FLUOROMETALLIC
SCREEN
CARE OF SCREENS
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
10.0 INTENSIFYING SCREENS
10.1 INTRODUCTION
Although radiographic films are double coated, only a small proportion of the
radiation energy is absorbed by the film thus contributing to image formation.
The use of intensifying screens enables a greater proportion of the radiation
energy to contribute to image formation. Intensifying screens may be made of
metal where the intensifying effect is due to electron action, or salt screens
where the intensifying effect is by fluorescence either visible or ultra violet.
NDT20
Issue 0191 89
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
TABLE 10.2
METAL INTENSIFYING SCREEN THICKNESS TO BE USED i
|
RADIATION SCREEN FRONT SCREEN BACK SCREEN {
MATERIAL THICKNESS (mm) THICKNESS (mm)
(minimum) {
120KV Lead None o4
120-250kV Lead 0.025-0.05 o4
250-400kV Lead 0.05-0.15 0.4 {
1 MV X-rays Lead 1.5-2.0 1.0 \
5-10 MV X-rays Copper 1.5-2.0 1.5-2.0 '
15-31 MV X-rays Tantalum —1,0-1.5 None i
1p Lead 0.05-0.15 0.15 {
"cs Lead 0.05-0.15 0.15 :
"Co Copper 0.5-2.0 0.25-1.0 {
Steel
TABLE 10.4
FLUOROMETALLIC SCREENS SPEED FACTORS
Material Lead Screen Fluorometallic Speed
Thickness(mm) Exposure Time Screens Exposure Factor '
Time
25 50s 5s 40:1 ‘
37 260s 38s 7A
50 15 mins 3 mins 51 |
60 24 mins 8 mins 31
|
NDT20 |
90
Issue 0191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
10.2
10.3
10.4
NDT20
Issue 0191
METAL SCREENS
Intensification when using metal screens is due to the photo-electric,
and compton scattering processes where the radiation beam removes
an electron from the atoms of the screen material. As the atomic
number of the screen material increases so the intensification increases
and therefore lead is the most common material for screens. The lead
is sual aloved with emall quantives of @nimmany or bismuth fo harden fimony or bismuth to harden
the Tead and improve its resistance to abrasion The lead is usually
between 0.02-0.15mm thick and is mounted on card for support. Metal
screens do not produce intensification below about 120kV., Between
80kV and 120kV thinner screens may be used, but act more as filters to
reduce scatter of low energy radiation. For voltages in the mega-volt
range, tantalum, copper and steel screens may be used. For
radiography using °Co, copper or steel screens produce a better image
but the exposure has to be doubled, The tables opposite give guidelines
on the use of screens.
In addition to the intensifying effect, metal screens have an important
part in the reducti scatter reaching the fil bsorbir low
fi aa
SALT SCREENS
Fluorescent salts, usually calcium tungstate, emit visible light when
expos ey are rarely used in industrial radiography as
there is a considerable loss of definition due to the grain structure of the
salts, There is, however, a much greater intensification effect and they
are therefore used extensively in the medical field. With the low
energies used in diagnostic medical work, the increased contrast
compensates for the poor definition. Salt screens do not reduce scatter
Teaching the film and because the light emitted ‘is not directly
FLUOROMETALLIC SCREENS
‘These type of screens are a combination of the previous two. A thin
layer, typically 100-2001m thick, of calcium tungstate is coated onto a
lead screen, The film receives light and electrons from the screens.
This gives a reduction in exposure. Although intended to be used by
direct type film, only a few films are suitable for use with these screens.
One of the main disadvantages of these screens is reciprocity law
failure, which is of considerable importance when using “Ir or ‘Yb.
Fluorometallic screens respond better at low temperatures which is of
importance in extremely cold regions. Although they appear to be more
robust than salt screens, they are not as robust as lead screens,
1
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
10.5
NDT20
Issue 0191
CARE OF SCREENS
It is important that screens are handled with care. This applies
particularly with salt and fluorometallic screens as small pieces of dust
or fibres will show up on the radiograph. On all types of screens it is
better to dust them as even light rubbing may cause grit to score the
screens. Screens are best stored flat to stop the ingress of any foreign
bodies.
Before use, screens should be inspected for deep score marks or cracks
as these will give an indication on the radiograph.
93
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
11.0 CONTROL OF SCATTER
|
NDT20
| Issue 0191
141
11.2
11.3
11.4
15
11.6
17
11.8
INTRODUCTION
COLLIMATION
PROTECT FROM BACK
SCATTER
BEAM FILTRATION
BLOCKING
GRIDS
(Potter-Bucky diaphragms)
INCREASE BEAM
ENERGY
SEPARATION
BETWEEN OBJECT AND
FILM
95
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
Tube head
1) Collimator
Scattered
radiation
Object giving
scattered
radiation
Normal Collimated
beam width beam width
Fig.11.2
Reduction of scatter by collimation.
NDT20
Issue 0191 96
|
|
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
11.0
WA
11.4
NDT20
Issue 0191
CONTROL OF SCATTER
INTRODUCTION
Scatter or scattered radiation may be defined as ‘radiation emitted from any
source other than that giving the primary desired rectilinear propagation’.
The effect of scatter on a radiograph is to give poorer contrast and definition
and create spurious indications. Scatter can also create difficulties with
radiation protection.
COLLIMATION
When radiographing in a confined space with a broad beam of radiation,
scatter can occur from surrounding objects and can reach the film. By
collimating or reducing the beam size, the effects of scatter are reduced. In
x-tay Work this is achieved by placing a lead disc with a rectangular, square,
or round hole machined in it, at the exit window. The size of the hole is
determined by the area to be covered and the ffd used.
Collimators for use with gamma ray sources are useful for site work as they
ensure the beam is directional and therefore reduce the radiation hazard.
PROTECT FROM BACK SCATTER
When taking radiographs, the cassette should have a sheet of lead about
4mm thick placed at the back to avoid back scatter from floors, tables,
surrounding objects or, if the film is placed inside a pipe, to prevent scatter
from the far wall.
A check on the lead backing can be made by fixing a lead letter 'B' to the
back of the cassette. If on the radiograph, an image of the letter can be
seen that is lighter than its surround, even if only slightly, then the lead
sheet is not thick enough and back scatter is reaching the film.
BEAM FILTRATION
Itis the low energy elements of an x-ray beam that cause scatter. These
can be absorbed by a thin sheet of copper or lead. The use of filters seems
to have the most value for x-rays between 150kV and 400KV.
Guidance for filter thicknesses:
Up to 200kV x-rays 0.25-0.5mm lead
200kV-400kV x-rays 0.6-1.0mm lead
The use of a filter will require an increase in exposure and reduces subject
contrast.
It has also been found that a lead filter of 0.5mm plus a tin filter of 0.5mm
between the object and the film gives an improvement on 40mm of steel
with 200-400kV x-rays. Filters thicker than those above give a slight
improvement, but the exposures will be considerably longer— Another
advantage of using filters is to increase the latitude of the radiograph when
radiographing objects with significant thickness changes.
97
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
Focal spot
Scatter Specimen
Grid — AUT cc
<< Grid movement
Lead strips Film
Fig.11.6
The use of grids to reduce the scattered radiation reaching the film.
NDT20
Issue 0191
98
|
|
'
|
|
|
1
i
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
115
11.6
11.8
NDT20
Issue 0191
BLOCKING
When the edges of the object are in the area of interest it is difficult to avoid
radiation creeping underneath the edge thus causing blurring.
If the edge is straight, sheets of lead can be placed alongside and must fit
very closely. For edges such as bolt holes lead shot would be more useful
as it forms very closely to the edges. For more irregular shapes barium
paste is very good. This is similar to modelling clay with barium sulphate
incorporated. Small irregular castings can be placed in a plastic tray and a
solution of lead salts poured around. Care must be taken as the solution is
poisonous and may also cause corrosion. A similar liquid for light alloys is
carbon tetrachloride. A disadvantage with liquids is they may creep under
the object causing spurious patches on the radiograph.
GRIDS
Grids consist of lead strips in a vertical position and are placed between
object and film. During exposure they are moved sideways. The lead strips
cut out sideways scatter, Although very good for reducing scatter, they are
rarely used in industry,
INCREASED BEAM ENERGY
This gives a very similar effect to using filters. As the beam energy is
increased, either by increasing kV or by using gamma-rays instead of x-
rays, scatter tends to travel in a more forward direction. Again contrast is
reduced.
SEPARATION BETWEEN OBJECT AND FILM
This method involves increasing the separation between the object and the
film and Is claimed to work with micro focus x-ray systems, where focal spot
sizes are measured in microns, and normally, increasing the object to film
distance does not cause problems. This method can, however, make
scatter problems worse when applied to conventional x-ray systems.
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
12.1 INTRODUCTION
12.2 TYPES OF IOI
12.3 1Q] SENSITIVITY
12.0 IMAGE QUALITY
INDICATORS:
12.4 PLACEMENT OF IQI
12.5 1Q1 METAL GROUP
12.6 IQ! CHART
NDT20
Issue 0191
)
i
i
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
12.0
121
NDT20
Issue 0191
IMAGE QUALITY INDICATORS
INTRODUCTION
It is important to realise that radiographic sensitivity and sensitivity to defects
are NOT the same, Better radiographic sensitivity will allow adequate defect
images to be seen more readily and/or clearly, but will NOT allow
inadequate defect images to be seen.
The adequacy of image quality in respect of defect detection depends upon
both the nature and orientation of the defect. For volumetric defects, defect
size and the difference in absorption between the defect and the background
control the adequacy of the image. For planar defects, defect size and
orientation dominate in determining the adequacy of an image and indeed
whether an image is formed. Thus large planar defects oriented at
unsuitable angles relative to the beam, can give no visible image even with
very high radiographic sensitivity.
Image quality is measured with an Image Quality Indicator - an IQ! -
sometimes called a penetrameter. It is important to recognise that
radiographic or IQI sensitivity is a measure of the photographic sensitivity of
the radiograph (not sensitivity to defects).
101
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
DIN62FE
es3971
QFE1S
0 6ISO12
qi)
® ne
(iv)
Fig.12.2
Types of image quality indicator.
(wire type
(i) stephhole
(i) plaque type
() duplex type
NDT20
Issue 0191
12.2
12.2.1
12.2.2
12.2.3
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
TYPES OF IQI
Plaque Type (ASTM, ASME)
These are single thickness plaques with identification figures and three drilled
holes. The figures on the plaque not only identify the plaque, but also give its
thickness in thousandths of an inch. With a plaque of thickness T the hole
diameters are T, 2T, 4T, at and above T = 0.01 inch, below this the diameters
are 0.01ins 0.02ins 0.04ins. The method of expressing sensitivity is based on
the thickness of the plaque as a percentage of the object thickness and which
hole is discernable on the radiograph. For instance, if a plaque thickness T is
2% of the object thickness and the 2T hole is seen on the radiograph, this is
known as 2-2T sensitivity. ASME V gives further information on this type of
lal.
Step Hole Type (8S3971:1980)
These have a series of six steps containing one or two drilled holes at right
angles to the surface and going through the thickness of the step. The hole
diameter is equal to the thickness of the step.
A variation on this covered by both British and French (AFNOR) specifications
is hexagonal in shape. Both models should have lead letters to identify them.
The main disadvantage of both this and the ASME plaque is that the IQ! cannot
be placed in the weld area as it may mask flaws. It should be laid alongside
the weld and shimmed to the thickness of the weld cap. The shim must be of
the same material as the specimen,
Wire Type (BS3971:1980, DIN 54109)
These consist of seven wires of varying diameter placed parallel to each other
in a transparent low x-ray absorbent plastic envelope. In the British Standard
version the wire diameters correspond to the standard wire gauges.
