You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- GHB Synth Guide: (Enter Value)Document4 pagesGHB Synth Guide: (Enter Value)Sat ez100% (1)
- Carbohydrates (Monosaccharides)Document56 pagesCarbohydrates (Monosaccharides)khadija100% (2)
- Physics of Thin FilmsDocument98 pagesPhysics of Thin FilmsT Basel Al-MadhounNo ratings yet
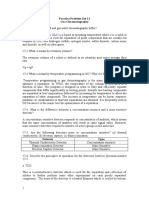
- Practice Problem Set 11 Gas ChromatographyDocument11 pagesPractice Problem Set 11 Gas ChromatographyJeslynOngNo ratings yet
- How To Make A Lemon BatteryDocument13 pagesHow To Make A Lemon BatteryG Tamil SelviNo ratings yet
- ASTM Coal ClassificationsDocument14 pagesASTM Coal ClassificationsRat100% (1)
- Plasmid IsolationDocument3 pagesPlasmid IsolationMahathir Mohmed100% (6)
- CEeNews2 04Document6 pagesCEeNews2 04Antonio MezzopreteNo ratings yet
- Intro Oxy-Fuel Fired Glass Melting TechnologyDocument17 pagesIntro Oxy-Fuel Fired Glass Melting TechnologymehariiNo ratings yet
- Reactors Model Aspen PlusDocument8 pagesReactors Model Aspen PlusEjal MahritNo ratings yet
- Lisa Irwin: October 3, 2011 Kansas City, MissouriDocument1 pageLisa Irwin: October 3, 2011 Kansas City, MissouriNanda Dianto A0% (1)
- 2 x55 MW Power Pointe Aux Caves Power Project - Redesign JustificationsDocument2 pages2 x55 MW Power Pointe Aux Caves Power Project - Redesign JustificationsNanda Dianto ANo ratings yet
- Pompa Ebara DeepwellDocument21 pagesPompa Ebara DeepwellNanda Dianto ANo ratings yet
- Steam Temperature & Materials Emergency Trip DeviceDocument1 pageSteam Temperature & Materials Emergency Trip DeviceNanda Dianto ANo ratings yet
- Play - Uno InvoiceDocument1 pagePlay - Uno InvoiceNanda Dianto ANo ratings yet
- Perancangan Tangki Penyimpan Dan Menara DistilasiDocument33 pagesPerancangan Tangki Penyimpan Dan Menara DistilasiNanda Dianto A80% (5)
- Renewable Energy & Emerging Trends in Electronics: Course Code: 4361106Document9 pagesRenewable Energy & Emerging Trends in Electronics: Course Code: 4361106rashmin tannaNo ratings yet
- Physics - Vol 2 Unit - 7: Name: Standard: Section: School: Exam NoDocument9 pagesPhysics - Vol 2 Unit - 7: Name: Standard: Section: School: Exam NoJagan EashwarNo ratings yet
- Engineering Hydrology-Lecture 02Document39 pagesEngineering Hydrology-Lecture 02Rahim ImtiazNo ratings yet
- Hermetically Sealed Relay - Ukm300Document20 pagesHermetically Sealed Relay - Ukm300ATR Assistência Técnica (ATR)No ratings yet
- REFERENCIADocument9 pagesREFERENCIAJose Luis BarradasNo ratings yet
- Wynn's Ultra Synthet Hi-Temp Universal Grease (MSDS)Document6 pagesWynn's Ultra Synthet Hi-Temp Universal Grease (MSDS)Anibal Rios0% (1)
- Cleaning Validation in Pharmaceutical IndustriesDocument10 pagesCleaning Validation in Pharmaceutical Industrieskavya nainitaNo ratings yet
- Chapter20 PDFDocument30 pagesChapter20 PDFAlfredo Mendoza MexiaNo ratings yet
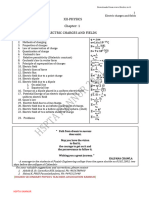
- Hsslive-HSPTA-2.1 Electric Charges and Fields 2021-FDocument17 pagesHsslive-HSPTA-2.1 Electric Charges and Fields 2021-FBhagyaNo ratings yet
- B. Sc. BiochemistryDocument36 pagesB. Sc. BiochemistryJackie Jagan ThalaNo ratings yet
- Soal KimdasDocument13 pagesSoal KimdasNur SyahrainiNo ratings yet
- Chemsheets GCSE 1123 Metal Extraction 1Document2 pagesChemsheets GCSE 1123 Metal Extraction 1Vinay SINGHNo ratings yet
- FTL33Document36 pagesFTL33EngChengLengNo ratings yet
- Tablet Formulation and Development of A Validated Stability Indicating HPLC Method For Quantification of Valsartan and Hydrochlorthiazide Combination 1Document7 pagesTablet Formulation and Development of A Validated Stability Indicating HPLC Method For Quantification of Valsartan and Hydrochlorthiazide Combination 1Wildan SuhadiNo ratings yet
- Thermoplastic Thermosetting Structural Composites: School Chemical Engineering Georgia Institute Technology Atlanta, andDocument4 pagesThermoplastic Thermosetting Structural Composites: School Chemical Engineering Georgia Institute Technology Atlanta, andAbd BaghadNo ratings yet
- M - Sc. - Chemistry 3rd Sem OrganometallicDocument78 pagesM - Sc. - Chemistry 3rd Sem OrganometallicKhushbooNo ratings yet
- Ogp Guide To TenormDocument42 pagesOgp Guide To TenormJatish Haryani100% (1)
- Material Safety Data SheetDocument6 pagesMaterial Safety Data SheetVinitha SampathNo ratings yet
- Cambridge International AS & A Level: BIOLOGY 9700/34Document20 pagesCambridge International AS & A Level: BIOLOGY 9700/34mariakhan.educationNo ratings yet
- International Journal of Pharmacy & Therapeutics: A. Madhu Babu, B. Prakash Rao, K.R.S. Sambasivarao, P. SudhakarDocument8 pagesInternational Journal of Pharmacy & Therapeutics: A. Madhu Babu, B. Prakash Rao, K.R.S. Sambasivarao, P. SudhakarkajiNo ratings yet
- Geography Exam For S1Document3 pagesGeography Exam For S1NSANZUMUHIRE EmmanuelNo ratings yet