Although BS3971 and DINS4109 are the most common wire types in use, ISO
and IIW have minor variations to the basic design. The advantage of the wire
type IOI is that the wires can be placed across the weld without obscuring
flaws.
NDT20
Issue 0191 103
SCHOOL OF APPLIED NON-DESTAUCTIVE TESTING
TABLE 12.2.4
Unsharpness values (mm) for Duplex type IQls.
MODEL A
Element Wire Diameter Corresponding
Number and Spacing Unsharpness
1 0.05 0.40
2 0.063 0.13
3 0.08 0.16
4 0.10 0.20
5 0.13 0.26
6 0.16 0.32
7 0.20 0.40
8 0.25 0.50
9 0.32 0.64
10 0.40 0.80
1 0.50 1.00
12 0.63 1.26
13 0.80 1.60
MODEL B
Element Element Element Element Corresponding
Number — Width Spacing Height Unsharpness
14 0.20 0.20 1.2 0.40
15 0.25 0.25 15 0.50
16 0.32 0.32 1.98 0.64
7 0.40 0.40 2.40 0.80
18 0.50 0.50 3.00 1.00
19 0.63 0.63 3.47 1.26
20 0.63 0.97 3.78 1.60
All dimensions in mm.
NDT20
Issue 0191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
12.2.4
NDT20
Issue 0191
Duplex Type (8S3971:1980)
This is a completely different design of IQ! developed by the Central
Electricity Research Laboratories (CERL) in the UK. It is standardised
in two sizes and consists of pairs of straight wires of circular section for
Model A (for object thicknesses less than 90mm) and of rectangular
section for Model B (for object thicknesses greater than 90mm). The
wires are made of platinum or tungsten and are spaced one diameter
apart and mounted in rigid plastic. It is used only for measuring
definition and therefore must be used in conjunction with one of the
previous IQI's. The criterion for unsharpness is the first pair of elements
which cannot be seen as two separate wires. The tables opposite give
the corresponding unsharpness values.
105,
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
TABLE 12.3
IQI Sensitivities that should be achieved on steel If good practice Is
followed.
CRITICAL TECHNIQUES
Specimen
Thickness (mm)
150
LESS CRITICAL TECHNIQUES
Specimen
Thickness (mm)
12
23
40
50
75
100
150
NDT20
Issue 0191
Ofnasay
wounaon
08
07
IOI Sensitivity (%)
Wire
QI Sensitivity (%)
Wire
Step/Hole
Step Hole
106
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
12.3
IQ SENSITIVITY
1Ql sensitivity achieved is measured as the thinnest visible step or wire
or as the thickness of this step/wire expressed as the percentage of the
thickness of the object.
‘101 Sensitivity « Thickness of the thinnest visible step er Wire y 499
NDT20
Issue 0191
object thickness
In assessing IQ! sensitivity it is necessary to know what IQ sensitivities
are attainable with the various IQ! types using different techniques and
thicknesses of materials. The tables opposite are for guidance only, but
show how the percentage values vary with thickness and technique.
From the above formula it should be noted that 1% is better than 2%.
The terms higher sensitivity or lower sensitivity are ambiguous. Better
sensitivity or worse sensitivity are less ambiguous terms. Where
possible use within specification and outside specification.
107
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
Centre of beam
vil v
COA CO
Thinnest wire away from centre of beam
Shim stock, to correct height, Centre of beam
to be visible V
¥
Diagnostic length
: ' cop
{ \ SN r “+ Plate
Thinnest step S N ro
away from cent of bean Shim stock 10
i
Shim stock, to correct height, Centre of beam
to be visible
v
COCR
ii
Fig.12.4
Positioning of IOls (basic requirements), and the use of shim stock for packing:
Wire type: il Plaque and step/hole types: ii) Duplex type (use with wire or step/hole type).
NDT20
Issue 0191 108
/ SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
12.4. PLACEMENT OF IQ!
12.4.4 The IQ! must be placed on the maximum thickness of radiographic
interest,
|
| The thinnest required step or wire must be placed at the extreme edge
12.4.2
| of section under test, except for duplex and plaque types which are
placed in the middle.
| 12.4.3 The 1] must be placed on the source side of object under test, if
possible.
}
} 12.4.4 If, owing to access problems, the IQI has to be piaced on the film side
of the object, lead letters 'FS' should be placed beside the IQI. This is
| a B.S. requirement, other specifications are similar, but not identical.
)
)
|
|
;
NDT20
109
Issue 0191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
TABLE 12.5
IQI Materials appropriate to various parent materials
Parent Material 1Q1 Material Parent Material 1Q1 Material
Aluminium & alloys Al Nickel & nickel alloys cu
99,99 Nickel 99.5% + Cu
Wrought alloys Cast nickel
Casting alloys Monel
'K' Monel
Hastelloy
cu Stainless steels Fe
Copper & copper alloys
Copper (pure)
Wrought alloys
Commercial bronze 90%
Corrosion resistant steel castings
Heat resistant alloy castings
Wrought stainless & heat resistant steel
Brass 70/30 Nimonic 90
Manganese bronze Inconel
Phosphor bronze
Aluminium bronze
Casting alloys Tin & tin alloys cu
Manganese bronze Tin (pure)
Aluminium bronze Pewter
Iron & iron alloys Fe Titanium & titanium alloys Al
Wrought iron Titanium (99.9%)
Grey cast iron Titanium alloys
Malleable iron
Mild steel Zine cu
Incoloy Zine (pure)
Commercial rolled zinc
Magnesium & magnesium alloys Mg
Magnesium (99.8%)
Wrought alloys
Casting alloys
NDT20
Issue 0191 110
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
| 12.5 IQ] METAL GROUPS
Most commercially available 1QI's are only available in magnesium,
| aluminium, iron and copper. Each of these are usually used for the
alloys based on the material as well as the pure metal itself. For
materials not covered in this manner, it is normal to use the IQ! of
nearest density, and materials are grouped accordingly, although some
alloys used are difficult to place in a group. The table opposite is for
guidance only, but gives some information on which IQI is used for a
| particular alloy.
NDT20
Issue 0191 "1
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
1 ro
t : z 00
© ons
: t T ned
, ¥ os
c ee
, z z s 1s ost
s cor t 9 z 9 00:
ae
+ , t t 0
9 z ce
oy
st 5 z , sz"
oz"
1 L 1] 9 +t © tis 00°
1 :
T z t L L v , t 9
z
©
c e z s c
,
- € r t £ a ¥
; ui ors + as
z
vt t ° s z 9
7
nd a ¥ — t
* s| + at »
s T 7
9
7 > = 3
1 a} ob
—} | bt wn yc aby AAT
zt ml tra]in ft west sre oy forer ern ot vn ano
6ol'bs NIG = VUME I lee sa YONdY
91898 uojeueU|p 0} 40J04 pus edoye 40 eojoy “eoatn
JA Jo axoquinu JJ0 pet
SHOLVOIGNT ALTIvad GOVAN
921 eqey
NDT20
12
Issue 0191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
12.6
NDT20
Issue 0191
1Q1 CHART
The IQI chart (opposite) is used to determine the IQ! and step or wire
required to prove a specified sensitivity. The chart applies to all
materials, but the material must be specified. The calculated wire
diareter (step thickness) is given by
; , eee
wire diameter ~ tickness of interest x % sensitivity required
100
The thickness of interest is the maximum thickness of material, through
which an image that is to be interpreted, has to be projected.
The wire diameter (step thickness) selected is that equal to or nearest
SMALLER than that calculated. Where there is sufficient choice the
wire (step) selected should be near the centre of a given IQI. This
allows more latitude in both directions for determining the IQ! sensitivity
achieved.
113
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
13.0 EXPOSURE CONTROL
NDT20
Issue 0191
13.1
13.2
13.3
13.4
FACTORS CONTROLLING
EXPOSURE
EXPOSURE CHARTS
EXPOSURE CALCULATIONS
CONSTRUCTION OF EXPOSURE
CHARTS:
114
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
13.0
13.1
NDT20
Issue 0191
EXPOSURE CONTROL
FACTORS CONTROLLING EXPOSURE
All of the following must be considered when calculating exposures, and
therefore must be stated for any exposure calculating system.
Specimen
1. Material
2. Thickness
Radiographic
1. Film Speed
2. kVor MeV
3. Quality of radiation (i.e. % wave, CP or Source)
4. ffd or sfd
5, Screens ~ type and if used
6. Filters
7. © Development
8. Density required
9. mAor Cuties
10. Time
115
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
EXPOSURE MILLIAMP.MINUTES
8
80
©
BJ Equipment -_ Ankex 140KV.
Material ~ Sioa
Fis
Fim
Screens ~ Lead (125mm. },
2 front and back.
Densty = 20.
Procassing - Standard time and
‘temperature.
Wo a 8 12 16 0 m 2% 32 36
‘THICKNESS IN MILLIMETRES
5
3
5
3
=
' 2 5.10 2 ” 100
EXPOSURE CURIEHOURS
Fig.13.2 5
NoT20 ‘Exposure charts for ()) x-ray and (ji) gamma-ray systems.
Issue 0191 116
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
|
13.2
NDT20
| Issue 0191
EXPOSURE CHARTS
There are various methods of calculating exposure using the factors
listed in 13.1, Nowadays there are instruments in the form of slide
rules and electronic devices. The most common method of displaying
the base data is by use of graphs, where thickness and exposure are
plotted at a particular energy level. With a graph used for x-rays it is
usual to plot curves for various kV levels.
To use an exposure chart with a known thickness of material, project
a line from the thickness axis to the energy line, and where the two
intersect the exposure can be read from the exposure axis. The
exposure will be correct for the details listed on the graph, but
corrections to obtain the exposure for alternative films etc, can be
made as discussed in the following pages.
17
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
Table 13.3.1
‘Approximate radiographic equivalence factors (after Kodak)
ren Ganme Raye
wa “sony | rooav] sso nv | 220 ev] coo. t00ewvfz0c0 wv] '0 | tr 92 | e437] co e0
wagresiom | 06 | 06 | 08 | ave
union | 19 | 10 | 072] 018 oa6| 03s] 02s] ovo
2024 (alum
Zanjatoy | 22 | 16 | ore} o22 oas| 09s | 02s
Titanium oas | 03s
Stee! wz | 10 || | | 1 |r| | 0 | | 30
188 (aes)
ay wz | 10 | 10 | 10 | | 1] 10 | | 0 | 0] 10
copper ww | te | 14 | va wa far fps foa
Zire 1 [oa [13 v2 [as] 10 | 10 | 10
erase ve fas] te] wforpor[ orf or
Inconel x
sie ws | se faa | as] aa fas fsa | sa | sa fro | os
Zirconium 23 | 20 10
tend «fe so | 28 | so | «0| 2 | 20 | 20
Usain 2. as fe | se | 2
‘Aluminum taken as the stancard mat
by the correspond
{pplnng to tus tvekness of tbe atancaré metal 8 used
‘Example: To radiograph 0Sinch of copper a 220 KV. muliphy©Sinch bythe actor 1.4, ebiaining an equivalent thickness of07 inch of
ie the exposure required lor 07 inch of ses
lye inthe brass wil increase these fnctors
4 SORY an 10D RV and
orto obtain the
the higher vollages and pamma rays. The hikness of ancther
Svivalent thickness of the sandals meta The exposure
NDT20
Issue 0191
118
|
|
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
13.3
13.3.1
13.3.2
NDT20
Issue 0191
EXPOSURE CALCULATIONS
As was discussed in 13.2 an exposure taken from the graph is for the
factors on the chart, However it is not necessary to use those factors
and corrections can be made for different situations. The corrections
are discussed individually below, but they may be performed in
combination.
Often the exposure charts available are for steel at higher kVs or
aluminium at lower kVs. If another material is to be radiographed,
then the radiographic equivalence chart (see opposite) can be used to
obtain an equivalent thickness. For a number of materials, the chart
gives equivalence factors for a range of x-ray energies and gamma
sources,
If, for a given energy, the value in the equivalence chart for Material 1
is A and for Material 2 is B, then a thickness of Bmm in Material 1 is
equivalent to a thickness of Ami in Material 2, at that energy. Thus
at 150KV the chart values for steel and zirconium are 1,0 and 2.3
respectively, which means that every 1.0mm of zirconium is
equivalent to 2.3mm of steel and therefore for a 7mm thickness of
zirconium the exposure for a 7 x 2.3 = 16mm thickness of steel
should be used (at ~ 150kV)
NOTES:
1. The values given in the equivalence table are approximations
and can be used above and below the quoted energy to obtain
a trial shot.
2. At 150kV and above steel is used as the reference material
(factor = 1.0), but below this aluminium is used as the
reference material.
Change of Density
The calculation to change from the listed density to the required
density is covered in Section 8.3.2.
119
reat woe
I—T
al * eos
o or ba
— + + anoanet
+—
+ : * + aes va
e 2
2 (a1 ayo
Jasstenpt
+ + |] a] tr een
" Wy
Let |. |-e-|-—}-—¢- | vaan-vany
va id sa]
Cr a
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
eangodxe oayyuouy
eyo peeds wily LONVS
eee Bis
NDT20
Issue 0191
|
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
13.3.3
13.3.4
NDT20
Issue 0191
Film Relative Exposure
If the film that is to be used is different from that stated on the
exposure chart, a correction can be made using the chart opposite.
On the left hand side are listed the film manufacturers and along the
chart are the identifications of the films. The faster films are on the
left of the chart, The figures at the top are the relative exposure
factors. To calculate a new exposure with change of film, a ratio is
made of the exposure factors, by dividing the factor for the new film
by the factor for the listed film. The original exposure is multiplied by
the ratio, to give the corrected exposure, with all other factors being
constant.
For example, if an exposure of 4 minutes on Kodak CX film has been
calculated, then the corrected exposure for MX film is derived thus:
factor for CX = 2.5
factor for MX = 10
# x4 minutes = 16 minutes
For Change of Distance
If an ffd or sfd is to be used, which differs from that stated on the
exposure chart, then a new exposure can be calculated using the
inverse square law thus:
(25)?
- xT;
(OP
T, = Known Time
T, = Unknown Time
D, = Original Distance
D, = New Distance
For example, for an exposure of 4 minutes at 1 metre, then if a new
distance of 0.75 metres were to be used, then the new time would be:
1 metre = 1000mm
0.75m 750mm
750 4 = 2.25 minutes
1000?
121
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
TABLE 13.4.1
Proforma Table for the minimum data required for the construction of an
exposure chart
kV/curies mAm/secs.
Step Step Density Correction Corrected
Number. . Thickness Factor for Exposure
(mm) Density
NDT20
122
Issue 0191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
13.4 CONSTRUCTION OF EXPOSURE CHARTS
Although there are various methods of constructing exposure charts,
| the following are recommended.
} In each case, the main requirement is a metal step wedge of the
material type for the chart. A number of steps are required, and an
increment of not more than 5mm per step, from 5mm up to about
70mm would cover most applications.
13.441 CHARACTERISTIC CURVE METHOD
} a) — With a chosen kV and film, expose the step wedge so that the
| middle step gives a density near to that required. Care must
be taken to identify the steps with lead numbers.
| b) After the film has been processed and dried, the densities of
, the steps are measured using a densitometer and recorded
against the step number and thickness.
Using the characteristic curves for the film in use, calculate the
| correction factor to correct from the actual density achieved to
the required density.
| d) Using the correction factors and the exposure at which the
step wedge was radiographed, a corrected exposure is
recorded against the step number and thickness.
On log linear graph paper with exposure on the log scale and
thickness on the linear scale the corrected exposure is plotted
against thickness,
f) When several points have been plotted, join them together in a
straight line, which may be extended above the highest point
and below the lowest point.
| The above are then repeated for different kVs.. The same method
can be used for gamma sources.
)
| NDT20
| Issue 0191 123
|
|
|
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
13.4.2
13.4.3
NDT20
Issue 0191
Intermediate Graph Method
a) Using a step wedge as described previously, give two
exposures at the same KV, a high exposure and a low
exposure,
b) When the films are processed and dried, the densities of the
steps are plotted against the thicknesses of the steps on linear
graph paper. One graph is used for the high exposure and
one for the low exposure,
c) Draw a line through the curves on the graphs at the required
density.
d) Where the density line intersects the curve, project a line to the
thickness axis.
e). On log/linear graph paper, with the exposure on the log scale
and thickness on the linear scale, plot the exposures against
‘the thicknesses for the values obtained from the two previous
graphs.
f) Join the two points with a straight line extending beyond the
points.
The above steps are repeated for different kVs, but only one
sequence is required for a gamma chart.
Information to be given on the exposure chart
Whichever procedure is used to produce the exposure chart all the
factors controlling exposure must be listed on the exposure chart, as
follows:
Type of equipment (C.P. - Half wave or Source)
Film type
Screen type (if used)
Material
MA (unless the axis is mA.time)
Film Processing
Density
125
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
14.1. IDENTIFICATION
|
14.2 SINGLE WALL SINGLE
IMAGE
14.0 ANGLES OF ASPECT
14.3 DOUBLE WALL SINGLE
IMAGE
|
14.4. DOUBLE WALL DOUBLE
IMAGE
NDT20
Issue 0191 127
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
“ydesborpes © 10) Buyogey pue ino Bupysew jo ojdusexy
Verba
(ssayeu yi6u] ousouBeyp Aeiuawejddns pus) ssoyew pjom jo ebpe se posn ¢,p,
C 335) 255555 DP>>>>>yD)
= (2ew y16u9} onsouBerp pue) (10920 yi6u9) onsouBeyp pus) s94s0W uoje207 —= y
s9%22u1 voe20},
Z10HS vzom
cosvezs
/ 7 /
; sequin
8 enn
voneaynuapt
yous
NDT20
128
Issue 0191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
14.0
144
NDT20
Issue 0191
ANGLES OF ASPECT
IDENTIFICATION OF RADIOGRAPHS
Whatever technique is employed to radiograph a specimen, the
radiograph must carry markers to unambiguously identify the radiograph.
From this identification it must be possible to trace, directly or indirectly,
which item was being radiographed, the area on that item and which
shot of that area. When using letters care must be taken with AH | M
OT VWX Y as these are symmetrical and used singly can create
confusion. Figures can also create confusion particularly with sixes and
nines and in some cases the letters | and O have been confused with
one and zero.
In many cases, the details of the components are entered in a log book
so that the radiograph carries a number. Letters or numbers should also
be placed at the end of the section to denote the diagnostic film length.
The film would be slightly longer than this to prove that coverage has
been achieved.
129
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
Fam
fam
\\
)
Film
Fig.14.2.a
Radiographic techniques for pipes,
top = single wall single image ( SWS ),
middle = double wall single image ( DWSI ),
bottom = double wall double image ( DWD! ).
For flat plates single wall single image techniques
similar to those for pipes are used.
NDT20
Issue 0191
130
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
14.2 SINGLE WALL SINGLE IMAGE (SWS!)
From a sensitivity aspect this is the best technique as the radiation is
penetrating one wall and projecting the image of only that wall onto the
film. There are three methods involved with this technique.
14.2.1 Panoramic
This is not strictly a B.S. term, but is used often. A 360 degree source
of radiation, either x-ray or gamma, is located at the centre of the pipe
or pressure vessel and the film is wrapped around the outside. The
advantage is that the whole weld is radiographed in one exposure.
Roll packed film or several shorter films may be used, and in either case
the ends of the film overlap, on a marker to prove coverage. The pipe
or vessel is marked to indicate the areas radiographed.
NDT20
Issue 0191 131
SCHOOL OF APPLIED NON-DESTAUCTIVE TESTING
: "9961:0162's'a WO
‘sadid uo senbjuyoa) eBew e[Buls jem e[Buls 40} pauinbai sjoys Jo SiequNN
on
sto ovo sto os it stove sto. _s00 °
v0
r0
saquny
0
so
to
0
60
40
NDT20
132
Issue 0191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
14.2.2
14.23
NDT20
Issue 0191
Film outside, source inside, offset source
If the diameter of the pipe or pressure vessel is too small or the
thickness is too great and the panoramic technique cannot be used, then
the source can be offset from the centre of the pipe or pressure vessel
and the film wrapped round the wall away from the source. This would
require more than one exposure. The number of exposures can be
ascertained from the graph opposite. Coverage of the whole
circumference or required section of the pipe or pressure vessel must be
proved.
Film inside, source outside
In a number of instances it is more convenient to locate the film on the
inside than a radiation source, and therefore the source is on the
outside. This results in more exposures being needed to achieve full
coverage owing to the divergent beam and the curvature of the pipe or
vessel. With this technique density reduces towards the edges of the
section and the density must be measured at the edge of the section.
The graph opposite gives the number of exposures needed for full
coverage.
133
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
Source
Source
off
0.25
00s. 0100.15 0.20
0
Fig.14.3
Numbers of shots required for double wall single image techniques on pipes,
from B.S.2910:1986.
NDT20
Issue 0191 134
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
14.3
14.3.1
14.3.2
144
NDT20
Issue 0191
DOUBLE WALL SINGLE IMAGE (OWS!)
When the inside of a pipe or pressure vessel is inaccessible then a
double wall technique is applied. This is mainly carried out on site or
under site conditions. There are two variations of the method for this
technique depending upon whether x-rays or gamma-rays are
employed. Because two walls are being penetrated, sensitivity will be
lower.
When gamma sources are used, the source can be placed on the
outside of the pipe or vessel, in contact with it, and the film wrapped on
the outside of the opposite wall. Note that the source is slightly to one
side of the weld. This is sometimes known as the contact method.
When using x-rays for this technique the focal spot is approximately
100mm behind the window of the tube head and therefore the contact
technique cannot be used. In this instance the tube head is angled to
10° to the vertical with the centre of the beam directed to the part of the
weld to be tested. The film is wrapped round the pipe or vessel as in
the previous technique.
In this and the previous technique, one weld thickness is taken to be the
object to film distance to calculate the ffd and the IQI sensitivity.
DOUBLE WALL DOUBLE IMAGE
This technique is restricted to pipe of not more than 90mm or 3% inches
outside diameter. Good images of the weld, on both sides of the pipe,
are required on one radiograph, and it Is usual that these images are
required to be separated laterally. To achieve this whether x-rays or
gamma-rays are used, the source of radiation typically is set to a 10°
angle or is offset ', ffd, although larger angles/offsets may on occasion
be required to give separation of the two weld images. The film is laid
flat and the image of the welds takes the form of an ellipse on the film.
Care must be taken in placing the identification so that it is not projected
onto the diagnostic part of the weld image. At least 3 exposures are
required to achieve full coverage. The outside diameter of the pipe plus
two cap heights, plus any gap between the pipe and the film is the
object to film distance used to calculate the ffd. When calculating the
1Q1 sensitivity, two weld thicknesses are used.
135
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
15.1 INTRODUCTION
15.0 INTERPRETATION
CONDITIONS
{
15.2 VIEWING CONDITIONS
NDT20
Issue 0191 136 |
all
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
15.0 INTERPRETATION CONDITIONS
18.1 INTRODUCTION
Even with good radiographs, fine detail can be missed if the viewing
conditions are not correct. The interpreter’s eyesight must also be
good and medical eyesight checks are required by most approval
systems.
15.2 VIEWING CONDITIONS
Attention needs to be paid to the following :
a) A darkened room
b) — Aclean viewer
c) Adequate illumination from the viewer; with a minimum light
output of 300,000 cd/m? for a photographic density of 4.
d) Eyesight must be adjusted to the darkened conditions. This
can take approximately 20 minutes for total adaptation,
e) A comfortable viewing position is essential to avoid fatigue.
f) + Avoid fatigue. This is not only achieved by a comfortable
NDT20
Issue 0191
viewing position, but also limiting the length of time spent
viewing radiographs.
137
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
16.1. INTRODUCTION
16.2 INTRODUCED BEFORE EXPOSURE
16.0 SPURIOUS
INDICATIONS.
(OR ARTEFACTS)
16.3 INTRODUCED DURING EXPOSURE
16.4 INTRODUCED DURING PROCESSING
% 16.5 DIFFRACTION
x we ge eo
Be =
NDT20
Issue 0191 138
— Usyere Sparr — 4 qn
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING —
i Aft ex posy ~alay bi
16.0 SPURIOUS INDICATIONS (OR ARTEFACTS) fe
16.1 INTRODUCTION
Spurious indications or artefacts are usually caused by incorrect
processing or careless handling of the film. Occasionally they may be
j due to manufacturing faults. Although in most cases they cannot be
confused with imperfections, some may give rise to misinterpretation.
There are several ways of detecting spurious indications. Looking at
both emulsions under reflected light will often prove that a feature is a
spurious indication. Sometimes another exposure of the same area,
possibly with fresh screens and cassette, will confirm that a feature is
one of the most commonly encountered spurious indications.
16.2 ARTEFACTS ARISING BEFORE EXPOSURE
| 1. Film motile: due to the use of old film.
| 2., _ Radiation fogging: this occurs when the film is stored too close to
a source of radiation, or when a film is inadvertently left in the
exposure bay during the exposure of another film.
3, Lightfog: caused by storage of film in a faulty storage box or bin;
leaving the lid off the box; exposure to white light in a faulty
| darkroom; the use of the wrong type of safelight; too strong a
bulb in the safelight; or to the use of a faulty film holder. It is
usually local, but may be an overall fog.
|
y 4. Pressure markings: due to clumsy handling of the film when
loading or unloading the cassette or film holder. They are often
| in the shape of dark or light crescents. If dark, they are caused
by local pressure on the film after exposure; If light they are
jised by local pressure on the film before exposure.
5. Scratch marks: usually caused by a finger-nail or abrasive
material.
6. __ Static: this has the appearance of dark branched and jagged fine
lines; it is due to electric discharges on the surface of the
emulsion when the film is removed rapidly from a tight wrapper;
itis very rare,
| 7. High or low density finger marks: caused when handling the film
with greasy or chemically-stained fingers.
| 8 Lowdensity patches or smears: due to splashes of water or fixing
solution on the film.
9, Dark patches or smears: due to splashes of developer on the
film.
NDT20
Issue 0191 139
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
16.3
16.4
16.5
NDT20
Issue 0191
Radioactive spotting: this occurs as very intense black spots,
often with a halo round them; caused by radioactive
contamination of the wrapping paper; now very rare.
10.
Light spots: caused by dust particles between the film and
intensifying screens.
WW.
ARTEFACTS CAUSED DURING EXPOSURE
12a (2), (3) and (4) above.
12b Screen marks: due to contamination of the intensifying screens
with chemicals, or to defects in the screens such as cracking or
buckling, or to the presence of dust.
ARTEFACTS CAUSED DURING PROCESSING
13. (3), (4), (7) and (10) above.
Air bells: these are shown as discs of lower density, caused by
air trapped on the surface of the emulsion, usually during the
early stages of development, due to insufficient initial agitation.
13b
14. Patchiness or streaks: due to inefficient agitation during
development, or failure to agitate in the rinsing bath; quite
common.
15. Oxidation (aerial) fog: caused by excessive exposure of the film
to air during development.
16. _ Neighbourhood effects: these are shown as streaks from part of
the image and are due to insufficient agitation during
development, especially when the image contains a sharp
boundary separating areas of high and low density.
17. Reticulation: this has the appearance of leather grain and is due
to rupture of the emulsion caused by great differences in
temperature between successive processing solutions; now very
rare.
18. Drying marks: these are due to drops or streaks of water
remaining on the surface of the film after it has been partially
dried and they often occur when attempting to dry films rapidly at
a high temperature in a drying cabinet; quite common.
DIFFRACTION (MOTTLE)
This gives rise to images on film of a dark line accompanied by a light
line and in welds can give a herringbone pattern. A change in beam
angle or kllovoltage alters the pattern and therefore allows diffraction
mottling to be identified as a spurious indication.
Rebicultien 7 Wevmal Ghee
141
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
17.0 RADIATION
PROTECTION
NDT20
Issue 0191
17.4
17.2
17.3
17.4
17.5
PRINCIPLES
UNITS OF DOSE
SAFE WORKING
PERSONNEL,
MONITORING
142
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
17.0
174
17.2
17.2.4
17.2.2
17.2.3
NDT20
Issue 0191
RADIATION PROTECTION
PRINCIPLES
The protection of persons from ionising radiations is subject to three
basic principles.
() Justification
No use of ionising radiations can be justified unless there is a
significant benefit and there is no other method of carrying out the
work.
(i) Optimisation
If ionising radiations have to be used then all doses shall be kept
As Low as Reasonably Practicable (ALARP), social and economic
factors being taken into consideration.
(ii) Limitation
Doses must not exceed the limits as laid down in national laws or
local rules.
UNITS OF DOSE
Gray (Gy)
This is the S.I. unit which replaces the Radiation Absorbed Dose (RAD)
and is the amount of radiation that will deposit 1 joule of energy per
kilogramme of absorber. It has the same value as 100 RADS.
Quality Factor (2)
Although the concept of absorbed dose is useful, the degree of damage
for a given absorbed dose is not the same for all types of radiation.
Some forms of radiation are more damaging than others. To find the
radiobiological effectiveness, the absorbed dose in Grays must be
multiplied by the appropriate quality factor, Q.
Sievert (Sv)
This is the unit for the radiobiological effectiveness and is obtained by
Grays x Q factor = Sieverts.
143
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
17.3
17.3.1
17.3.2
17.3.3
17.3.4
NDT20
Issue 0191
SAFE WORKING
Controlled Area
Any area in which the dose rates are likely to exceed three tenths of the
annual dose limit for employees aged 18 years and over, must be
designated a controlled area. This is an instantaneous dose rate of
7.5uSvhr', The area has to be demarcated by barriers and access has
to be restricted.
Supervised Area
Any area in which the dose rate is likely to exceed one third of the dose
rate of a controlled area. Supervised areas need only to be described
in local rules.
Walled Enclosures
Allenclosures should provide adequate shielding. No person should be
allowed inside the enclosure whilst the useful beam of radiation is being
emitted. Waring shall be given when an x-ray set is about to be
energised or a sealed source is about to be projected to the working
position. Waring shall also be given when an x-ray set is energised or
a sealed source is in the working position. These warnings should be
audible or visual or both, but the pre-warning and the actual warning
must be distinguishable from each other.
All access doors shall have cut-out switches so that the exposure
cannot commence with the door open, The exposure terminates when
the door is opened and exposure does not commence solely on the act
of shutting the door. Means should also be provided whereby the
exposure can be terminated from inside the enclosure in the event of
persons being inside. All safety devices must fail to safety.
Site Work
This applies to situations when it is neither practicable nor feasible to
carry out radiography inside a walled enclosure. Barriers must be
placed at a distance from the radiation source where the instantaneous
dose rate does not exceed 7.5uSvhr™ and all persons must be excluded.
If it is not feasible for the control point to be outside the controlled area
then only classified persons can enter and are subject to a maximum
dose rate of 2mSvhr", Use may also be made of local shielding and
collimation is also desirable.
Warming devices as described in 17.3.3 are also required. Notices
drawing attention to and explaining the purpose of the barrier must be
placed in prominent positions.
145
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
17.3.5
NDT20
Issue 0191
Calculation of Safe Distances
The safe distance can be calculated using the inverse square law
formula:
(DP xR, = (D,% xR,
Original distance
where
R, = Original dose rate
R, = Required dose rate
This formula can be transposed for the required distance such that:
2 (Dy x . | OexR
rn ia R,
For gamma sources the dose rates at 1 metre are:
Co - — 13mGyMhr/Ci
"ip 4.8mGylhriCi
"Yb - —1.25mGy/hr/Ci
™Se - — 2mGy/hriCi
The safe distances for x-ray machines is more difficult to calculate,
because the output varies with the KV and more importantly mA.
Some manufacturers will give dose rates at the maximum kV and
mA.
147
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING.
EXAMPLE 1
Calculate the safe distance for safety barriers (7.5uSv/hr) using 20 curies
of “Co.
(O,? x Fy
0+ |r
1m)? x 13mGyfhCi x 20Ci x 1000 x1
7.5 »SMhr
1000 = conversion factor from mGy to pGy: 1 = Q factor
for gamma-rays.
Safe distance = 186.2m
EXAMPLE 2
Calculate the safe distance for safety barriers (7.5ySv/hr) using 200GBq
of Ir (1 Curie = 37GBq)
200GBq = 20 . 5.45 Curies
7
(im? x 4.8mGyfh Ci x 5.45C7 x 1000 x1
7.5uSMhr
Safe distance = 58.8m
N.B. Although the .I unit of Bq should now be in use, many suppliers
of gamma sources give the source activity in curies.
NDT20
Issue 0191 S 149
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
17.3.6
NDT20
Issue 0191
Setting up Barriers
For gamma sources the safe distance should be calculated and barriers
should be set up at this distance. It is VITALLY IMPORTANT,
HOWEVER, THAT THIS DISTANCE SHOULD NOT BE TREATED AS
ACCURATE. The radiation level at the barrier should be checked
immediately the source is exposed, and the position of the barrier should
be adjusted if appropriate. For x-ray sources a similar procedure should
be followed where dose rate data or safe distance data are available.
Where such data are not available, then a barrier should be set up at
least 20 metres from the source, then the source should be switched on
at its lowest kV and mA, and the dose rate at the barrier should be
checked immediately. If the dose rate at the barrier is above 7.5uSv/hr,
then the set must be switched off and the barrier must be moved. If the
dose rate at the barrier is below 7.5uSv/hr, then the output can be
increased incrementaly, but the dose rate at the barrier must be checked
immediately after each increase. Working with the dose rate at the
barrier in excess of 7.5Sv/hr IS NOT PERMITTED.
151
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
17.4
17.44
17.4.2
17.43
17.4.4
17.4.5
NDT20
Issue 0191
PERSONNEL
Radiation Protection Adviser (R.P.A.)
The RPA may be an employee, an outside consultant or a specialist
organisation, and may be on a full time or part time appointment. The
RPA does not have to be present all the time when exposures are being
cartied out. He should have an in depth knowledge of the hazards
involved, the methods by which the hazards can be minimized, advise
the employer on good safe working methods and be in a position to
keep up to date with legislation and other publications as they apply to
the employer.
Radiation Protection Supervisor (R.P.S.)
The RPS plays a supervisory role to ensure that the regulations are
being applied, In addition the RPS will initiate investigations where
overdoses are concerned, will carry out monitoring and checks on safety
devices, will be involved in initial discussions on new buildings or
modifications to existing buildings where radiation is a consideration.
The RPS must have sufficient training and information to carry out this
work, though not in as much depth as that required by the RPA.
Classified Persons
An employer must designate any person who is likely to exceed three—
tenths of the annual dose limit, as classified. The persons designated
must be 18 years of age or older. Also, they must be certified fit in the
health record by an employment medical adviser or appointed doctor.
The entry in the health record is valid for 12 months or for a shorter
period as laid down in the record by the doctor, or until cancelled by a
further entry in the record.
Trainee
This is a person aged 16 years or over who is undergoing instruction or
training in operations which involve work with ionising radiations.
Other Persons
Any person not designated in the preceding paragraphs.
153
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
yonising
padl
Detector tube
ation
Power source and amplifier
Fig.17.5.1
Schematic representation of an ionisation chamber.
+
Fig.17.5.2
Schematic representation of a Geiger-Muller tube, showing the cascade effect.
NDT20
Issue 0191 154
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
175
17.5.1
17.5.2
17.5.3
NDT20
Issue 0191
MONITORING
lonising Chamber
‘As seen in Sections 2.2.3 the passage of radiation through a gas causes
ionisation, If this ionisation occurs in a tube in which a moderate voltage
is applied across two electrodes, then the negative ions will flow to the
positive electrode, and the positive ions flow to the negative electrode
and an electric current is set up in the system. The equipment is fairly
delicate and expensive.
Geiger-Muller Counter
The detector tube is filled with gas at low pressure and a higher voltage
is used, When radiation causes ionisation, a single ion can create
further ionisation by an avalanche effect. The ions are collected and
recorded as pulses per unit time. It is not equally responsive to all
energies, therefore correction charts have to be supplied to convert
counts per second into Gy, mGy or Gy per hour. Most instruments are
compensated Geiger-Muller tubes, that is the tube has a metal filter to
even out the differences in energy.
Scintillation Counter
Certain crystals, e.g. sodium iodide, emit flashes of light, scintilations,
when the crystal absorbs photons of radiation. When coupled to a
photomultiplier tube these scintilations are converted into electrical
pulses which are then amplified and displayed.
155
on
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
7 154 456 1328
Filter Types
Window
. 50 mg/cm? plastics
300 mg/cm! plastics
0-004" Dural
0028" Cd 0-012" Pb
0.028" Sn 0-012" Pb
0012" Pb edge shielding
|. 0-4 gm of indium
SPA ABweAwe
Fig.17.5.4
Diagram of a radiation film badge.
TLD insert
TLD holder
Control code holes
yy
Discs of PTFE and LiF
Open window
8mm thick plastic
Fig.17.5.5
Diagram of a TLD badge.
NDT20
Issue 0191 158
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
17.54
17.5.5
NDT20
Issue 0191
Film Badge
This relies on the photographic effect of radiation. The density of the
processed film is measured and by using a density/dose curve the dose
can be assessed. By using a holder with various filters, information on
the type and energy of radiation can be deduced.
Thermoluminescence dosemeter (TLD)
Lithium fluoride has the ability to absorb radiation and store it. When
heated to around 200°C the radiation is emitted in the form of visible
light, the amount of light is proportional to the dose of radiation received,
In practice the light is measured in a computer operated system and
dose records are kept on the computer store. After further heat
treatment, the dosemeter is sent back to the wearer for further use.
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
NDT20
Issue 0191
Fig.17.5.6
Simlpified sectional drawing of a QFE.
1 Protective cap 9
2 Marker sleeve 10
3 Pocket clip un
4 Microscope body 12 ||
5 lonisation chamber "9
6 Capacitor "4
. 15
7 Protective cap
(Captive) 16
8 Charging pin 7
Charging bellows
Electrode
Quart fibre
Objective lens
Case tube
Field lens
Graticule
Eye lens
Window
158
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
17.5.6
17.5.7
NDT20
Issue 0191
Quartz Fibre Electroscope
This is a pocket dosemeter about the size of a large pen and gives a
visual indication of accumulated dose. It consists of a small ionising
chamber in which a quartz fibre is attached to a charging pin. When
the pin is charged the quartz fibre is deflected. On exposure to
radiation, ionisation of the gas within the chamber allows the fibre to
discharge and its deflection is reduced. A lens system allows the
position of the fibre on a calibrated scale to be read and this gives
the dose received.
Audible Monitors
These form another type of pocket dosemeter. They are electronic
and a bleeper is triggered when a predetermined dose level is
exceeded. Some of these types have a LED display of dose level
and/or accumulated dose.
159
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
18.0 LOCALISATION
NDT20
Issue 0191
18.1
18.2
18.3
18.4
18.5
INTRODUCTION
90° METHOD
TUBE SHIFT METHOD
LEAD MARKER METHOD:
STEREO RADIOGRAPHY
160
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
18.0
18.1
18.2
NDT20
Issue 0191
LOCALISATION
INTRODUCTION
As a normal radiograph is a two dimensional image of a three
dimensional object, the depth of an imperfection cannot be deduced
from that radiograph. On specimens greater than 25mm thick it is
important to ascertain the depth of unacceptable imperfections so that
the minimum amount of metal is removed to remove the imperfection.
90° METHOD
This is only suitable for specimens of round, square or rectangular
section of limited size. Two exposures are made at right angles on
separate films and the depth can be ascertained from the appropriate
radiographs,
161
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
Defect
Fig.18.3 Tube shift method of localisation
NDT20
Issue 0191 162
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
18.3
NDT20
Issue 0191
TUBE SHIFT
In this method, two exposures are made on the one film from slightly
different positions. The exposure time in each position is half the
original. Careful measurements must be made of the amount of tube
shift, the fid and the separation of the two images of the imperfection on
film.
The depth of the defect D can be calculated using the formula
IxF
OS a7;
where D,I,F and T are as defined in the figure opposite.
The total shift of the tube should be approximately ‘/, ffd. The ‘tube shi
is relative, and therefore either the tube or the specimen may be moved.
In both cases it is important that the specimen is not moved relative to
the film.
163
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
Tube shit
TMS = top marker shift
BMS = bottom marker shift
DS = defect shift
Specimen
aoe ak
T™s bs BMS thickness
Film
Depth of
defect from
film side
BMS DS
Fig.18.4 Image shift
Lead marker method of localisation. Top, movement of markers with tube
shift. Bottom, graphical approach to obtaining the depth of the defect
from the film side of the specimen.
NDT20
Issue 0191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
18.4
NDT20
Issue 0191
LEAD MARKER METHOD
Asin the previous method a tube shift and a double exposure are used.
Here, however, the shift on the film appropriate to the top and bottom
surfaces are recorded via the use of lead markers on the surface. The
depth of the defect is found from the movement of these and the defect
shift on the film, on a proportionality basis. The figure opposite shows
the shift on the film of each marker and the defect.
The basic technique is the same as that for the tube shift method,
except that there is no need to measure the ffd and tube shift accurately.
Again a shift of tube (or specimen) of about ‘Vs fid is appropriate.
Asimple graphical technique for obtaining the depth of the defect from
the film side of the specimen is shown opposite.
Altematively, the depth of the defect from the film side of the specimen
can be calculated as follows
T(DS - BMS)
TMS - BMS
where D, T, DS, BMS and TMS are as shown opposite.
165
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
18.5
NDT20
Issue 0191
STEREO RADIOGRAPHY
This is a rarely used method, but under a few circumstances may be
beneficial. Basically it is the same as the lead marker method, except
the exposures are made on two films which have to be identified as left
and right for viewing, The amount the source is moved is dependant on
the ffd and has to be to the same ratio as the distance between the eyes
to the normal viewing distance. There are a number of stereo viewers
available, but for occasional use two viewers and two mirrors can be
used.
167
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
19.1 SENSITIVITY
19.2 CONTRAST
19.3 DEFINITION
19.4 DENSITY
19.5 ENERGY
19.6 FILM
19.0 CONTROL OF
SENSITIVITY
19.7 SCATTER
19.8 GEOMETRY
19.9 MOVEMENT
19.10 DEVELOPMENT
19.11 OBJECTS OF DIFFERING THICKNESS
OR DIFFERING MATERIAL.
NDT20
Issue 0191 169
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
adky,—pantesndusny,
| g
wow
ones a
esa “thou
aos ni ‘ou suans9g
wet seoupn
ds 230 now
vos (ee) paods “"
” swans
* oe “haw Jayson
hovug
p Houde > eran
s
ed
Rs
ues Bu
youanyu si0}oe4 83
berBiy
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
19.0 CONTROL OF SENSITIVITY
19.1 SENSITIVITY
In many types of radiographic work radiographic sensitivity and
radiographic quality are synonymous, but with irregular shaped castings,
radiographs with good quality may not give good sensitivity in all areas.
Where assemblies are being radiographed to measure small dimensions,
gaps in electrical relays or orientation of the sub assemblies the
important criteria may be definition and the orientation of the beam. If
a radiograph satisfies the inspection requirements then it is a good
radiograph even if the sensitivity is low, as in the radiography of a pipe
wall to check for consistency of wall thickness.
NDT20
Issue 0197 171
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
40 1
30F -— 4
r 7 1.23
E (x17)
2
5 20h 4
tof 4
L + | — IF 023
tt db ery
00 4 LI 1
1 5 10 50 100, 500 1000
RELATIVE EXPOSURE
Fig.19.2
Ifa sample has two thicknesses and the step between them is equal to the half value
thickness, then radiographic film under the thin material would receive twice the
radiation of film under the thick material. An exposure 'B' that gives a density of 3 on
the thin material would give high contrast, since the opacity of the film for the thick
material would be 17 times lower than for the thin material.
An exposure ‘A’, lower by a factor of 10, however, not only reduces the density for the
thin material to 0.6, but also reduces the contrast since the opacity of the film for the
thick material would be only 1.7 times lower than for the thin material.
N.B. Opacity = intensity of incident light + intensity of transmitted light
Density = log,, opacity
NDT20
Issue 0191 172
|
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
19.2
19.3
NDT20
Issue 0191
CONTRAST
This is one of the main factors controlling sensitivity. Contrast is the
difference in density between adjacent areas ona radiograph, The
greater the difference in densities the greater the contrast.
DEFINITION
This is the other main factor controlling sensitivity. Definition is the
sharpness of the dividing line between areas of differing density, Itis a
function of film, exposure and the geometry of image formation, and can
be assessed by measuring the width on the film of the region over which
the density change occurs. This approach is also used for measuring
film unsharpness, as described below, but the main geometric factors
were discussed in Section 9.
Film unsharpness can be assessed by taking a radiograph of a sharp
edge as in a step wedge with the beam accurately aligned with the step,
and then measuring the variation in density with a micro-line
densitometer. Density can be plotted against distance as illustrated
opposite.
‘The width of the sloping portion of the curve is taken to be the
unsharpness.
173
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
source O
i I | .
E semmncy |
| «
[Nene
Ll
Ne.
dak
Fig.19.3
Measurement of film unsharpness U;: a) ideal result; b) general shape;
) typical form of result; d) ‘c’ after ‘smoothing’ .
Incident Fim Transmitted
light light
intensity intensity
4, Ly
Transmittance = #
4
> ———- opmiy =?
Density = loge t
Fig.19.4
Transmission of light through a radiographic film.
NDT20
Issue 0191 174
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
19.4
NDT20
Issue 0191
DENSITY
This may be considered as the degree of blackening of a radiograph.
For practical purposes a more precise definition is essential. If a beam
of light of intensity |, falls on to a radiograph and the intensity of light |,
is measured on the opposite side, then the opacity is |,/,.
I,
Density is loi, 2
;
Density is measured by a ‘densitometer’ which must be in calibration.
Specifications state either a minimum density or a density range. Upper
density limits are usually determined by the type of viewers that are
used. Most commercially available viewers are suitable for density 3.
Ifhigher densities are required, high intensity bulbs such as photo floods
must be used. Care must be taken as these bulbs transmit radiant heat
which can give rise to buckling or burning of the radiograph. Greater
contrast, and therefore greater sensitivity, is achieved at higher
densities.
175
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
Table 19.5.a
FILM UNSHARPNESS VALUES
Radiation Umm)
50 kV x-rays 0.03
100 kV x-rays 0.05
200 KV x-rays 0.10
400 kV x-rays 0.15
2 MV x-rays 0.32
8 MV x-rays 0.60
31 MV x-rays 1.00
1p 0.17
"Co 0.35
1¥b 0.07 - 0.13
Table 19.5.b
EMPIRICAL VALUES FOR CHOICE OF kV
Aluminium Steel
x between x between x between x between
0.5 and Smm 5 and 50mm 0.5 and 5mm 5 and 50mm
A 20 40 40 80
B 5 15 10 5
kV =A+ Bx
NB:
These values are pertinent to ffds of about 1m and exposures of about
30 mAm on half wave rectified sets.
NDT20
Issue 0191
176
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
19.5
19.6
19.7
19.8
19.9
19.10
NDT20
-Issue 0197
ENERGY LEVELS
As a consequence of the variation with energy, of the exponential
absorption of radiation passing through a material, high energies
produce poorer contrast. In addition, higher energy radiation releases
more electrons from the silver halide grains in the film emulsion. These
electrons can cause more silver halide grains to become developable.
In combination these create a degree of unsharpness, which is called
‘inherent unsharpness' or ‘film unsharpness' (see section 19.4).
The radiation energy chosen varies considerably depending upon the
object being radiographed and the quality of radiograph required. For
x-rays, below 150kY, setting the kV can be fairly critical and more so at
lower KVs, From 200-400kV a change of about 40kV is needed for any
significant change in sensitivity. An empirical method of determining
kilovoltage is given in the tables opposite. The thickness ranges for
gamma-ray sources is given in Section 4.2.5. When working to a
specification it is important to adhere to the stated energy levels.
FILMS
The film contrast is a feature of the manufacture of the emulsion.
Methods of measuring contrast are given in Section 8.
The contribution of the film to definition on a radiograph is governed by
the size of the silver halide grains, the larger grains giving poorer
definition. Grain size also governs the speed of the film, the larger
grains giving a higher speed.
Although films are grouped into fast, medium, slow, fine grain and
medium grain, unless it is stated in a specification which films fit these
groups, further guidance must be sought,
SCATTER
This is covered in Section 11.
GEOMETRY
See Section 9.0
MOVEMENT
Any form of vibration or movement will adversely affect the definition on
a radiograph.
DEVELOPMENT OF FILMS
Although development times must be in accordance with manufacturers’
instructions, up to a limit, longer times can give better contrast. With
development times longer than the limit the unexposed silver halides can
be developed, which reduces the contrast. Lengthy development also
creates granularity in the radiograph.
177
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
NDT20
Issue 0191
Table 19.114
USES OF THE DOUBLE FILM TECHNIQUE
Single exposure of multi thickness or different material objects.
Record requirements. Used where two copies of the radiograph are
required. Films of the same speed are used.
To estimate exposures where thickness cannot be accurately
measured,
Where it would be difficult to repeat exposures should films be
damaged during processing.
Table 19.11b
RADIOGRAPHY OF MULTI THICKNESS SPECIMENS
Use the double film technique.
Correct kV for each thickness, particularly where the difference in
thickness is too great for the double film technique.
Increase beam energy, thereby reducing contrast and allowing a
greater range of thicknesses to be recorded on the film.
Compensate for thickness by using a block of the same material that
will fit the specimen and so make a single thickness specimen.
178
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
| 19.11
NDT20
Issue 0191
OBJECTS OF DIFFERING THICKNESS OR MATERIAL
This aspect is of prime importance when radiographing either
castings, or welds between dissimilar metals. The greater the
difference in thickness or materials, the greater the difference in
density there is on the radiograph, for the different parts.
An accepted technique is to expose two films, a fast film and a slow
film, together in one cassette. The fast film records the thicker
section or more dense material, and the slow film records the thinner
section or less dense material. Uses for the double film technique
and methods of radiographing multi thickness objects are listed
opposite.
179
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
20.0 USEFUL RADIOGRAPHIC
FORMULAE AND
INFORMATION
NDT20
Issue 0191
20.1
20.2
EXPOSURE CALCULATION
SAFE DISTANCE FOR
GAMMA RADIOGRAPHY
INVERSE SQUARE LAW
1Q] SENSITIVITY
PENUMBRA
TO CHANGE DENSITY
USING CHARACTERISTIC
CURVES
RECIPROCITY LAW
TECHNIQUES
180
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
20.0
20.1
NDT20
ISSUE 0191
USEFUL RADIOGRAPHIC FORMULAE AND INFORMATION
EXPOSURE CALCULATION
Exposure Tine = BU (Cur- x Tne 5 Now Fim Speed 5 OP
Example:
From exposure chart:
Curie x Time = 100 Ci.mins.
SFD = 1m
Relative Film speed (D7) = 3.5
Calculate Exposure Time for:
Source activity = 20 Ci
FFD = 0.5m
Relative Film speed (D4) = 13
100Ci.
B Time = 100Gi mir
=xposure Time a
x13. , 05m? _ 46min.
3.5" (1.0m?
181
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
SAFE DISTANCE FOR GAMMA RADIOGRAPHY
Dose rate (mGyhfCi x 1000 x (1m)? x Ci
Safe Distance (m) = GI fC) + 18
Example:
Dose Rate for Ir = 4.8mGy/hr/Ci @ 1m (1Ci = 37GBq)
Calculate the safe distance for a controlled area (7.5uSv/hr) using 14 Ci of Ir
4.8mGy{hfGi x 1000 x (1m)? x 14Ci
Safe distance = 75uSvhr
= 94.6 metres
NDT20
ISSUE 0191
~
183
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
20.3 INVERSE SQUARE LAW
For FED/SFD change
20.3.1
2
T= (oy 3
(Dy
where T, = New Exposure Time
Original Exposure Time
D, = Original FFD
D, = New FFD
Example:
Calculate new exposure time for FFD = 600mm
Original exposure at 500mm was 10 min.
= 6002 10 mins = 14.4 mins
* 00)?
20.3.2 For Radiation Safety:
D,
R, = ( oa xR,
(0,
where D, = Original Distance
D, = New Distance
R, = Original Dose Rate
R, = New Dose Rate
Example:
Calculate dose rate at 100m when dose rate at 80m was 10uSv/hr
2
Ry = ae x 10Sv/hr
R, = 6.4uSv/hr
NDT20
ISSUE 0191 185
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
20.4
20.4.1
20.4.2
NDT20
ISSUE 0191
IQ] SENSITIVITY
iva
Wire thickness = thickness of material x i
Example:
Select wire and IQ! for 2% sensitivity on 40mm welded plate with
3mm cap.
2
Wire thickness = 43 x —<— =0.86mm
ire thickness x Fo
0.86mm wire = No.1 wire on BS3971 9-15
No.2 wire on DIN 6-12
NB. The wire selected is that of equal thickness, or the nearest
THINNER wire.
‘To calculate % IQ! sensitivity
Dia. of thinnest wire visible x 499 = 1Q! sensitivity
Thickness of specimen
Example:
Using BS3971 9-15 IQ! on 43mm thickness No.2 wire is seen.
% IQI sensitivity = 2 x 100 = 1.46%
187
20.5
; 20.5.1
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
PENUMBRA
Penumbral Unsharpness (Ug) = pissy
FOD
Example:
Calculate Penumbra for FFD = 900mm, radiographing a 40mm plate.
F.S.S. = 2mm x 2mm
For F.S.S. the diagonal (longest linear dimension) = 2? + 22
= (6 = 28mm
28x40 _o43mm
Therefore Penumbra =
900 - 40
NDT20
ISSUE 0191
189
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
20.5.2
NDT20
ISSUE 0191
Calculation of the minimum F.F.D. to give a penumbra of Xmm
Min F.F.D. = FSS OEE. +OFD.
Example
AU, of 0.27mm is required for a SWSI shot on a butt weld in 42mm
plate with a cap height of 3mm and an underbead of 2mm. There is
a gap of 4mm between the object and the film. A source 2mm
diameter by 1mm long is used side on.
FSS = __ longest linear dimension of source as seen from
the radiograph
= 2+?
- 6
= 2.24mm
O.F.D = 42+3+2+4mm
= Simm
, 2.24 x51,
min F.F.D ESOT + Simm
= 474mm
191
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
20.6
20.6.1
i)
ii)
iy
iv)
0]
OB
20.6.2
i)
ii)
ili
iv)
OB
NDT20
ISSUE 0191
TO CHANGE DENSITY USING CHARACTERISTIC CURVES
For curves of Log. relative exposure versus density
Find log relative exposure for known density
Find log relative exposure for required density
Subtract i) from fi), ignore sign
Antilog ii) to achieve correction factor
Multiply exposure by factor if required density is higher than
known density
Divide exposure by factor if required density is lower than
known density.
For curves of relative exposure (real numbers) versus density
Find relative exposure for known density
Find relative exposure for required density
Obtain the ratio of the two relative exposures, that is >1
Multiply exposure by ratio if required density is higher than
known density,
Divide exposure by ratio if required density is lower than known
density.
193
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
20.7
NDT20
ISSUE 0191
RECIPROCITY LAW
T, x mA GBq (Ch xT,
Tes a ORT Gaga
OR T, = CI
reading (mA.mins) op 7, . Leading (Cit)
al 2
where T, = original time; T, = required time; reading = reading from
exposure chart.
Examples :
() Calculate the time required for an exposure of 25 mA.mins
using 4mA.
Time = 25mAmins _ 6.25 mins
4mA
(i) | Calculate the exposure when using 3mA, 9 mins.
‘P = mAx Time = 3mA x 9 mins = 27mA mins.
NB. The reciprocity law fails when using salt or fluorometallic
screens.
195
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING.
20.8
NDT20
ISSUE 0191
TECHNIQUES
Single Wall, Single Image
(S.WS1l.)
Double Wall, Single Image
(O.W.S.L)
Double Wall, Double Image
(0.W.D.l.)
Fillet Welded 'T Joint
All plate and panoramic
exposures
Pipe with O.Dia > 90mm.
Pipe with 0.Dia < 90mm
30° to the vertical member -
Use double film technique or
two exposures
197
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
Functions of angles
(
Angle Sin Cos Tao Angle Sia Cos Tan
1° 0.0175 0.9898 0.0175 4° 0.7193 0.8347 ross |
2 0.0349 0.3954 0.0339 470 0.7314 0.6820 1.0724
3° 0.0523 0.9986 0.0824 48° 0.7431 0.6631 1.1108
2 0.0698 0.9976 0.0699 490 0.7547 0.6561 1.1504
8 0.0872 0.9962 0.0875 50° 0.7660 0.8428 1.1818
e 0.2045 0.3845 0.1081 se 0.7771 0.6233 1.2349 |
7° 0.1219 0.9825 0.1228 $20 0.7880 0.6157 1.2t99 |
80 0.1392 0.9803 0.1405, 530 0.7986 0.6018 1.3270
0 0.1564 0.9877 0.1584 S40 0.8090 0.5878 1.3764 |
10° 0.1736 0.3848 0.1763, 55° 0.8192 0.5736 aazsi |
ne 0.1908 0.9816 0.1944 560 0.8290 0.5892 1.4826 |
20 0.2079 0.9781 0.2126 s7° 0.8387 0.5448 1.5399 |
130 0.2280 0.9744 0.2308 580 0.8480 0.5298 1.6003 |
we onan 0.9703 0.2433, 590 0.8872 0.5150 1.6643
-2588 0.9659 0.2678 600 0.8660 0.5000 1.7321 {
16° 0.2786 0.9613 0.2867 61° 0.8746 0.4848 1.8040 ©
Ee 9.2928 0.9563 0.3087 620 0.8823 0.4895 1.8807
ue 0.3080 0.9511 0.9248 630 0.8910 0.4540 1.96268 |
a 0.3286 0.9455 0.3443 40 0.8988 0.4384 2.0803 |
‘ 0.3397 0.3640 ese 0.3063 0.4226 214s
ne a 9.3338 0.3839 660 0.9135 0.4067 2.2460 |
ee ates 0.9272 0.4040 67° 0.9205, 0.3907 2.3559
0 9.390 0.9205 0.4245 630 0.9272 0.3746 2.4751,
28 9.4087 0.9135 0.4452 620 0.9336 0.3584 2.6081
4226 0.3063 0.4663 1 0.3397 0.3420 2.7475
2e0 0.4394 0.3988 0.4877 ne 0.9485 0.3286 2.9042
279 0.4540 0.8910 0.5095 20 0.9811 0.3080 3.0777 |
28 0.4695 0.8829 0.5317 73° 0.9563 0.2924 3.2709
290 0.4848 0.8746 0.5543, 19 0.3613 0.2787 3.4874
300 0.5000 0.8660 0.8774 15° 0.3658 0.2588 3.7322 |
a8 0.5150 0.8872 0.6008 76° 0.9703 0.2419 4.0108
320 0.5299 0.8480 0.8249 170 0.9744 0.2250 4.3315
ase 0.5446 0.8387 0.6494 73° 0.9781 0.2078 4.7046 |
ee o.s8e2 0.8280. 6745 730 0.9816 0.1908 5.1446
5736 0.8192 0.7002 80° 0.9848 0.1736 $.6713
360 0.5878 0.8090, 7265 a1 0.9877 0.1564 s.2138 |
are 0.6018 0.7986 0.7536 320 0. 9903 0.1392 7.1154
axe e181 0.7880 0.7819 g3e 0.9925 0.1219 8.1443
Ps o.aass 777, 0.8098 eae 0.9945 0.1045 9.5144 |
6428 0.7660 0.8391 ase 0.9962 0.0872 11-4201
ee o.esen 0.7547 0.8683 ace 0.9976 0.0898 14.3007
ee o.ees1 0.7332 0.3004 a7° 0.3886 0.0822 19.0821 |
se 9.6820 0.7314 0, 8925 age 0.3994 0.0343 28.5363
6347 0.7193 0.9657 90 0.3898 0.0175 57.2900
45° 0.7071 0.7072 1.0000 300 1.0000 0.0000
SCHOOL OF APPLIED NON-DESTRUCTIVI
E TESTING
ANTILOGARITHMS
4,5; 6] 7 | 8 | 9 [123 456789
= se =
ror2:to1g|1016 1019 tort oor rit 222
1035, 103S| 1040 1042 1oys}oor rit 222
1059 roti | 1005!1067 1009 foot1i1 222
108g 1080] 1080 toot rongfoor rit 222
tog tti2/itty tne7 itiofona gaz 222
1135 1138] t1g0'1143'a1g6Jorr vrs 222
trot 113] 1107 1109 ort it 222
1101 Ortjriz 222
orn siz 223
pfortjtis 223
ortitrg 2
ort'r23
aryrz2
ptt
ut
1589°
1620
1003, 1007
1702 1708,
142
1782!
Say
1800
1950
2003
1051
2000
2831"
2891 [2897 12917:
295812905 2972/2979 2985:
3027 ' 3034, 3041 | 3048 3055
3c97;3105 3142 |3119°3126"
“1083
1500
1535
1370
1607
1644
1722
8 17u2 | 1700 1770
2024 {2031
2992 | 290.
3062 | 3060
3133] 3141 3148
3155
or
at
sat
ot
or
lor
ot
or
ot
Jon
or
ot
vr
on
Jor
on
or
or
or
i
WANN bee Re
oun wens
Vive “bebe Reed Feb CoUUe OOOO
BOARD DOaUE
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
ANTILOGARITHMS
of1,2:3/4|/5:8
560 3162| 3170 3177 3184 | 3192 3199 3206
51 | 3236]3243. 3251 3266/3273 3251
°52 |] 3311] 3319 3327 3342 3550 3357
58 |) 3388 | 3396 3404 34203428 3530
“64 {3467 | 34753483 3491 | 3499, 3508, 3510
HBS ° 3548] 3556/3565 3573] 3581 3589 3507
58 3031 | 3039} 3048, 3030 3004. 3073 308!
°57 13715 | 3724: 3733. 3741 | 3750 3759 3707
i 38373846 3855
3926 3936 3045
3990! 3999 4009] 4018 4027 4036
40834093 4102/4111 4121 4130
41784188 4108] 4207 4217 4227
4276/4285 4205] 5305 4315 4325
4375 [4385 4395] s400 4416 4420
4477/4487 440] 4508 4519 4529
114302 4003 | 3013,
4083: 4090 4719 | 4721
6|4797: 4808 4810] 3531
49094920 4932] 4033 4085 4900
$035 1058. $070 S082
51405152 176. 3188. 3200
$|3200 5272
53835395
5508, 5521
$636: 549
5708: $781
297, 5300 55
34205433 5445
5540 55595572
5675 5089 $702
$808 5821 5834
50435057 S070
be81 095 d109
0223 62376252
16368 6383, 0307
0318-0831 0540
808 6083 009
[e823 {0830 6S
1982! 6998. 701
7145) 7161 7178.
73 7328 7345
748257499 7510
7050/7074 FOOT
793417852 7870
17 $035 Bos
S20g.8222 S241
90 "7943
“91 15128
+02 18318 $8395 '8414 S433
+93 S511 8390'do10 S030
“94-8710 8790; 8810. SS31
95 "8913, 8095 :9616 9036
9204 ,9226 9247
+98 giz0
0419.94.41 9402
197 9335
7:8:
3214 3221
3280' 3206
3305. 3373
34433451
3524. 3532
3606-3014
3090; 3008
3954 3003
4046! 4055,
41404150
4236 4240
4335 4345
4450 4440
4539
3977/4989
$093" $105
2, 5224
5333! 5340
54585470
5585, $508.
5745: 5728.
5848, 5800
5984 S008.
6124/6138
0260; 0281
641216527
bsu1 0577
op14!67 30
O87 1 joSd7
7031 7047
7194! 7200
7362'7379 7
9057 9078
19208 9200
9484" 9506
3784 3
38643873,
34.7351 7:
3228
3504
3381
3450
3540
3yo22
a2
3
1223
1223
1223
12273
122
123
123
123
123
123
123
123
123
123
123
123
123
1
24791113
98 9550] 9572 9304 o016 | 0038, gnu! 9083 ]9705 9727 9750]247 91113 1018 20
8 9772 19795 9817 9840 | 9863/9886 9908 ]9931/ 9954 9977 |257 911 14\16 18 20
MA
MINA OO 20 Oo @
© 009:0 & momo! I
656
00 200 MH HOO GO DADAD oo
==S 65550 C000 mmmmn
3
006
3
3
4
11214
1113 14
1113.15
121315
121315
1214.16
1410
1314 16
131517
1B 05 17
141517
14 1618
1410 18
1517 19
151719
1517 20
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
LOGARITHMS' CF NUMBERS
ADD
x ° 2 3 4 s 6 7 8 9 }4 7
T2alese6l7e9
10 | 0000/0043 0036 0128/0170 0212 | 42/4 813/17 21 25; 29 34 38
| 02:2 0283/0294 032+ 037s |40] 4 12 | 16 20 2:/ 28 32 36
11 | ost4/oss3 ose2 053110569 9607 30! 3.91246 19 23/27 31 35
asor osss|ose2 o7s9 o7ss [37] 47.41 '15 18 22 26 30.33
12] -07s2|0828 oss ossa|ca3s o3e9 35/4741 [14.48 21 | 25 28 32
0968 1004|1038 1072 1208/34] 3 7.10/93 47 20! 24 27 at
13|-139|1173 1206 t2ag!1271 1303. | 333 7 40/13 16 201 23 2¢ 3
pi" y30a 1935/1367 1399 1430 [32/3 6 10) 13 16 19: 22 25 2°
v4] -14er|sana ts2n asso]tens 1014 1654) 673 1700 1732//20/3 6 °3 | 4215 18, 21 24 a7
i
15| 1761)1790 1813 1847) 1875 1903 1931/1959 36 By 119837, 202225
16 | -z0s1|z088 2095 2122)2142 2173 2201 2227 35 8'1013 16/1821 23
17 | 220412930 2355 2580/2403. 2430 2355/2489 25 7) 104215117 20 22
18 2553/2577 2501 2425/2688 ert 2655.2718, 25 7) 91214) 1619 24
13 | 2763/2810 2953 2056 |2878 2900 2923.25¢3 24 7) 94443; 48 18 20
20| 3010/3032 3034-3075} 3096 3139/3160 af24 6) e11i2s154749
31 | -3rz2/32s3 3263 s2ee)3904 3226 5255/2565, 20/24 6. 1012 124618
22 | aca '3ase 22€s 3289/2502 3522 35213569 19)2 46. 10477331847
23 | 3017/3626 3658 3074) 3692 3711 3722) 2747 24 6) 7 sitjtaisi
aa) ste abo Sach desea wl2$5 7 othi13 146
25|-3979,2997 sors so31! sess aaf23 $2.7 91c-s2ta45
26/4150 4165 4783 4200/4216 4232 #249) 4265 23.°5:°°6 B10 121314
27 | 4314/4230 4346 4362/4378 4293 42094325 16/23 5) 6 8 9.111314
2a | -4372'ss87 502 2518/4533 58 4584! 4579 13/23.5) 6 8 9 411244
25] cost a9 tess 4s /4ees cese 4713/4728 13°4).6 7 9] 104213
30] -4771[4786 s200 seralagz9 23 425774871 134) 6 7 8.s01193
31 [cats 4923 4982 495514989 3953 4997 5011 $3408 7 Bison a2
32 5e52. 5103 5119 5/22/5145 13.4057 8! 91132
33 52zsl§237 £250 £203,5276 33457 8! 31032
38 3550'3303 £378 5291 5403 1304:°5 6 8) 9101
as 5478590 5592 551415527 120415 6 7] 81011
35 39'5611 6523 5635:5637 124° 5 6 7! 81071}
37 5717 5729 5750 5732'8762 123-567) 8 910
38 3809 5832/5843 5855 £568'5277 123,567; 8 910
33 $923 5555/5955 5966 $377 ,5989 123: 4 67, 8 910
: i
41 Gi38 6160;6170 6130 6121, 6201 123i 4s sl7a9
42| +6232 6243 6023 6263/6275 S254 6225 630 1234565789
43 | -6535:6335 6385 6365 6575 6325 6975. 6305 2a: 6:7 a9
aa | -6235,6843 6354 6264) 6874 6584 6123-6503 123 356789
45 | -6532!6542 6551 6561/6571 6580 6590! 6599 123 956 789
46 6837 66:6 6656/6605 6675 6E8:/6593 12a a5 6,778
47 6730 6739 673916758 6767 6776/6785 123 a3she78
48 S221 6220 6239/6045 6857 6255 6875 gf12 3 35 5; 67
49 6911 6920 6928 |6937 6926 6953, 6963 123,43 45/678
USEFUL CONSTANTS WITH THEIR LOGARITHMS
No Log. No. No. Lot.
579-296 e 271828 04383
= 34sis9 04571 srasin! sonore Soa Tera
3 -
Os coal 208265" R zao2s — o-ns22
ones are1® 0-917 453 293 oe
° arci’ 000 290 888 locex =
o-aet act” 0-009 004 848 x
SCHOOL OF APPLIED NON-DESTRUCTIVE TESTING
LOGARITHMS OF NUMBERS
ADD
e]1 2 3/4 5 6] 7 -
veajasei7es
I |
6290 | 6998 7007 7016 teslsasle7e
7078 | 7084 7083 7101 123/34sie738
“7160 | 7168 7177 7185 122)34sle77
“243 | 7251 7259 7267 122/34sle67
-7324 | 7332 7330 7338 ele alae 667
-raoa | 7412 7419 7227 r2zlsesiser
“7482 | 7490 7a87 7205, 122)30513 67
“7889 | 7566 7574 7832 122|34sise7
763s | 7682 7649 7637 122j3aelse7
7709 | 7718 7723 7721 aa2issaise7
7789 7793 7602 tiz[pesises
7860 7863 7675 ri2izaaises
Post 7938.7945 | 112/334is66
8000 8097 ecrz! 112l334is6e
8068 8075 rajaz4aisss
8126 8142 112jaaaisss
aca #20 Tialagciss
2267 4273 112;334ise6
8331 8358 V12/334ia6
8395 8301 ri2[saalase
2457 ec63 ri2|zaalase
asi9 8523, iizl2aalass
8579 ri2i2aalass
8639 V12i234la85
8698 T12234)455
1
2756 tizizasisss
Baa 112 331455
asrr 112;233'f45
8927 V122aaiges
8962 Vie23ajaas
+9031 | 9036 112;2a9j245
“3085 | 9080 112'2a3!aa3
“s138 | 9133 112]233 243
9191 | 9196, 1121233 445
ik aes 112:233 548
i
s299 rizizaaaas
“3345 | 9350 2220 1izisaaaas
“3385 | 9400 | 9430 ortizesisas
ess | 9280, 3373 o1i[223 344
“9495 | 9499 9523 | 9526 O1n2z2344
-954a | 9547 9571 | ss76 orslezsisas
9590 | 9595, 9519 | 9628. o1ilezaisa4
“3638 | $63 8665 se71 ors[z233a4
“ses | sea9 aria i srt Orteaaiaag
9731 | 8736 7st S720 9763, o1a[22aj3aaa
“3777 | 9782 9786 st0s | 9g08 orif2zalsa
3823 | 9827 9232 9850 ! 856 orsf2zalaaa
“9868 | 9872 957 3294 | se59 orif2aalaea
3912 9917 sazt ag29 | 653 orsi22a/aaa
+3956 | 9961 sse5, 9963 | 9987 orif2z2(324
Only the decime! portion (mantisse) of exe:
logarithm is shown in this table
The integral portion (cherecterstie) must ba determined independentiy
FOR YOUR NOTES
O Glalt bo. —> Wht is meonuig Ef 60 |
g Ln..a..tomic.. frmchere... > what is eae Ze /
Ande. - Taxget —> JE Js mere Thema) |
wat Coda, 2 (
@ eeiie Pectrur bine. t..a ney mle Mab iS He |
Uae
(©). Constant Potentie CoP). CPreut —ehet s's the
coolly ene? [ are Cintas t
@. what is Hex. CF eR... Rveuregle, 2.
Wwe —> eolice Hu exepefer fume + d
pias tS me locas hoff fe . Ee \
y 192- lb Ye 30. 2
@ Coke Qe A.sherbwm,~ 169 Oe wg)
@® Amio...2. ge. MA —2 SFPD 32% mm
2G Ma..—?. FED G20. What's Te coermee. is. 2
Alewwatten. ui “He. waberiel 7s. Campedt
Onion @ sae Conphor Chih
Defelope meat. — FN) — Ver |
FF eget — OP — ey teah pase 9
hg Caleyaten .: dom p Io 9 objet to Mor lifes
Svemm. Kecaf to flo clisfeusce , ign 2!
3) Salt Sertan hat ts “he materia) ed -
2) weer > Calecenn Pe.
fla 1M
Degen tas inal Bae BE rend
45) thy Seren is upd an ce ge
het 1S Ste collimator «7
B el we Pea? Wrburticn
3S (6) Cu tHe Creve. -
FOR YOUR NOTES
aera Duplo. type: 2g ¢
anauley ¢ Deptairey
| AD ere qyasfier Sensstevrte Orleufalitem
'O» a elf —> oxide ov vetumelyic a apfreaxad)
Hae ik wll [pok g P- fly 2
gas OF, Pe, hiss
ag) OS 20h) fovitad — —stohen al of} 2
Beeta Fextitle — 9
B Sigh alg a ky OF Hy ad
Angwey — Meno cyamad’e vechiaton
Ve. Cowvect. +00m for. blerrsup Ot ‘fea elges of Che,
yadieqrap hit a woxlley frren fr fecr Phe __
‘Mediate Seurte fs of finite olimepeoos rs
Dibe wrptheerPnes, CB) anor exgharpness
Eton wateortins G) moore | aS)
(8% wre fei i lay “Or j Papentionn!
by amano mA ho ooug Rn BAgoe
You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- ON WORK Kahlil GibranDocument21 pagesON WORK Kahlil GibranAce MielNo ratings yet
- AdriftDocument20 pagesAdriftjonjay100% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Mysterious Benedict Society and The Prisoner's Dilemma Book 3Document276 pagesThe Mysterious Benedict Society and The Prisoner's Dilemma Book 3Berty MiculobNo ratings yet
- Drilling Tools CatalogDocument33 pagesDrilling Tools Catalogcharan100% (1)
- Quality Assurance Interview Questions - QC Interview QuestionsDocument6 pagesQuality Assurance Interview Questions - QC Interview Questionscharan100% (1)
- Piping StressDocument30 pagesPiping Stresscharan100% (2)
- ISO 10013-First Edition 2021-03Document22 pagesISO 10013-First Edition 2021-03charan100% (5)
- Philippine Literature During Pre-Colonial Period Lesson PlanDocument7 pagesPhilippine Literature During Pre-Colonial Period Lesson PlanJessica Marie DavidNo ratings yet
- Handling Non-ConformancesDocument18 pagesHandling Non-Conformancescharan100% (3)
- E&I Training & AwarenessDocument2 pagesE&I Training & AwarenesscharanNo ratings yet
- What Are Engineering Materials Their Types and Selection Notes With PDFDocument8 pagesWhat Are Engineering Materials Their Types and Selection Notes With PDFcharanNo ratings yet
- Welding Hand BookDocument61 pagesWelding Hand BookcharanNo ratings yet
- Bureau Veritas Training Calendar 2018Document1 pageBureau Veritas Training Calendar 2018charanNo ratings yet
- Characterisation of Transverse Cold Cracking in Weld Metal of A H PDFDocument300 pagesCharacterisation of Transverse Cold Cracking in Weld Metal of A H PDFcharanNo ratings yet
- Sample: Six Sigma Black Belt Project ReportDocument23 pagesSample: Six Sigma Black Belt Project ReportcharanNo ratings yet
- Vol 23Document12 pagesVol 23Yasser Salem0% (1)
- This Content Downloaded From 5.152.213.186 On Fri, 31 Mar 2023 23:37:22 UTCDocument28 pagesThis Content Downloaded From 5.152.213.186 On Fri, 31 Mar 2023 23:37:22 UTCJNo ratings yet
- DeMann Sobre RifatereDocument20 pagesDeMann Sobre RifatereHugo SalasNo ratings yet
- Romeo and JulietDocument8 pagesRomeo and JulietAliza GabatinoNo ratings yet
- HL Eng gr6 b2Document138 pagesHL Eng gr6 b2Mustafa Raza SayedNo ratings yet
- 11Document2 pages11Matthew RoseNo ratings yet
- Text and Tapestry - The Lady and The Unicorn Christine de PizanDocument85 pagesText and Tapestry - The Lady and The Unicorn Christine de PizanEris CosmoNo ratings yet
- ExpressionismDocument11 pagesExpressionismanabelenopia3No ratings yet
- Lesson 13 For June 25, 2022Document9 pagesLesson 13 For June 25, 2022RonRay Ganotise MaataNo ratings yet
- Genre Essay RevisionDocument6 pagesGenre Essay Revisionapi-640451375No ratings yet
- Theoretical Schools and Movements PDFDocument7 pagesTheoretical Schools and Movements PDFmadafneNo ratings yet
- Andi Rahmi Utami 1952044009 - Paper of The Types of ClausesDocument11 pagesAndi Rahmi Utami 1952044009 - Paper of The Types of ClausesARUNo ratings yet
- Archaic Lore in The DeadDocument2 pagesArchaic Lore in The DeadDauntlessNo ratings yet
- Novel vs. Movie AssignmentDocument1 pageNovel vs. Movie AssignmentBrian AguilarNo ratings yet
- Alexander Dilone - Human Condition AolDocument3 pagesAlexander Dilone - Human Condition Aolapi-612845363No ratings yet
- Lab Section ListDocument16 pagesLab Section ListErgin ÖzdikicioğluNo ratings yet
- Very Short Fairy Tales To Read TogetherDocument26 pagesVery Short Fairy Tales To Read TogetherJebin JohnNo ratings yet
- Wilfred Owen As English Soldier and Poet: Dr. Neelam & Dr. Devender SinghDocument6 pagesWilfred Owen As English Soldier and Poet: Dr. Neelam & Dr. Devender SinghTJPRC PublicationsNo ratings yet
- Other Sources of InformationDocument2 pagesOther Sources of InformationRochelleCasador180No ratings yet
- Module 2 - Frameworks of LiteratureDocument6 pagesModule 2 - Frameworks of LiteratureSter CustodioNo ratings yet
- Lesson 5 Literacy AnalysisDocument8 pagesLesson 5 Literacy AnalysisRiza SanglayNo ratings yet
- Poem 2 Wind QADocument2 pagesPoem 2 Wind QAKerolin MacwanNo ratings yet
- Lyceum of The Philippines University CaviteDocument32 pagesLyceum of The Philippines University CaviteMJ TaclobNo ratings yet
- CAR National Artists in The Philippines July 29-August 2, 2019Document34 pagesCAR National Artists in The Philippines July 29-August 2, 2019johrevzNo ratings yet
- Paris Hotel Where Joyce Plotted Career in JournalismDocument3 pagesParis Hotel Where Joyce Plotted Career in JournalismIoana A.No ratings yet
- Rhyme and Rhythm in PoetryDocument5 pagesRhyme and Rhythm in PoetryprincessbsalonNo ratings yet